中国钼化工行业环保现状及技术应对分析
2017-04-26 06:22:51侯万来
中国钼业 2017年1期
郝 萌,侯万来
(金堆城钼业股份有限公司,陕西 西安 710077)
中国钼化工行业环保现状及技术应对分析
郝 萌,侯万来
(金堆城钼业股份有限公司,陕西 西安 710077)
本文介绍了国内钼化工行业发展及环境污染现状,以金堆城钼业股份有限公司化学分公司(以下简称:化学分公司)为例,对照新发布的《无机化学工业污染物排放标准》进行分析,就含氨废气及含钼废水达标治理技术进行研究,并从钼化工行业清洁生产思路出发,就环境“三废”污染问题提出系统研究及综合治理的建议。
钼化工;环保;压力;分析
0 引 言
钼作为主要的合金元素,在钢铁冶金及石油化工行业应用广泛,按产品类型可分为钼炉料行业、钼化工行业及钼金属行业,其中钼化工行业产品主要应用于石油化工催化剂和钼金属加工原料,占全球钼消费市场的20%~25%,2013年主要产品国内产量分别为钼酸铵54 980 t/a、三氧化钼18 000 t/a、钼酸钠9 850 t/a、二硫化钼1 700 t/a,生产企业主要分布在陕西、河南、浙江、江苏等省份,4省产能和产量约占全国总产能的85%[1]。
1 钼化工行业环保压力
1.1 钼化工行业环境污染现状
钼化工产品生产原料涉及强酸、强碱等多种化学品,生产过程中产生废水、废气、废渣等“三废”污染物,如表1所示,其中最为突出的是氨氮废水污染及含氨废气污染,此外含钼废水污染也较为严重,但国家排放标准中尚无对钼的控制指标,地方标准中仅辽宁省对废水钼排放浓度规定了限值。
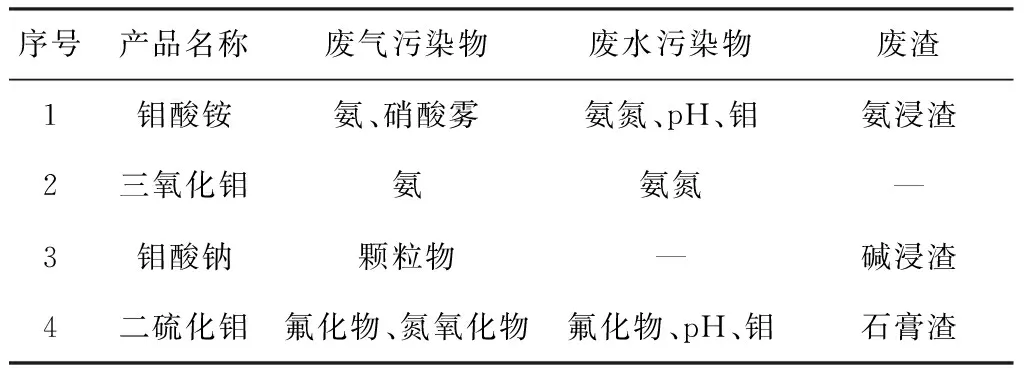
表1 钼化工产品污染物产生情况一览表
1.2 金钼股份化学分公司简介及环境污染治理现状
1.2.1 化学分公司简介
化学分公司位于渭南市高新区,始建于2000年,是国内最大的钼化工产品制造商,也是国内唯一的高纯二硫化钼粉生产企业。
1.2.2 环境污染治理现状
化学分公司现有生产线均设置有“三废”污染治理设施,并积极开展资源综合利用。其中,钼酸铵、三氧化钼生产线含氨废气经过两级软水喷淋吸收后排放,二硫化钼酸性废气经碱液吸收后排放;四钼酸铵酸洗废水交由外部单位采用专利技术生产硝酸铵盐复合肥,二钼酸铵水洗废水联合外部单位加工钼酸铵产品,含氨废气喷淋废水采用气提-耦合工艺回收稀氨水,二硫化钼酸性废水经石灰中和后排放;各类固体废物经鉴定均属一般固体废物,氨浸渣、碱浸渣、污泥联合外部单位加工钼酸铵产品,石膏渣外运填埋处置。
1.2.3 环保压力
经过多年来持续环保投资与技术治理,目前正常工况条件下,化学分公司废水、废气各类污染物经现有设施处理后能够满足现行标准要求,但由于“三废”无组织排放问题未能杜绝,致使总排口废水个别指标不稳定,含氨废气厂界浓度波动,外部环保投诉事件偶有发生。
2 无机化学工业污染物排放标准
2015年4月16日,国家环境保护部发布了《无机化学工业污染物排放标准》(GB31573-2015,以下简称:新《标准》),要求新建钼化工企业自2015年7月1日起,现有钼化工企业自2017年7月1日起执行新《标准》限值要求。
2.1 水污染物指标
在水污染物控制方面,化学分公司废水经预处理后排入市政污水管网,目前执行《污水综合排放标准》(GB8978-1996)三级标准及《黄河流域(陕西段)污水综合排放标准》(DB61/224-2011)二级标准,相关标准限值与新《标准》相应指标对应情况如表2所示。
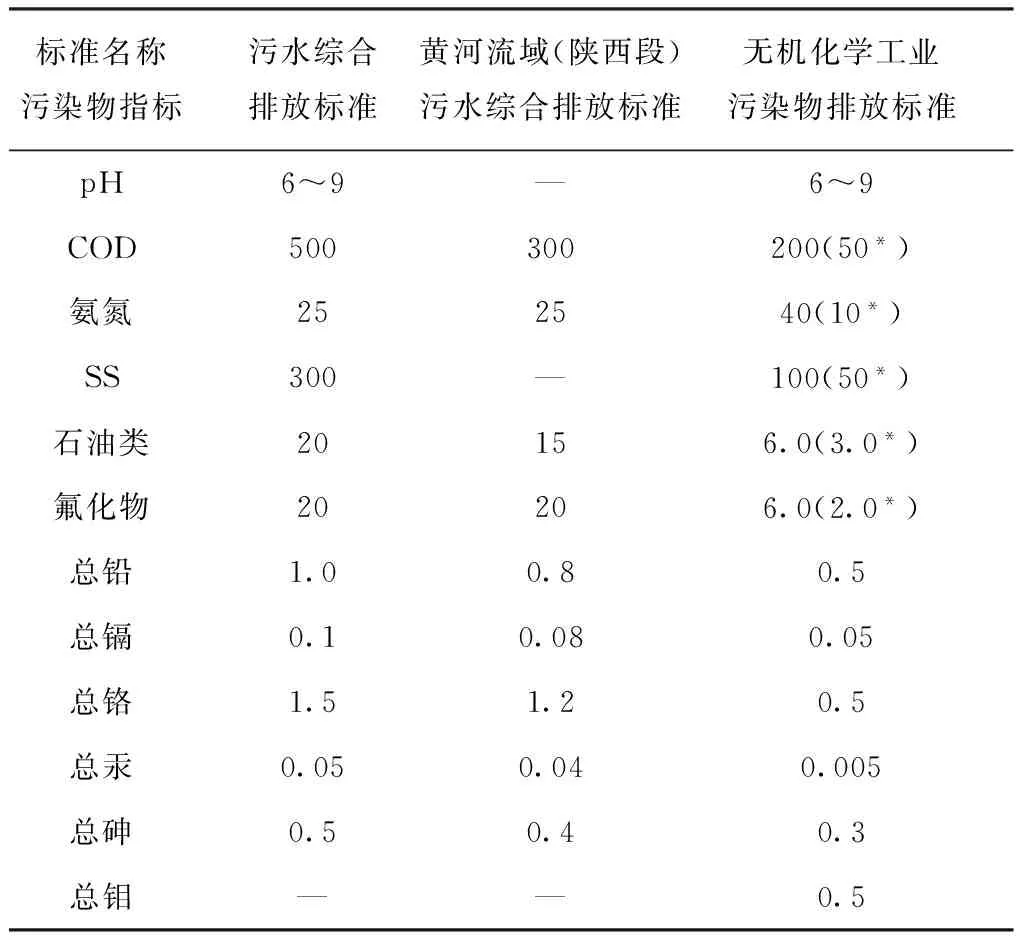
表2 钼化工行业水污染物排放限值对照表
注:单位mg/L,*指环境脆弱地区执行的特别排放限值。
相比于现执行标准,新《标准》中关于废水污染物的排放限值除了pH及氨氮外,其他指标均有较大幅度降低,特别是新增总钼作为污染物控制指标,设置浓度限值与总铅、总铬同样为0.5 mg/L,钼化工企业实现达标排放难度非常大。此外,氟化物浓度限值的大幅度降低对二硫化钼生产企业也产生了较大的环保压力。
2.2 大气污染物指标
在大气污染物控制方面,目前化学分公司废气排放执行《大气污染物综合排放标准》(GB16297-1996)及《恶臭污染物排放标准》(GB14554-93),其中氨气无排放浓度限值,相关标准限值与新《标准》相应指标对应情况如表3所示。

表3 钼化工行业气污染物排放限值对照表 mg/m3
注:*指环境脆弱地区执行的特别排放限值。
相比于现执行标准,新《标准》中关于废气污染物的排放限值均有大幅度降低,特别是新增氨及钼作为污染物控制指标,其排放浓度限值及厂界浓度限值均非常严格,其中氨厂界浓度限值甚至低于人体嗅觉识别阈值,现有钼化工企业要实现废气达标排放也面临非常大的环保压力。
2.3 综合评价
通过以上对比分析,新《标准》执行对钼化工行业影响非常大,特别是新增含氨废气排放浓度限值及含钼废水排放浓度限值,明确了政府环保部门对钼化工企业污染问题的执法标尺,无法达标的企业除接受罚款外还可能面临关停。现有钼化工企业要按期实现达标排放,将废气氨排放浓度由100~2 000 mg/m3降低至20 mg/m3,废水总钼排放浓度由500~2 000 mg/L降低至0.5 mg/L,需要选用高效处理技术,对环保设施进行提标改造。
3 含氨废气达标治理技术
3.1 相关要求
氨有强烈的刺激气味,能灼伤眼睛、呼吸器官的粘膜,人体嗅觉感知阈值为0.1 mg/m3,识别阈值为0.6 mg/m3,吸入过多,能引起肺肿胀,以至死亡。鉴于氨的健康风险,《工作场所有害因素职业接触限值》(GBZ2.1-2007)中规定车间空气中氨的最高容许浓度为20 mg/m3,这同新《标准》中氨排放浓度限值一致。为了控制污染物总量及无组织排放,国家还对氨的排放速率及厂界浓度进行了规定。
3.2 治理技术
目前国内治理含氨废气的主要工艺有吸收法、吸附法、催化法及生物法等。
3.2.1 吸收法
吸收法根据采用的吸收剂不同可分为物理吸收法和化学吸收法,是回收氨最常见的技术。物理吸收法是利用氨易溶于水的特点,以软水或稀氨水吸收含氨废气,进一步蒸馏制取浓氨水回用生产。化学吸收法是利用硫酸、硝酸或酸性废水吸收含氨废气,吸收液浓缩结晶生成铵盐作为化肥生产原料。近些年发展较快的离子液吸收法是利用离子液高效选择性吸收废气中的氨,吸收液在高温蒸汽下解吸再生,生产高纯度的液氨产品[2]。
3.2.2 吸附法
吸附法是用活性炭、沸石等吸附剂对废气中的氨进行吸附处理,吸附剂通过酸洗等方式再生。该方法的缺点是需要对失效的吸附剂进行处理,解吸的含氨废气容易造成二次污染。万政钰[3]利用改性沸石吸附处理含氨废气,经实验改性后沸石吸附性提高7倍以上,经三级吸附后废气中氨去除效率可以达到100%。
3.2.3 催化法
催化法可分为催化分解法和催化氧化法。其中催化分解法指在900~1 200 ℃催化剂作用下,将氨彻底分解为N2和H2;催化氧化法是指在300 ℃催化剂作用下,将氨彻底分解为N2和H2O,两种工艺均可有效脱除氨,同时不产生二次污染。昆明理工大学唐晓龙教授[4]在含氨废气催化去除方面做了大量工作,废气中氨的去除效率可以达到90%以上。
3.2.4 生物法
生物法是指含氨废气通过气液界面进入到吸附在滤料表面的生物膜中,在微生物新陈代谢作用下分解脱氨,对低浓度的含氨废气处理效率可以达到95%以上。杨松波[5]采用堆肥+玉米芯两级生物填料塔过滤净化含氨废气,总去除效率大于97%。
3.2.5 其他方法
国内报道的其他含氨废气治理工艺包括稀释法、掩蔽法、燃烧法等,因其治理工艺特点,均不适用于高浓度的钼化工行业含氨废气治理。
3.3 综合评价
通过文献查阅,对国内现有含氨废气治理工艺进行对照比较,结果见表4。
从以上分析可以看出,催化分解法、催化氧化法、生物法能在去除含氨废气的同时杜绝二次污染问题,适用于低浓度含氨废气处理,催化分解法能耗较高,催化氧化法预处理要求较高,而生物法在生活污水站臭气治理工程中应用较多;吸附法受制于吸附剂再生问题,通常应用于小规模含氨废气治理。吸收法虽然工艺运行成本较高,涉及含氨废水或铵盐处理问题,但其吸收效率高、处理能力适用范围广,因此仍是钼化工行业含氨废气治理的首选工艺。近年来,国内外科研机构在含氨废气吸收剂方面研究较多,由中科院成都有机化学有限公司等研发的离子液吸收-蜂窝状金属丝网催化氧化分解耦合技术[6]含氨废气综合去除效率接近100%,通过了国家科技部的验收,具有良好的经济效益和环境效益。
4 含钼废水达标治理技术
4.1 相关要求
钼是人体及动植物必需的微量元素,在人体内起着传递电子的作用,在植物体内参与氮代谢和光合作用。夏敏等研究表明钼在人体中正常含量约50 mg,日均需求量为0.2 mg,易超等人研究表明人体摄入钼过量会导致痛风症、贫血、腹泻等[7]。世界卫生组织《饮用水水质准则》、国家《生活饮用水卫生标准》(GB5749-2006)和《地表水环境质量标准》(GB3838-2002)中规定水中钼的浓度限值均为0.07 mg/L,《工作场所有害因素职业接触限值》(GBZ2.1-2007)中规定车间空气中可溶性钼最高容许浓度为4 mg/m3,不溶性钼为6 mg/m3。
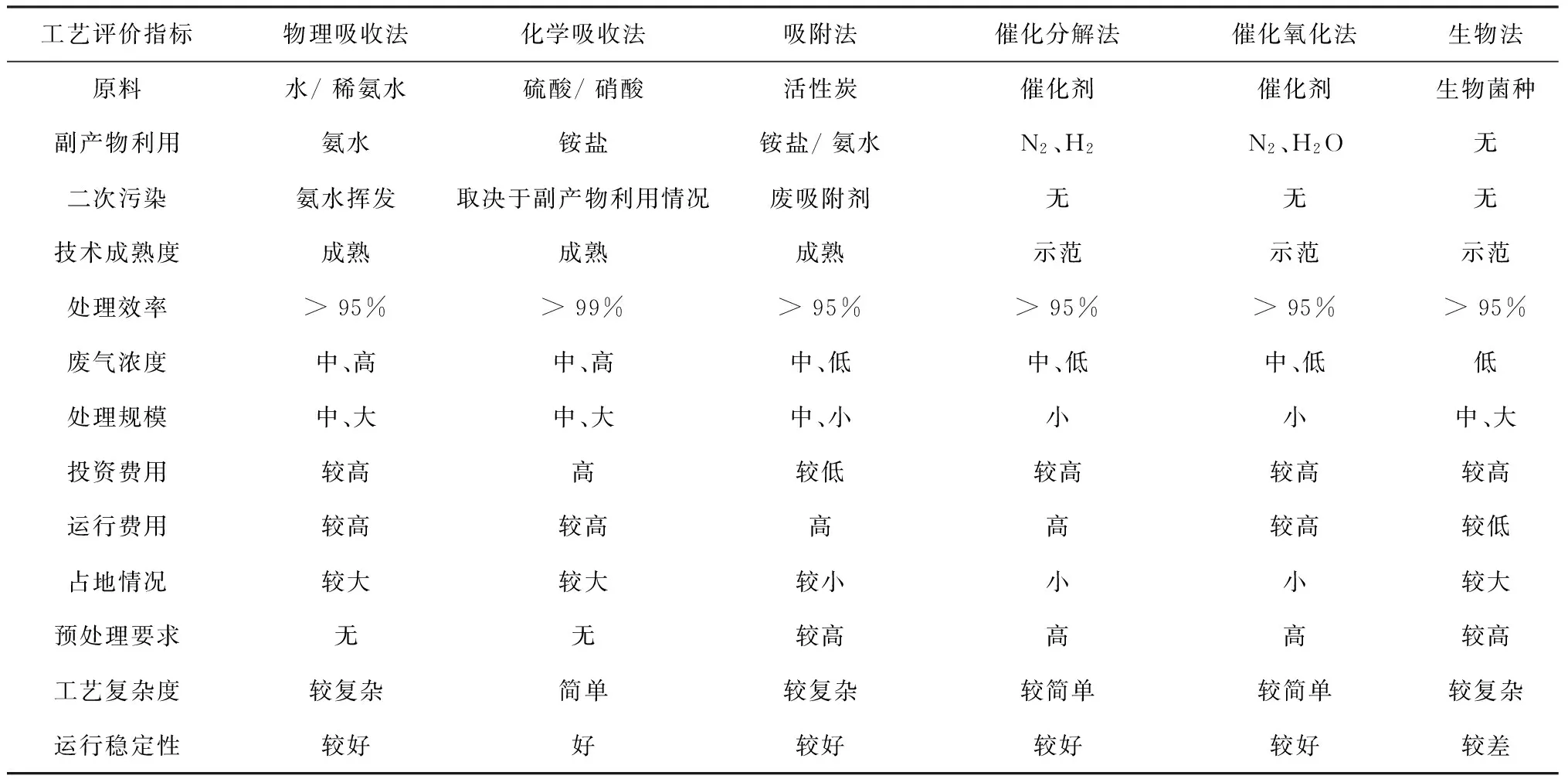
表4 国内现有含氨废气治理工艺比较
4.2 治理技术
目前国内外治理含钼废水的主要工艺有离子交换法、化学沉淀法、吸附法、膜分离法及人工湿地法等。
4.2.1 离子交换法
离子交换法是利用阴离子交换树脂在含钼废水中释放出OH-,吸收MoO42-,吸收平衡的阴离子交换树脂通过碱液或氨水进行再生,解吸MoO42-。刘敏婕等[8]通过DK树脂和AH树脂处理钼酸铵生产废水,可以去除并回收86%~92%的钼和98%的铜。陈敏[9]采用离子交换树脂处理含钼废水,用稀氨水解吸,净化除杂后生产钼酸铵产品。
4.2.2 化学沉淀法
键盘模块采用动态扫描的方式,采用2个独立式键盘,分别用于控制显示环境温度和目标温度。按键S1用于控制显示环境温度,按键S2用于控制显示目标温度。其工作原理为: 单片机通过运行程序不断扫描键盘,检查是否有键按下,当扫描到有键按下时,调用相关程序完成对应的操作。
化学沉淀法根据不同沉淀类型,可分为氢氧化物沉淀法、难溶盐沉淀法和铁氧体法。SCOTT等研究发现,使用0.5 g/L的纳米零价铁(nZVI)在pH 5.7~6.8,处理5 h后钼去除率能达到100%[10]。清华大学林朋飞等[11]通过实验研究,在控制pH 4~4.5条件下,采用铁盐混凝沉淀过滤工艺处理高浓度含钼废水,一级混凝沉淀出水可以达到废水排放标准,二级混凝沉淀串联处理后出水可以达到地表水环境质量标准。
4.2.3 吸附法
吸附法处理含钼废水主要有物理吸附、化学吸附和吸附-絮凝沉淀3种方式。日本公害资源研究所伊势一夫等用No155活性炭对2 g/L、5 g/L含钼母液进行吸附处理,处理后母液中钼残存率分别为30%和5%[12]。
4.2.4 膜分离法
唐丽霞[13]等采用纳滤膜系统处理钼酸铵生产的酸性废水,对钼的截留率高达98%以上,通过纳滤膜的浓缩液中钼含量大大提高,返回钼酸铵生产工艺回用或加石灰生产钼酸钙,在资源回收利用的同时,降低环境污染。
4.2.5 人工湿地法
人工湿地法是通过基质、植物和微生物共同作用去除污染物的方法。LIAN等[14]采用芦苇和香蒲,由腐殖质、煤渣、黄铁矿组成基质对含钼废水处理进行研究,当钼浓度为2 mg/L时,芦苇和香蒲的去除效率分别为62%和87%。
4.3 综合评价
通过文献查阅,对国内现有含钼废水治理工艺进行对照比较,结果见表5。
从以上分析可以看出,离子交换法、吸附法及膜分离法虽然能够实现废水中钼的分离,但其吸收效果受pH、共存阴离子等影响较大,对水质预处理要求高,循环利用率较低。人工湿地法适合处理低浓度含钼废水,对于高浓度的含钼废水,只能配合化学沉淀法作为后续保障措施。化学沉淀法相比具有较好前景,对水质要求较低,可以适应高浓度废水,特别是改性的铁基材料,既具备还原能力,又能与钼酸盐形成共沉淀,是处理含钼废水的一条重要途径。
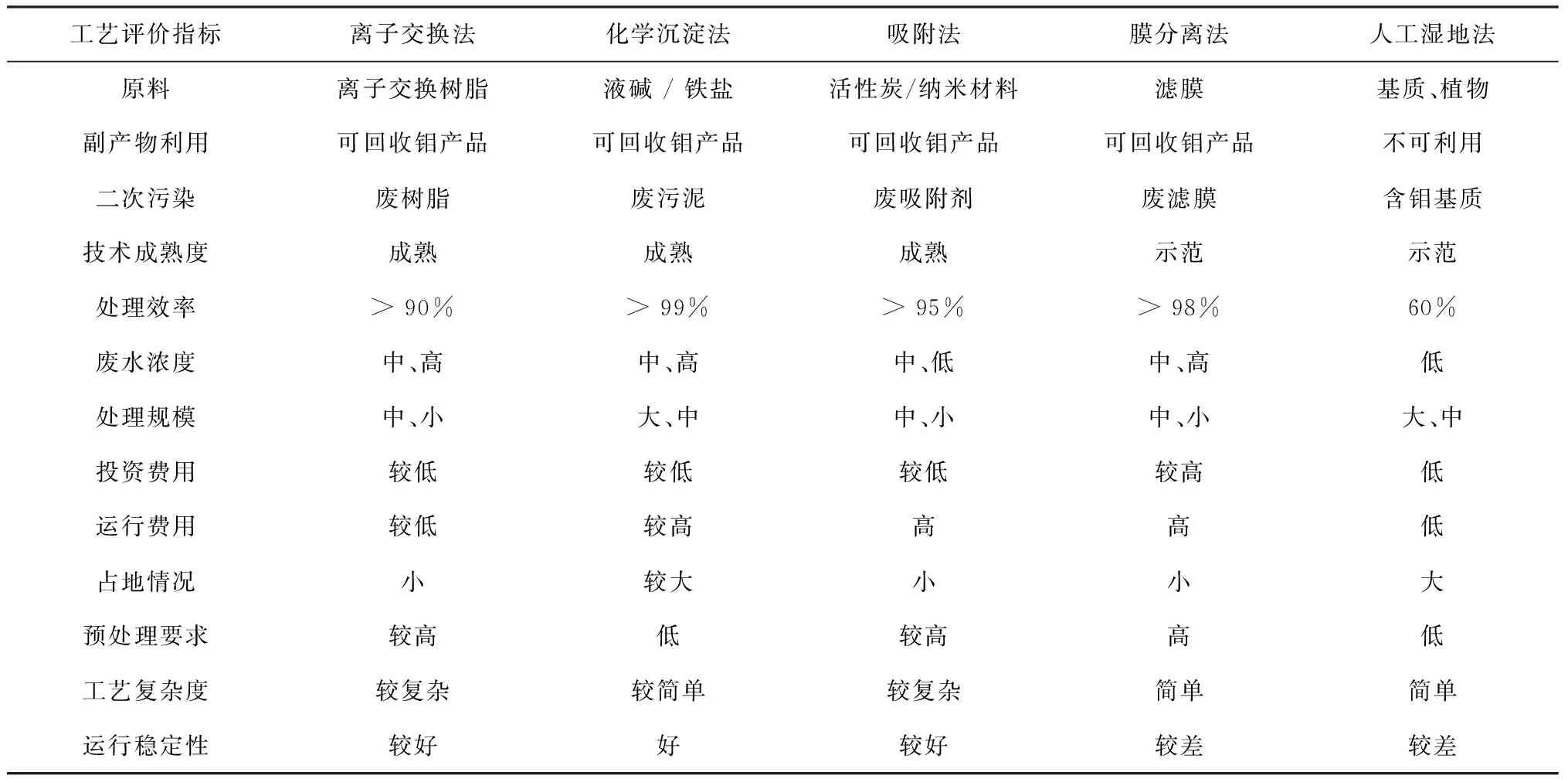
表5 国内现有含钼废水治理工艺比较
5 清洁生产
根据生产钼酸铵反应方程式,生产1 t二钼酸铵产品理论消耗液氨量为0.1 t,实际上大部分钼酸铵生产企业液氨单耗要远高于这个值,过量液氨通过废水或废气流失,在资源浪费的同时,造成环境污染。生产1 t钼酸铵,会产生3~5 t废水,其中含钼1%~5%。此外,在钼化工产品废气吸收、二硫化钼生产等环节也会产生含钼废水,造成钼的流失与污染。钼化工企业为应对环保压力,除从末端环保治理上进行提标改造外,更应重视全流程清洁生产,通过减量化、资源化和无害化途径,实现经济效益、社会效益与环境效益相统一。
5.1 减量化
实现钼化工企业清洁生产,要突出减量化的优先地位。改进生产工艺,降低液氨单耗,提高产品回收率,降低污染物产生量;保证环保设施高效运行,加强资源综合利用,降低污染物排放量;加强现场管理,完善“清污分流、雨污分流”设施,实现工艺废水、生活污水、循环冷却水“分类收集、分质处理”,控制“三废”污染物无组织排放量。
5.2 资源化
实现钼化工企业清洁生产,要加强资源化的核心地位。树立废物—原料—产品一体化循环经济概念,在降低环保压力的同时实现资源综合利用。对废水中钼等有价金属进行回收,加工处理氨浸渣、碱浸渣、中和污泥等含钼废渣,提高钼金属回收率;对含氨废气及氨氮废水通过收集-吸收-气提工艺回收氨水,降低液氨单耗与生产成本。
5.3 无害化
实现钼化工企业清洁生产,要保证无害化的底线地位。钼化工企业治理“三废”污染问题要注重水气联动、系统研究、综合治理,采用酸碱中和、絮凝沉淀、气提冷凝等措施实现废水中pH、氨氮、重金属等污染物达标排放;采用收集过滤、喷淋吸收等措施实现废气中颗粒物、氨、氟化物等污染物排放浓度、速率、厂界浓度“三控”达标;对氨浸渣、碱浸渣、石膏污泥等固体废物开展浸出毒性鉴定,确定污染控制标准及资源利用途径。
5.4 相关研究
王锐等[15]采用离子交换树脂处理含钼废水生产钼酸铵,酸性交换液吸收含氨废气后投加次氯酸钠,将Fe2+氧化成Fe3+混凝沉淀重金属,上清液加碱汽提脱氨,水蒸气冷凝回流,氨气生产回用,综合处理后排放废气中氨浓度小于5 mg/m3,废水中氨氮浓度小于15 mg/L,钼酸铵回收率达到99.7%,废渣中钼含量小于46 mg/kg,通过一套工艺实现钼酸铵“三废”污染物的减量化、资源化和无害化。
2015年8月1日,由江钨控股集团与中南大学合作研发的“钼酸铵清洁生产新技术”通过科技成果鉴定,该技术通过生产系统中全部溶液循环实现工艺废水超低排放,通过溶出渣循环使钼回收率提高到99%以上,与现有技术相比,节省生产辅料近70%。
6 结 论
(1)近年来,我国钼化工行业发展迅速,产能及产量均已居世界前列,但 “三废”污染物排放所引发的区域环境问题也日益凸显。随着国家环保监管力度加强,公众环保意识和环境质量诉求提升,钼化工企业生存发展面临很大的环保压力。
(2) 即将执行的《无机化学工业污染物排放标准》对钼化工行业冲击巨大,现有钼化工企业要将含氨废气及含钼废水排放浓度控制在标准限值内,按期实现达标排放,都将面临环保设施提标改造的任务。
(3) 通过对国内现有含氨废气治理工艺分析,笔者认为吸收法目前仍是钼化工行业含氨废气治理的首选工艺,离子液代表的新型高效吸收剂具有良好的发展前景。
(4) 通过对国内现有含钼废水治理工艺分析,笔者认为化学沉淀法相比具有较好前景,特别是改性的铁基材料是处理含钼废水的前沿技术。
(5) 钼化工企业排放的“三废”污染物中含有大量的有价元素,在末端环保治理设施提标改造的同时,更应重视全流程清洁生产,通过减量化、资源化和无害化途径,实现经济效益、社会效益与环境效益均衡发展。
[1] 郭 敏,王宗爽,赵国华.《无机化学工业污染物排放标准》编制说明[R].中国无机盐工业协会,2014.
[2] 李桂华.离子液体吸收氨气的应用基础研究[D].北京:北京化工大学,2011.
[3] 万政钰.利用改性废石吸附剂处理氨气的研究[D].长春:吉林大学,2009.
[4] 胡景丽.低浓度含氨废气低温选择性催化氧化研究[D].昆明:昆明理工大学,2014.
[5] 杨松波.生物过滤法净化及回收含氨废气研究[D].郑州:郑州大学,2010.
[6] 李梁萌.含氨废气处理技术探讨[J].中氮肥,2015,(3):14-16.
[7] 邱 岭,殷立忠.微量元素钼与人体健康[J].微量元素与健康研究,2008,25(5):64-66.
[8] 刘敏婕,马全智,李 辉.离子交换法综合处理钼酸铵生产废水的研究[J].中国钼业,2006,30(3):27-29.
[9] 陈 敏.用树脂回收钼酸铵生产废液中钼及有价资源的研究及生产实践[J].中国钼业,2008,32(5):11-13.
[10] Scott T B,Popescu I U,Crane R A,et al.Nano-scale metallic iron for the treatment of solutions containing multiple inorganic contaminants[J].Journal of Hazardous Materials,2011,186(1):280-287.
[11] 林朋飞,张晓健,陈 超,等.含钼废水处理及饮用水应急处理技术及工艺[J].清华大学学报(自然科学版),2014,54(5):613-618.
[12] 王晓娟.钼酸铵生产酸性废水处理方法[J].广州化工,2013,41(5):53-54.
[13] 唐丽霞,周新文,唐军利,等.纳滤膜处理含钼酸性废水的试验研究[J].中国钼业,2009,33(3):27-29.
[14] Lian J J,X S G,Zhang Y M,et al. Molybdenum(Ⅵ)removal by using constructed wetlands with different filter media and plants[J].Water Science & Technology,2013,67(8):1859.
[15] 王 锐,张建洲,刘彩霞.钼酸铵的清洁生产工艺[J].化工环保,2011,31(3):265-268.
ENVIRONMENTAL PROTECTION PRESSURE AND TECHNICAL COUNTERMEASURES IN MOLYBDENUM CHEMICAL INDUSTRY IN CHINA
HAO Meng,HOU Wan-lai
(Jinduicheng Molybdenum Co.,Ltd., Xi,an710077,Shaanxi China)
The present situation of development and environmental pollution of molybdenum chemical industry in China were introduced. Taking Chemical Corporation of Jinduicheng Molybdenum Co., Ltd. (hereinafter referred to as: Chemical Corporation)for example, contrasting the Industrial Pollutants Emission Standards of Inorganic Chemistry of newly released for analysis, ammonia emissions and molybdenum-containing wastewater compliance management technology were researched, and starting from molybdenum chemical industry cleaner production ideas, comprehensive treatment recommendations were put forward on the problem of environmental waste pollution.
molybdenum chemical industry;environmental protection;pressure;analysis
2016-09-25;
2016-10-08
郝 萌(1987—),男,硕士,从事环保管理及技术研究工作。E-mail:haomengcsu@163.com
10.13384/j.cnki.cmi.1006-2602.2017.01.006
X756
A
1006-2602(2017)01-0022-06
猜你喜欢
云南化工(2021年10期)2021-12-21 07:33:22
化工管理(2020年7期)2020-04-03 11:27:04
电镀与环保(2018年4期)2018-08-20 03:08:10
石油化工建设(2018年2期)2018-07-11 01:24:58
环境保护与循环经济(2017年8期)2017-03-22 01:29:08
工业设计(2016年4期)2016-05-04 04:00:29
工程建设与设计(2016年1期)2016-02-27 10:50:23
中国塑料(2015年8期)2015-10-14 01:10:43
中国质量与标准导报(2014年1期)2014-02-28 22:21:11
化工生产与技术(2014年4期)2014-02-27 13:41:56