
林业生产装备智能制造的路径与突破口探讨
2017-04-27 06:58盛振湘
林产工业 2017年9期
盛振湘
智能制造作为“新制造”的一种发展方向[1],在制造业引来了越来越多的争议,有人反对,有人怀疑,有人观望,有人赞同。随着规模化制造带来的物资丰富和产能过剩,借助互联网蓬勃发展的推动,引发了人们对多样化按需定制愿望的追求,制造不能再只按制造商自己的方便有什么卖什么了,而是要按用户的需求去生产产品,智能制造对传统制造业的冲击已经来临。林业和林业装备企业如何适应“新制造”的发展、林业生产及装备智能制造的路径与突破口在哪?这些问题已经摆在了我们的面前,需要我们面对和探索。
1 智能制造的路径思考
1.1 智能生产与智能产品
智能制造具体体现在两个方面。一是智能生产,主要通过构建智能化生产系统、网络化分布主生产设施,或开展流程化与生产线方式作业,实现生产过程的智能化;二是智能产品,主要通过嵌入感知元器件与装置和集聚信息化技术,使产品具备智能化功能。林业生产中的家具制造和人造板制造以及制材生产属于生产线制造产品范畴,智能化的发展方向是智能生产;而营林和采伐装备制造,目前是单机少批量生产开发多功能单元设备,需要生产出具备智慧功能的智能产品,以满足其智能化应用的需求。另外,将来的智能化家具将是我们追求的智能产品,它的生产过程还要具备智能生产功能。
1.2 智能制造的三个集成
智能制造在具体实施中包括三个方面的集成:横向、纵向和首尾相连集成应用。所谓的横向集成,就是公司各个部门之间和各分厂之间,大到行业之间的信息都要关联互通,构成信息网络;所谓的纵向集成,就是从领导层一直到生产层都必须建立信息化的管理环境(如图1),形成信息间的无缝贯通[2];而首尾相连集成就是从产品开发、生产到用户的使用形成一个产品生命全周期管理的完整有机的信息系统。三个集成首先要开展纵向集成,只有建立好纵向集成后,生产过程才具备智能化的基础。所以,智能生产一般从建立纵向集成开始。
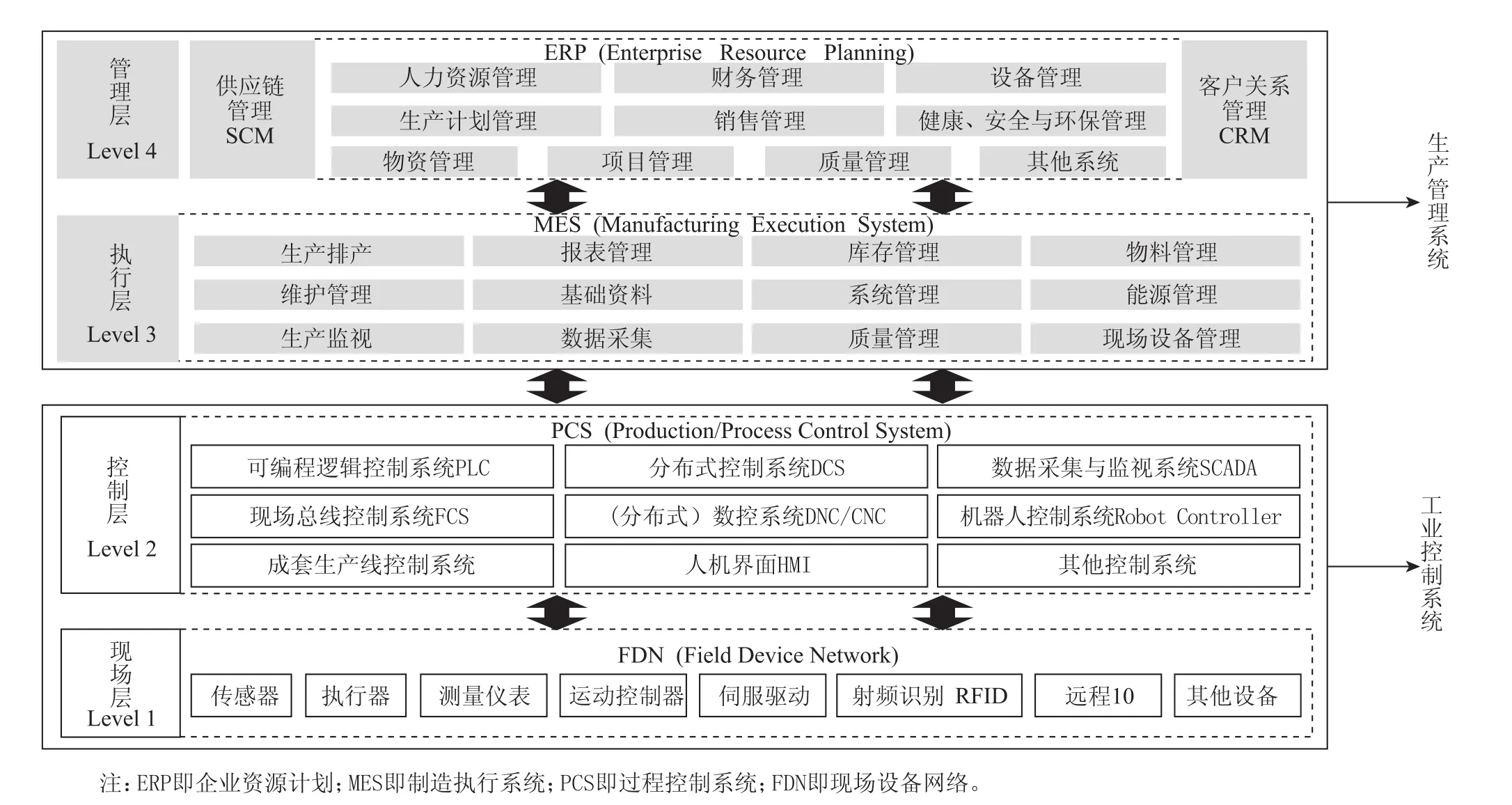
图1 智能控制纵向集成管理系统Fig.1 Intelligent control vertical integrated management system
1.3 智能生产的三种模式[3]
由于产品制造工艺过程的差异,生产过程形成了三种类型制造方式:离散型制造、流程型制造和规模化制造,三种模式在智能生产建设的重点内容均有所不同。
对于离散型制造而言,产品往往由多个零部件经过一系列不连续的工序加工组织装配完成,其生产过程包含着很多变化和不确定因素,在一定程度上增加了离散型制造的生产组织难度和配套复杂性。企业常常按照主要的加工工艺过程安排生产设备的位置,以使物料的传输距离最小。离散型制造企业具有多品种、小批量的特点,其工艺路线和设备的使用需快捷灵活。因此,离散型制造企业要更加重视提高精准制造、敏捷制造能力,其智能生产建设的重点是加工单元设备智能化和物料配送智能化。对林业行业而言,营林和采伐装备和人造板及家具设备的制造等均属于离散型制造。
流程型制造的特点是生产线式物料输送,生产连续性强,流程要求规范,工艺过程适应性好,产品生产和原料传递通畅。对于流程制造业而言,由于原材料在整个物质转化过程中进行的是物理化学过程,工艺参数需进行菜单化管理,而工序的连续性使得各工序间形成影响,即如果第一道工序的原料加工不符合工艺要求,就会影响第二道工序的质量。因此,流程型制造业智能工厂建设的重点在于实现生产工艺的智能优化和生产全流程的智能控制,即智能感知生产条件变化,自主决策系统控制指令,自动控制设备,在出现异常工况时,即时预测和进行自愈控制,排除异常、实现安全优化运行;在此基础上,智能感知物料流、能源流和信息流的状况,自主学习和主动响应,实现自动决策。对林业行业而言,人造板生产的刨花板与纤维板生产线等均属于流程型制造。
规模化制造的重点在于充分满足消费者多元化需求的同时实现规格组合化生产,侧重通过互联网平台开展大规模个性定制模式制造。因此其智能制造建设模式为:推进个性化定制生产,引入柔性化理念的生产线,搭建互联网平台,促进企业与用户深度交互、广泛征集需求,基于需求数据建模,开展标准化、系列化设计与生产;通过推进网络化虚拟设计,打通设计、生产、服务数据链,采用虚拟仿真技术展现用户体验与需求。未来的发展方向是推进制造网络协同化,变革传统垂直组织模式,以扁平化、虚拟化新型制造平台为纽带集聚产业链上下游资源,发展远程定制、异地设计、当地生产的网络协同制造新模式。对林业行业而言,板式家具生产属于规模化制造,当前的发展势头良好。
1.4 智能制造的九个层次
智能制造的发展进程可分为九个层次(见图2),它是传统制造数字化与信息化技术不断深度融合的过程,也是软件系统重新定义世界的过程。第一步,首先要完成传统制造业零部件生产和工艺过程的模块化(包括标准化和系列化),这是智能制造的基础,现在一般讨论智能制造,都往往忽略这一至关重要的一层;在完成模块化以后,要进行制造的数字化和信息化提升,也就是通常说的“两化融合”,还要在数字化与信息化之间对接形成无缝关联,变成网络化,通过网络化建设以后,才能完成智能制造的基础建设。因此,不能在落后的工业基础上搞自动化,不能在落后的管理基础上搞信息化,不能在没有数字化、网络化的基础上搞智能制造。真正的智能制造是在广域的互联网+平台开发建设好以后,才能开展设计、生产、管理、服务全方位、全流程的智能制造。智能制造的更高层次为:大数据云工厂、跨界扩展及虚拟物理多元化。由此看出,智能制造任重道远,发展需要基础和时间。
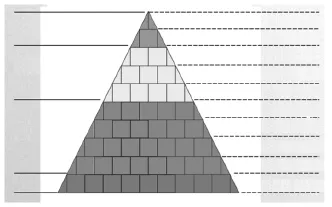
图2 智能制造发展进程的九个层次Fig.2 Nine levels of the intelligent manufacturing development process
但是,互联网的快速发展使传统企业利用信息不对称而产生利润的机会越来越少,互联网使用户与用户,用户与厂商,可以低成本地实现联接,并让每个用户的个性需求被放大,人们越来越喜欢个性化的东西;另一方面互联网还使制造业能够低成本地了解每一个客户的需求,可以一改以往采用一刀切,把需求性能组合到一起做成综合产品的方式,而改为个性化批量生产产品;互联网还使产品的信息传输更快,一款赚钱的好产品,在很短的时间内,就能被别人改进提升,以往一款产品卖30年的做法已经不行了,产品的生命周期大大缩短了,产能过剩的压力越来越大。另一方面,互联网和数字与信息技术的发展,生产线和产品制造过程,可以越来越方便采用精准的检测传感器控制产品生产精度,提高了生产质量和自动化水平;互联网和数字与信息技术的应用,使制造商制造的定制化“特殊”产品和服务延伸还能产生更多的利润。因此,逼迫着传统制造业在做好产品质量的基础上,必须走快速、小批量、定制化的智能生产之路,逼迫着传统制造业要尽快在原有基础上,尽快提升数字化、信息化、网络化水平,找好找准智能制造的突破口。
2 林业生产装备智能制造的突破口探讨
2.1 人造板生产线的数字、智能产品与系统的应用
就林业生产装备制造业而言,首先可以在具备自动化基础的装备上,应用和嵌入数字、智能产品和系统,提高生产装备的智能化水平。下面笔者以人造板生产线设备为例,介绍一些数字智能新技术的应用。
2.1.1 木片/木头自动量方收货系统[4]
人造板生产的刨花板和纤维板生产线是具备了全流程连续生产的自动化生产线,但在生产线的源头木材原料进料一直处于通过汽车地磅计量加折算的方式统计进料量。常因木材含水率、腐朽木材、人为认定等因素影响计量的准确性;另外汽车地磅计量的统计还处于人工核算或简单的计算机汇总状态,不能关联进生产线信息系统,对人造板生产线的数字化、信息化、网络化的提升形成了障碍。
已经开始应用的木片/木头自动量方收货系统,有效地解决了上述问题。系统通过激光扫描仪对车辆两边及顶部进行切片扫描,同时由行走机构带动激光扫描仪从一端切片扫描到另一端,从而形成整个车辆的三维模型点云;通过计算机软件算法对点云进行过滤处理,得到车辆“干净”的三维模型;计算机再计算出投影体积,从而得出整车木材的实际体积。量方后进入计算机实时报表系统再进行体积汇总、统计和结算,并可与生产线的信息系统关联。
2.1.2 人造板砂光表面缺陷在线识别检测新技术
人造板板面砂光后表面缺陷(主要是色差和压痕、污斑)的高效检测,一直是困扰管理者的一道难题,连续生产到检板工序时,就变成了人工翻板分拣。一是需要大量的人工,质量还受到人为因素的影响;二是要满足高产量的生产线,需要很大面积的场地。
早期开发的在线拍照成像对比标准样本识别技术,因计算机很难在色差和压痕、污斑的像素和灰度值上准确识别类似于人眼认定的好坏标准。因此系统运行时,调整的尺度很难把握,不是将好板当坏板处理,就是将坏板当好板归类。
新的识别技术采用投影二维干涉波进行砂光板色差与粗糙度的评价。当系统工作时,投影图案发生器将二维莫尔条纹干涉波投影到移动的砂光板上,全画幅图像采集系统采集板面图像,经计算机带FPGA(Field-Programmable Gate Array,即现场可编程门阵列)功能的图像采集卡快速将图像预处理后,进入图像质量分析系统进行好坏识别,引导后续设备分离出不合格板。该技术的识别原理:两维莫尔条纹的亮点是按正弦波的规律分布,采集板面莫尔条纹图像后,经计算机换算成三维图形(见图3),通过识别后得到两个参数,一是正弦曲线的偏距k(见图4),二是曲面的误差分布带δ(见图5),这两参数分别与表面色差和粗糙度相关,当系统工作时,参照人工认定调整k值和δ值的大小范围,量化砂光板好坏评价标准值,进行表面质量智能在线分选。
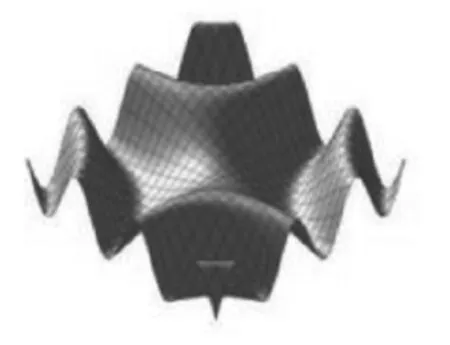
图3 莫尔条纹三维图形Fig.3 Moore striped 3D graphics
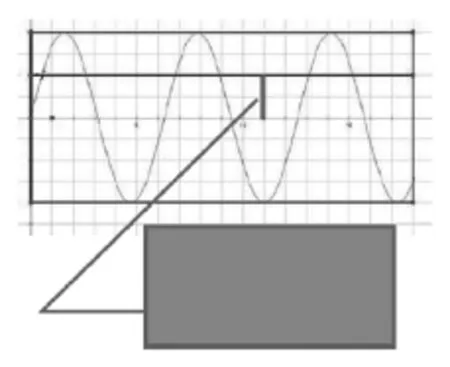
图4 正弦曲线的偏距kFig.4 Sine curve offset k
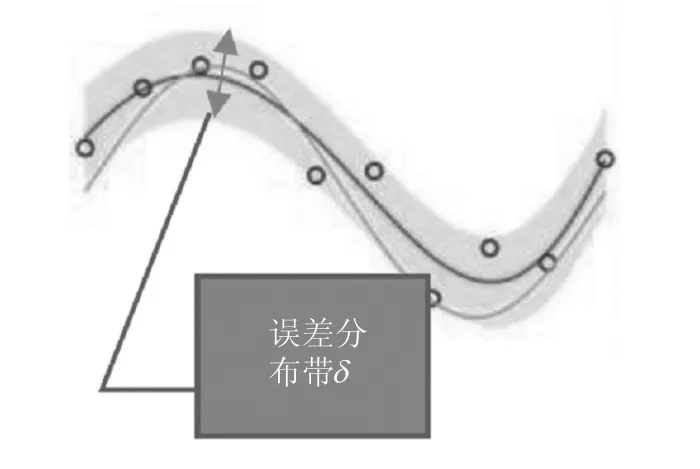
图5 曲面误差分布带δFig.5 The surface error distribution δ
2.1.3 人造板板垛自动缠膜打包系统
以往的人造板板垛的覆膜打包一直是采用人工进行,在砂光在线缺陷分拣和柔性锯切堆垛的基础上,进行人造板板垛的自动缠膜打包,通过这一完美的连接,将实现真正意义上的人造板生产线全自动化运行。人造板板垛自动缠膜打包系统分为自动缠绕和自动捆扎两部分,通过链式运输机连成自动生产线。板垛在运送到缠绕系统工位后,通过带机械手臂的自动护角装置将纸护角定位放置到各设定位置,护角被检测到位后,缠绕机开始运行,缠绕机的另一机械手臂开始对板垛进行多面缠绕,膜架的升、降和出膜速度变频可调。完成的缠膜板垛包被依次送到自动捆扎系统,捆扎机采用感应传感器确定捆扎位置,同时自动气缸将垫方精准推送到捆扎位置,通过预先设定好打包程序,一一进行多道捆扎打包,穿带、拉紧、焊接全过程一步完成。
自动缠膜打包系统提高了工厂的包装及发货效率,包装扎实稳定、平整美观,能为企业节约大量的劳动力成本及包装材料成本。
2.2 连续压机生产线智能化升级
人造板连续压机生产线基本具备了智能制造纵向集成的第一、二层的现场层和控制层的软硬件条件,是最接近智能生产的林业行业的生产装备。对连续压机生产线进行智能化升级,需要做的工作主要为:
1)选择生产管理系统中与连续压机生产相适应功能模块与已经运行的生产控制系统构接成一个大系统,形成无缝关联;
2)根据选用的生产管理系统相关功能模块的要求,补充嵌入相关的第一、二层的应用软硬件,完善相关检测、执行功能;
3)由于连续压机生产依据工艺菜单执行生产,为确保生产过程的工艺参数不断优化,需在纵向集成的构架系统中架接一个具备分析功能的数据库。该数据库能实现与管理系统和控制系统双向互通,同时具备自学习、分析完善工艺参数的功能。图6是连续压机智能化提升的基本构架流程图[5]。
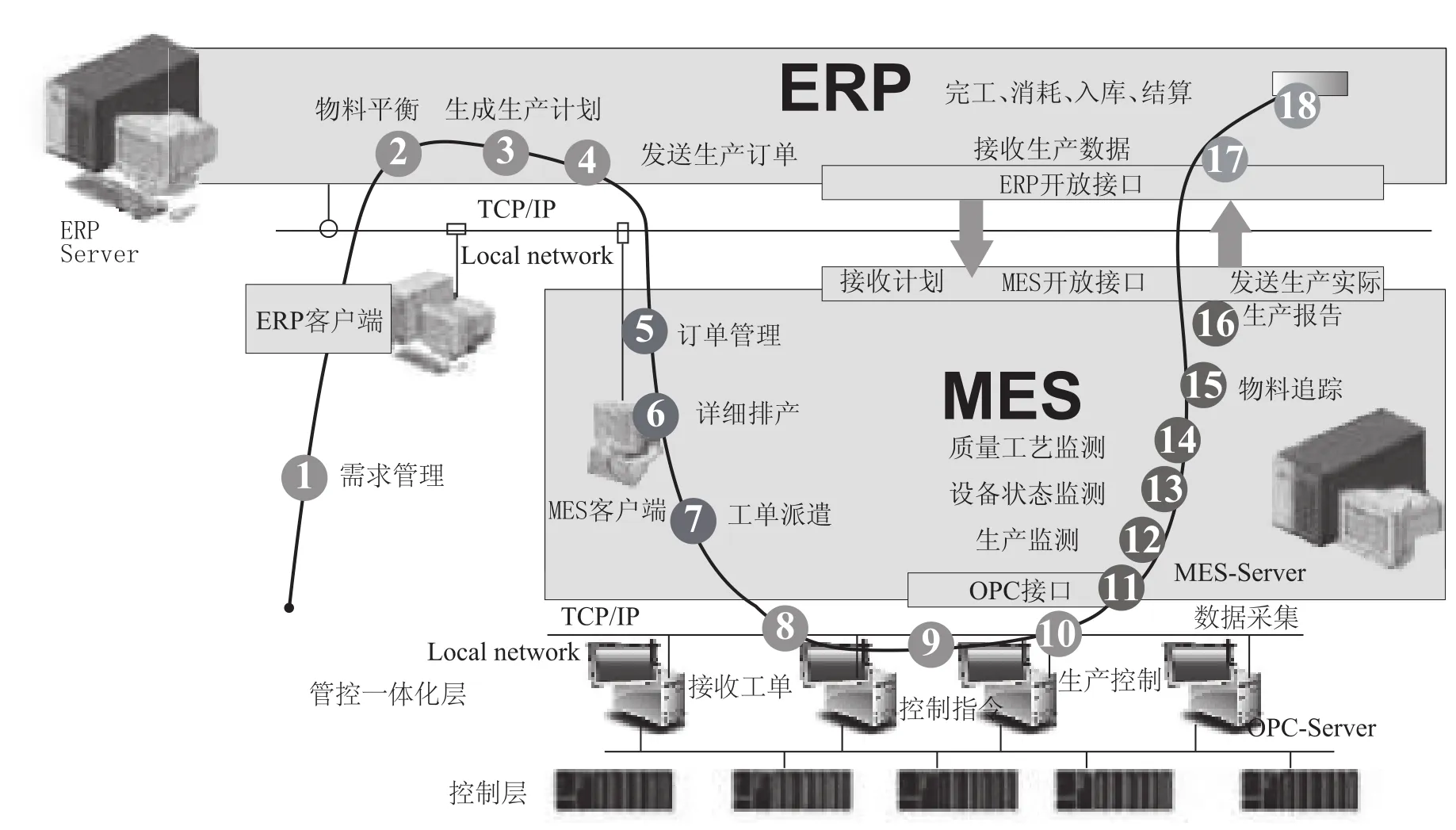
图6 连续压机智能化提升的基本构架流程图Fig.6 The flow chart of basic frame of continuous press intelligent promotion
为了简洁实用,遵循按用户订单组织生产原则,刚运行的构架可先选择ERP(Enterprise Resource Planning,即企业资源计划)和MES(Manufacturing Execution System,即制造执行系统)系统几个基本实用的模块实施;根据连续压机生产特点,是以MES系统为主的管理控制模式,也可暂不构架专门的ERP系统,而是将相关计划管理模块配置到MES系统中,只采用一个扩大功能的MES系统与控制系统关联开展工作。
2.3 板式家具生产定制化开发
板式家具的规模化生产,由于只是在板材幅面大小及打孔位置的二维空间上展开,使数据的运算量大大减少,适合快速推进智能化柔性生产的定制化制造。为此,林业行业的智能生产的第二个突破口是板式家具的定制化制造。
从智能制造纵向集成的角度来看,规模化定制生产,生产计划、销售管理、财务成本等功能应用较多。只针对板面尺寸和打孔位置的生产排产、物料管理、生产监控等功能可以简化。因此,板式家具定制化生产大都是基于ERP系统管理生产过程的模式运行。
关于板式家具打孔位置的作业目前有两种方式在实施:一种是以CNC数控钻床点位编程设定打孔位置尺寸,特点是柔性化功能强大,适用各种幅面制品作业,但全自动定位的设备投资大,控制程序也复杂;另一种是归类制定几种标准幅面范围尺寸规格,采用32 mm模数的倍数的多排钻,选择几档定距的位置尺寸打孔,特点是需根据工厂实际生产家具幅面的状况,归类制定企业板面尺寸类型标准实施生产,其适应范围受到限制,但多排定距钻的投资低,控制程序简单。
2.4 林业智能化产品研制
多功能轮/链式林木联合采育机是我国首次研制具有自主知识产权的集伐木、打枝、造材、归楞等多项采伐作业功能于一体的自行式林业智能化装备,不仅能够自动化地完成伐木、打枝、造材、归堆的任务,同时对于重要的运行数据信息,可依托车载计算机和传感器采集和存储,包括:立地地理环境信息、立木地理信息、立木材积信息、林木产品信息等,不仅能够实现采收过程的立木、木材信息的全面收集,同时也能为人工林的营林植苗抚育全环节提供环境信息、地理信息收集与处理。
整车装备采用车载总线(CAN)控制技术,基于车载计算机和车载嵌入式控制器集中控制和采集车载发动机、液压系统、电气系统和通讯的信息,对电控发动机、电控变量液压泵、电控比例电磁阀的精准控制,实现整机在间歇作业大功率输出和不同地形通过性能达到高效节能。通过机电液集成设计,多功能林木采育机的机械臂和采伐头实现了高度功能结构集成,能够原位抓紧立木并伐倒、造材、打枝并移动归堆。通过测长和测径传感器,精准测量造材参数,实时输出原木采伐信息,同时可以利用车载定位装置精准定位集材点,提高了人工林经营管理水平。
该装备将在智能化技术的应用上进行进一步的拓展:
1)集群协调作业,建立多功能联合采育机与集材机以及辅助车辆的协调集群软硬件系统,以提高多机协同作业能力。
2)通过物联网,实现装备的采伐信息与管理信息的实时通讯和集中式管理。对车辆作业状况和生产效率进行及时掌控,并与无人机、地理信息管理系统协调管理,防止出现安全事故,进一步提高机械作业效率。
3)采用激光、光学图像、超声波等非接触式测量手段,精准测量立木位置、造材材积、扒皮质量和含水率、空心率等质量参数,进一步提高测量的精准度,增加参数的种类。
4)基于传感器、无线通讯和计算机的分布式控制系统技术,实现对立木识别、车辆作业轨迹规划、信息的自动采集与集成分析,开发高级辅助作业的数据库,研发出针对无人化林木作业车辆作业与管理的智能化新技术。
3 结束语
智能制造是在传统制造体系基础上的提升与改进,不是推倒重来。智能制造也不是企业“皇帝的新衣”,它既要为用户创造新价值与新体验,也要为企业自身经济利益与服务能力的提升创造价值。因此,寻求企业智能制造的突破口,要在发挥传统和已有优势的基础上进行补充与提高,并且要因地制宜和量力而行,最终形成新的优势。通过分析企业的基础与现状,规划制定好系统的顶层设计,才能使企业健康稳步踏入智能制造的门槛。
致谢:由衷感谢济南大学王玉增教授、北京林业大学黄青青老师在论文撰写过程中提供相关产品信息。
[1] 孙滢, 马云. 再次提醒制造业:“新制造”的冲击将很快来临[J]. 中国机电工业, 2017(5):9.
[2] 刘丹.智能制造工厂/车间信息系统基本概念[J].中国机电工业,2015(11):42-45.
[3] 智能制造系统解决方案和智能工厂发展趋势[EB/OL]. [2016-07-22].http://mp.weixin.qq.com/s/OF5vo5ih8AyCrwxKCfAbag.
[4] 罗兵. 木片/木头自动量方收货系统[C]. 2016全国纤维板工业发展研讨会, 南宁, 2016.
[5] 智能工厂解决方案全解析[EB/OL]. [2017-04-13].http://mp.weixin.qq.com/s/-tUuy1FwwjyN5K8MTQk2LA.
猜你喜欢
军事文摘(2022年19期)2022-10-18
今日农业(2021年13期)2021-11-26
印刷工业(2020年4期)2020-10-27
中国交通信息化(2017年4期)2017-06-06
国际木业(2016年8期)2017-01-15
现代企业文化(2016年1期)2016-12-23
国际木业(2016年12期)2016-12-21
国际木业(2016年3期)2016-12-01
能源(2015年8期)2015-05-26
有色金属设计(2015年2期)2015-02-28
