两种不同织机上正交角联锁织物的织造*
2017-04-24 02:31龚小舟刘俊龙
产业用纺织品 2017年2期
胡 雨 张 玥 龚小舟 刘俊龙 孙 绯
1. 武汉纺织大学纺织科学与工程学院,湖北 武汉 430073;2. 湖北菲利华石英玻璃股份有限公司,湖北 荆州 434000
两种不同织机上正交角联锁织物的织造*
胡 雨1张 玥1龚小舟1刘俊龙2孙 绯2
1. 武汉纺织大学纺织科学与工程学院,湖北 武汉 430073;2. 湖北菲利华石英玻璃股份有限公司,湖北 荆州 434000
分别采用传统织机和多综眼织机,织造6层正交角联锁织物,比较织物的织造参数、整体结构,分析两种织机生产三维机织物的适应性。结果表明,采用多综眼织机织造结构复杂、厚度大的三维机织物时,克服了采用传统织机织造时其织物保型性差、生产工艺复杂、织造速度慢的缺点,同时发现综眼间距是多综眼织机的关键参数。
传统织机,多综眼织机,正交角联锁织物
三维机织物作为纺织复合材料的预制件,它的立体形状可设计性好、空间结构多样化、整体性能稳定,已成为高性能纺织复合材料制造技术新的发展方向。
传统织机(特指综丝为单综眼结构的织机)可以完成多种厚度一般的三维机织物的织造,叶飞[1]采用普通织机织造了六边形、三角形、工字形3种不同结构的三维整体空芯机织物。利用多综眼织机织造三维机织物的研究也逐渐增多,柳宝琴[2]织造了正交角联锁织物,郭军[3]制备了纵横双向变厚度三维机织物。但是,系统对比这两种织机的织造性能的研究目前尚属空白。使用这两种织机织造三维机织物,因织造工艺不同,所形成的织物结构有较明显的差异,而三维机织物的整体结构性能会直接影响后续复合加工的质量[4],所以分析不同织机生产的三维机织物的性状、探究更加优良的织造技术,具有重要意义。
1 织造原理
1.1 三维机织物成型
三维机织物主要由正交、角联锁和三向(或多向)这3种结构最简单的组织衍生变化或组合而成。三维机织物的稳定性来源于纤维间摩擦力和接结纱的固结作用[5]。
正交组织由3组呈正交状态的纱线构成。3组 纱线分别按笛卡尔坐标系排列为X向(即经纱构成的长度方向)、Y向(即纬纱构成的宽度方向)和Z向(即垂纱构成的厚度方向)。正交组织中的三向纱线均呈直线状态分布,承载性能优良[6]。
角联锁组织由接结经(纬)纱、纬(经)纱、衬经(即填充经纱)或衬纬(即填充纬纱)构成,其中接结纱兼具角联锁组织厚度方向的配置和结构稳定性两种功能。角联锁组织的交织规律复杂、结构形式多样[7-9]。
三向交织组织的X向纱线(即经纱)和Y向纱线(即纬纱)相互垂直,Z向纱线同时与X向、Y向纱线交织。三向交织组织的纱线在3个方向交织,因此织物结构稳定、可加工性能优良。如果额外加入第四方向的纱线与Z向纱线交织,则可以形成更多方向的纱线相交织的织物[10]。
1.2 传统织机织造
目前,传统织机的适用范围最广泛,设备不需要更新即可进行部分三维机织物的织造,它主要由开口、引纬、打纬、送经、卷取这5大机构按照工作顺序相互协调完成织物织造。传统织机的小样机织造流程:
第1步,穿结经。首先,将均匀卷绕在织轴上的经纱绕过后梁,从综框的综丝眼中按顺序穿过;然后,将每页综框的综丝眼上的经纱穿入钢筘对应的筘齿内;最后,将经纱固定在卷取辊上。
第2步,输入上机参数。将设计好的纹板图信息输入织机的控制系统内。第3步,织造。根据织造工艺的设定,综框的提升和下降使经纱在钢筘和卷取辊之间形成梭口(即开口),引纬器将纬纱引入梭口(即引纬),钢筘将纬纱推进织口(即打纬);综框再次运动,促使经纬纱交织,如此循环便形成织物;织轴转动保证经纱补给量(即送经),卷取辊传动将织造形成的织物引离织口(即卷取)[11]。
1.3 多综眼织机织造
多综眼织机结构如图1所示。与传统织机比较,多综眼织机的综丝上有N(N≥2)个综眼,每根综丝上经纱穿入后在竖直方向以等距排列,受综丝长度和提综高度的影响,钢筘的高度高于传统织机。多综眼织机织造时,综框运动一次能形成多个梭口,可同时引入多根纬纱,织造效率提高,而且钢筘能将同时引入的多根纬纱一起推入织口,因此每根纬纱的受力一致,保证了其在织物中处于同一竖直截面内,有利于织物结构规整[12-14]。

图1 多综眼织机结构示意
2 织造参数设计
组织循环经纱数Rj=8、组织循环纬纱数Rw=10、经纱层数为6的正交角联锁织物截面如图2(a)所示,把图中交织规律相同的经纱分类,按顺序将第1种交织规律的经纱标注为1~4、第2种交织规律的经纱标注为5~8,A~E表示同一竖直截面内的第1组纬纱、a~e表示同一竖直截面内的第2组纬纱,8根经纱、10根纬纱构成1个组织循环。根据图2(a)可以画出组织图,如图2(b)所示。
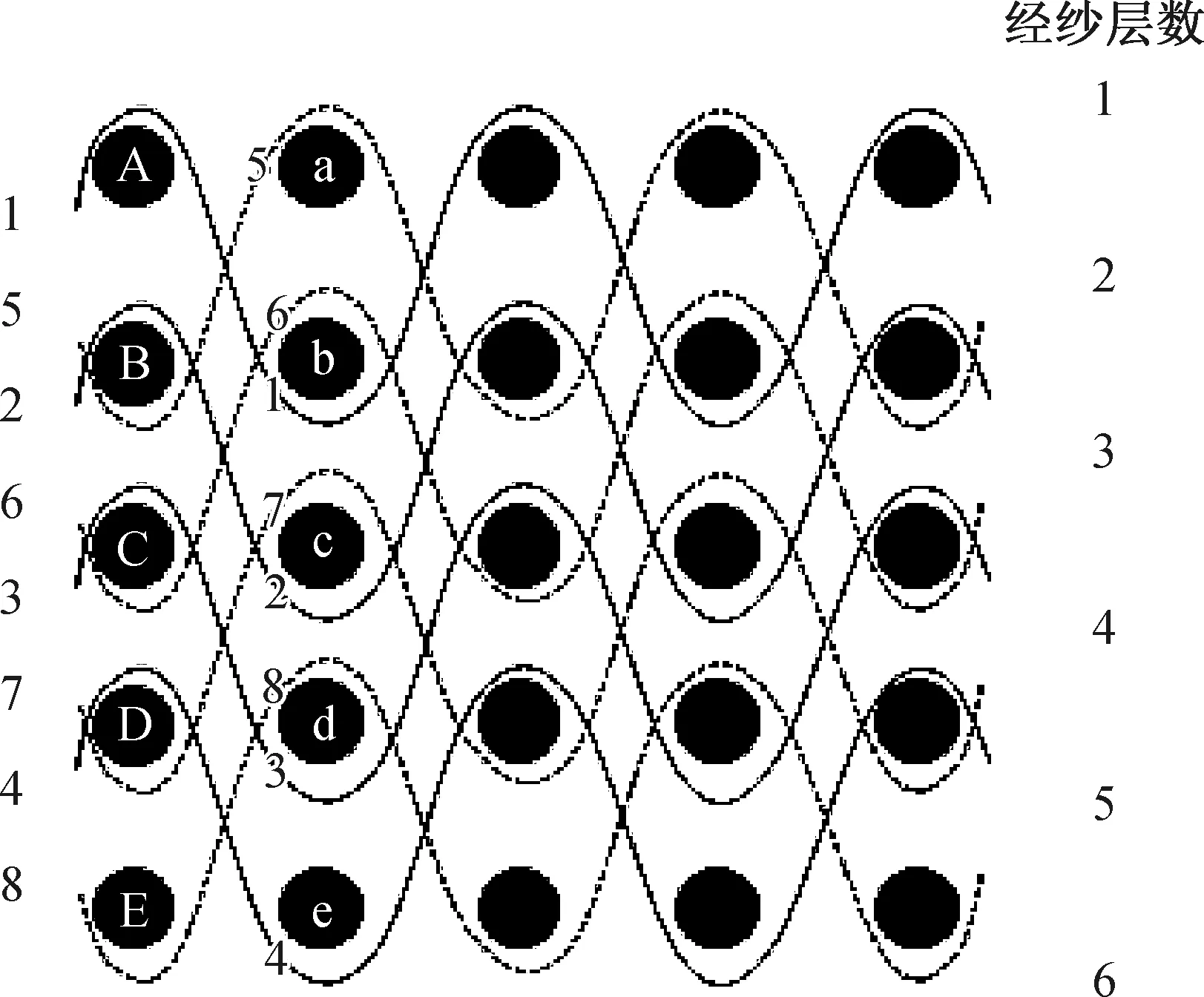
(a) 截面图
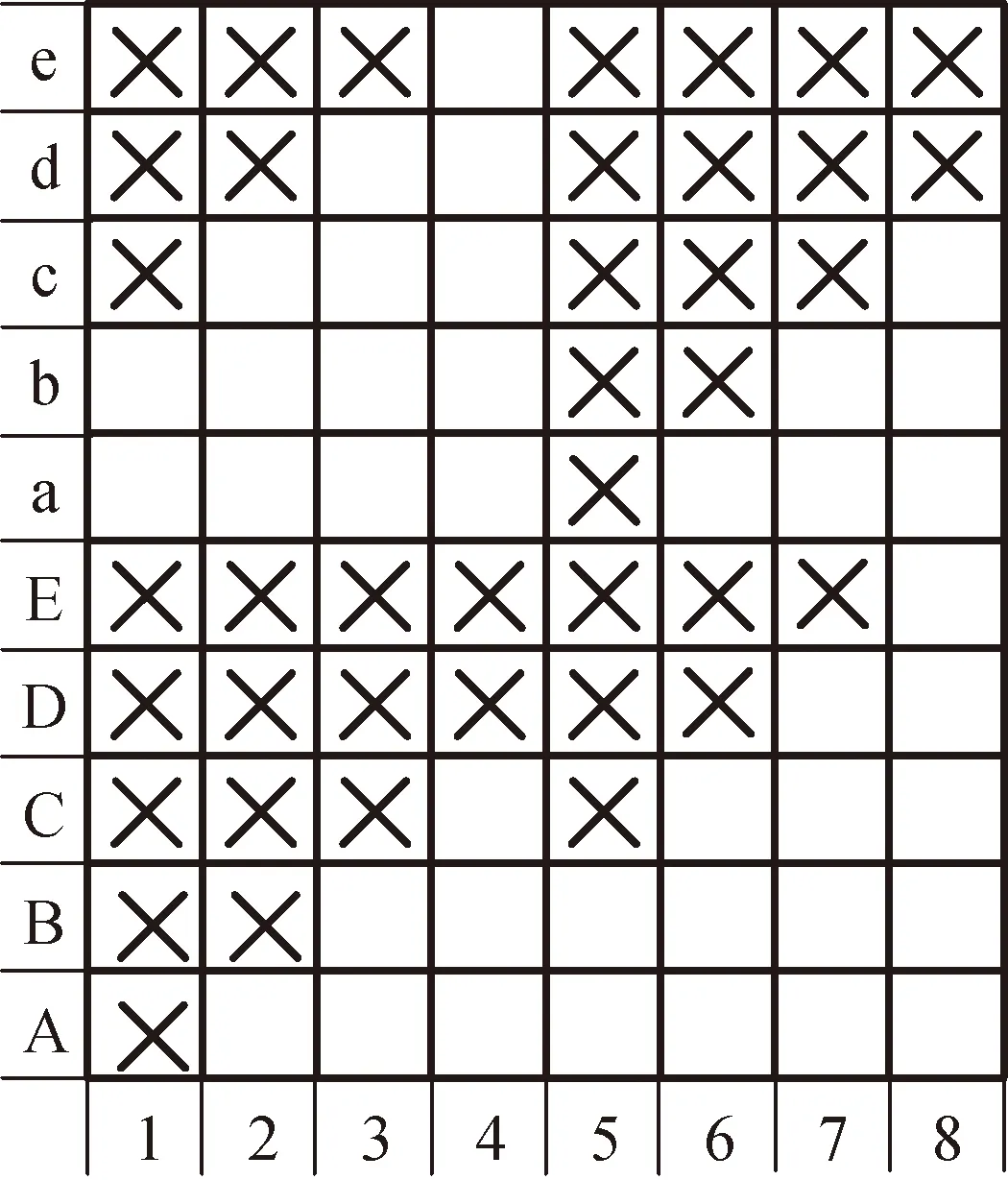
(b) 组织图
2.1 传统织机织造
在传统织机上织造正交角联锁织物,需使用8页综框,每页综框上50根综丝,总经根数400。穿综采用顺穿法[图3(a)],先将图2(a)中1~8即第1组的8根经纱按从前向后的顺序穿入每页综框的第1根综丝,然后将第2组的8根经纱穿入每页综框的第2根综丝,如此反复,直到每页综框穿满50根经纱。穿筘时,每页综框的第1根综丝上的经纱共8根穿入钢筘水平方向对应的第1个筘隙,每页综框的第2根综丝上的经纱共8根穿入钢筘的第2个筘隙,如此反复,依次穿满钢筘的50个筘隙。因穿综采用顺穿法,所以纹板图[图3(b)]和组织图[图2(b)]相同。图3(b)中,“1”表示综框提升1次,空白表示综框处于综平位置。
(a) 穿综图
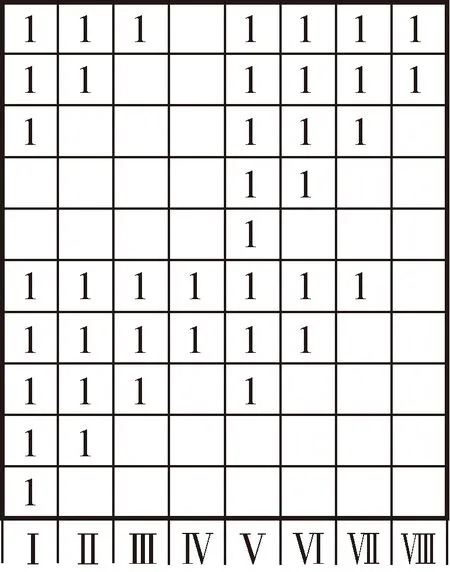
(b) 纹板图
2.2 多综眼织机织造
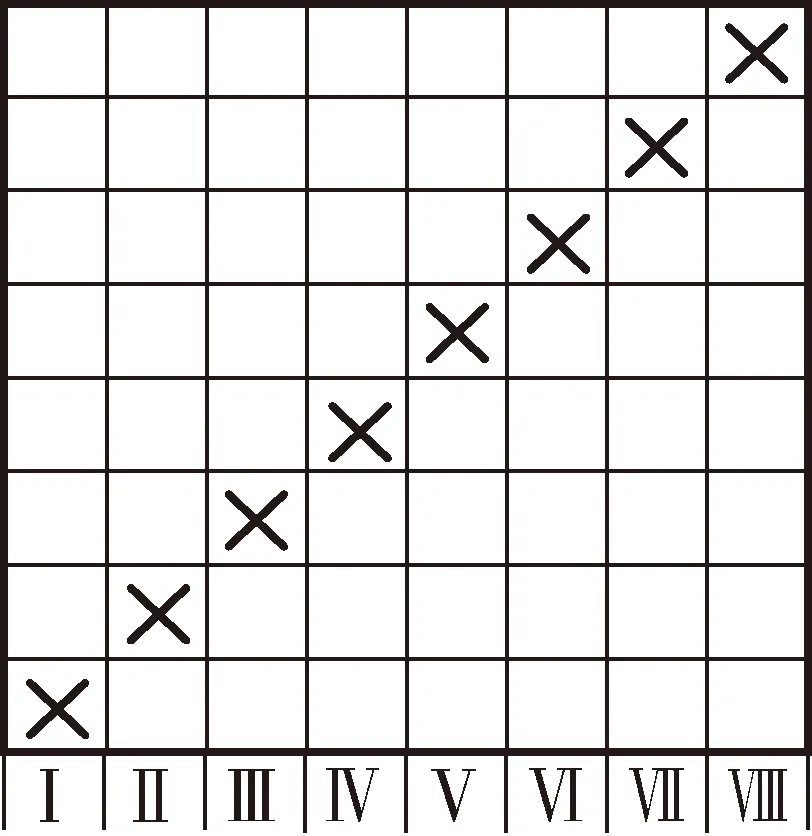
采用多综眼织机织造时,一般将交织规律相同的经纱穿入同一页综框,也可穿入不同页综框,但交织规律不同的经纱一定不能穿入同一页综框。本试验使用2页综框,每页综框上4综眼综丝50根,总经根数400。在多综眼织机上,经纱的穿入不仅要考虑水平方向还要考虑竖直方向的顺序,穿综需遵循从织机前(第1页综框)到机后(最后一页综框)、从综丝的最下面的综眼到最上面的综眼两条原则。先由第1页综框的第1根综丝的最下面的综眼从下往上依次穿入第1~4根经纱,然后在第2页综框的第1根综丝上从下往上依次穿入第5~8根经纱。穿综图[图4(a)] 中,“↑”表示竖直方向的穿入顺序为从下到上,水平方向的穿入顺序为从综框 Ⅰ 到综框 Ⅱ 。穿综效果如图4(b)所示,经纱在多综眼综丝上等距排列。
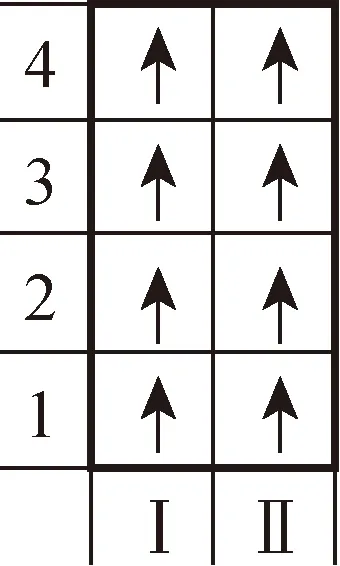
(a) 穿综图

(b) 穿综效果示意
(c) 提综规律示意
(d) 引纬图
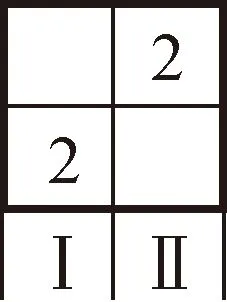
由于交织规律相同的经纱穿入同一根综丝,所以织造时综框的运动规律相对简化,可以根据正交角联锁织物截面图[图2(a)]寻找最小循环内经纱的浮沉规律,画出提综示意图[图4(c)],它具备表征综框是否提升和提综高度双重作用,空白表示综框处于综平位置,数字(如2)表示综框相对于综平位置的上升高度。
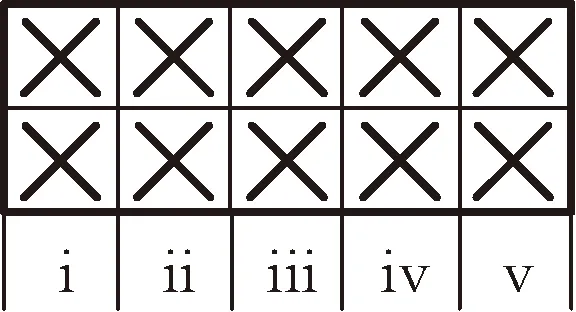
本试验中,综框Ⅰ提升2个综丝眼间距的高度时,经纱间形成5个梭口,根据织物结构,可以引入5根纬纱;综框Ⅱ运动时,同样在5个梭口内引入5根纬纱。因为多综眼织机的引纬装置由多根剑杆组成,每一次引纬的剑杆数量和位置需预先设计,所以利用引纬图[图4(d)]加以准确阐述,“i”~“v”表示从下到上5根在竖直方向等距排列的引纬剑杆序号,“”表示对应剑杆引入1根纬纱。
3 织造试验
3.1 试验设备及材料
试验设备:SGA598型半自动打样机(传统织机);SGA598型半自动剑杆织样机(多综眼织机)。
试验材料:50 tex涤棉纱。
3.2 织造参数
织造参数见表1、表2。

表1 传统织机织造参数

表2 多综眼织机织造参数
3.3 织造流程
3.3.1 准备阶段
2种织机的织造顺序:准备经纱→穿综→穿筘→梳理经纱→准备纬纱→输入上机参数→织造。
首先按照织造参数设计将经纱准确地穿入相应的综丝和钢筘筘隙,然后把综丝排列均匀以便于梳理经纱,最后将经纱前端固定在卷取辊上。试验采用手动引纬的方式,将纬纱卷绕在引纬器中准备引纬。按照设定的组织图和提综规律示意图,将织造参数输入织机的控制系统。
旅游翻译是一种交际行为,作为一种语际间“明示—推理”的阐释活动,本质上是译者在中文认知语境与英文认知语境之间寻求最佳关联性的过程。[3]无论是中国游客还是外国游客,在旅游地获取不同旅游信息的同时,都期望获得愉悦的美的感受。旅游外宣的翻译除了要降低游客的阅读成本,也要抓住他们的猎奇心理,唤起美感的共鸣。
3.3.2 织造阶段
普通织机织造时,每次提综,经纱相互交错,形成1个梭口,由引纬器引入1根纬纱,钢筘运动将纬纱推入织口;综框再次提升,将前一根纬纱固定,同时又形成1个梭口,再引入1根纬纱.;如此循环,每引入5根纬纱,卷取辊带动织物向前运动1根纬纱直径的距离。综框运动10次,引入10根纬纱,1个组织循环完成。
多综眼织机织造时,每次提综,综框上升2个综眼间距的高度,形成5个梭口,手动连续引入5根纬纱,钢筘运动将5根纬纱以相同角度、相同力度同时推入织口,卷取辊带动织物向前运动1根纬纱直径的距离;综框再次提升,将5根纬纱固定,同时又形成5个梭口,再引入5根纬纱,1个组织循环完成。
4 结果与分析
4.1 结果
试验成功织出2块6层正交角联锁织物样品,其尺寸为40 cm×25 cm。图5中,(a)所示为传统织机织出的样品,(b)所示为多综眼织机织出的样品。使用织物厚度仪测得样品(a)的平均厚度为5.47 mm, 样品(b)的平均厚度为5.94 mm。

(a) 传统织机织造样品

(b) 多综眼织机织造样品
4.2 分析
4.2.1经纱张力控制
采用普通织机织造厚度较大的三维机织物,需使用的综框数越多,经纱在综框之间排列紧密,综框运动时,经纱与经纱、经纱与综丝之间的摩擦作用大,造成经纱表面损伤严重。这导致纱线张力不均匀,进而影响织物的成型性。所以,采用传统织机织造三维机织物时对经纱张力的控制要求较高。通过对经纱做预处理的方式来提高其力学性能和减少毛羽,有利于试验顺利进行。
采用多综眼织机,由于其综眼数多,梳理经纱时按综眼间距将经纱分层排列,因为每一层经纱的排列位置和角度不同,每一层经纱的消耗量和补给量也不同,因此每一层经纱的张力需用重力挂钩分别控制。另外,多综眼织机织造所需的综框数较少,同一水平面内的经纱密度降低,经纱间相互磨损、钩挂的可能性减小,经纱张力控制的准确度明显提高。
由于三维机织物的厚度较大,需要的经纱数很多,如果使用筒子架送经,虽然可以保证每一根经纱张力得到精准控制,但是对生产空间的需求非常大,而且牵引距离过长导致对经纱的强力要求很严格,所以对经纱张力进行分层控制是比较合理的方式。
4.2.2 钢筘尺寸
在传统织机上,综平时经纱处于同一平面内,穿过钢筘时8根经纱拥堵在1个筘隙中,提综时经纱之间相互黏结、摩擦[图6(a)],在钢筘的筘隙宽度无法扩展时,经纱与经纱、经纱与钢筘之间的磨损概率大,使得纱线表面出现大量损伤和毛羽,其物理性能下降严重。
多综眼织机利用多个综眼将经纱在钢筘中分层排列[图6(b)],经纱与经纱、经纱与钢筘之间的磨损概率明显减小。多综眼织机由于综眼间距大、综丝较长,织造时在竖直方向要求经纱不与钢筘的上下端发生碰撞,所以综框高度大于传统织机。

(a) 传统织机

(b) 多综眼织机
4.2.3 提综高度
传统织机一般只有1个提综高度,其在一定程度上决定着梭口尺寸。提综高度适当,有利于开口清晰。在传统织机上,只需要根据1个开口的清晰度来控制提综高度和经纱张力,操作简单、易行。但是,传统织机的综框提升形式单一,这限制了其在结构复杂的三维机织物的织造中的应用。

但是,多综眼织机的提综高度过高、动态张力补偿过大会带来负面影响,经纱的拉伸幅度大,要求其断裂强度较高。综框运动时,经纱长度补偿过长,经纱与综眼之间的摩擦长度增加,对纱线的磨损严重。因此,综眼须精密加工,做到孔径适合、内环光滑。
4.2.4 纬纱排列
传统织机上,单根纬纱逐次引入,在完成同一组的5根纬纱的打纬过程中,从上至下,每根纬纱受到钢筘推动力的次数分别为5、4、3、2、1。因为受力不均匀,每组纬纱在竖直方向的层层排列会存在偏移,导致整体结构发生不利变化,这降低了最终织物在竖直方向的承载力。
多综眼织机能够在一次开口时形成S(S≥2)个梭口,同一组的S根纬纱同时引入梭口,钢筘将S根 纬纱同时推入织口,每根纬纱的受力和方向都相同,所以能保证同一竖直截面内的纬纱层列整齐。测试结果表明多综眼织机织造的织物厚度大于传统织机织造的织物厚度,而且采用多综眼织机织造时,纬纱排列更规整,织物的保型性更好。
4.2.5 引纬控制
多综眼织机一般采用多剑杆的形式自动引纬,剑杆长度根据织造幅宽决定,剑杆间距应确保每根剑杆能够在梭口的正中央位置顺利引入纬纱,而2个 相邻梭口的间距等于综眼间距,所以剑杆间距也由综眼间距控制。
当织造异形截面三维织物时,剑杆的引纬动程要具备差异性,对剑杆引纬的高精度控制难度大。为了使纬纱在剑杆回程时依然具有合适张力,可在织机上加装纬纱重锤以控制纬纱张力。
5 结语
分别利用传统织机和多综眼织机织造正交角联锁织物,分析织前设计、织造过程及织物的相关参数,总结织造时2种织机各机构的优点与不足,从而为探索效能更高的多综眼织机提供参考。在传统织机和多综眼织机上都能顺利织造正交角联锁织物,但在织造过程中后者的优势较为明显:
(1) 传统织机的普及率更广,初始生产成本低;多综眼织机在三维机织物织造过程中,对织物三维结构保型性优良、工艺控制便捷、生产效率高。
(2) 综眼间距是多综眼织机的关键织造参数,它决定着提综高度、梭口尺寸、剑杆间距。
(3) 多综眼织机的引纬机构优化会给多综眼织机的进一步改进提供契机。
[1] 叶飞. 三维整体空芯机织物结构及其复合材料刚性的研究[D]. 杭州: 浙江理工大学, 2012.
[2] 柳宝琴. 基于多剑杆织机的三维织物织造工艺研究[D]. 上海: 东华大学, 2014.
[3] 郭军. 纵横双向变厚度三维机织物的研制[D]. 上海: 东华大学, 2016.
[4] DASH B P, BEHERA B K. A study on structure property relationship of 3D woven composites[J]. Materials Today: Proceedings, 2015, 2(4-5): 2991-3007.
[5] 郭兴峰. 三维机织物[M]. 北京: 中国纺织出版社, 2015: 14-36.
[6] 燕春云, 郭兴峰. 基于UG二次开发的三维正交机织物模型构建[J]. 玻璃钢/复合材料,2014(5): 20-24.
[7] 聂建斌,卢士艳.角联锁织物的组织设计[J].纺织学报,2006, 27(3): 90-91.
[8] 顾平.多重纬角联锁三维机织物结构设计[J].上海纺织科技,2002, 30(4): 24-26.
[9] LUYCKER E D, MORESTIN F, BOISSE P, et al. Simulation of 3D interlock composite preforming[J]. Composite Structures, 2009, 88(4): 615-623.
[10] BILISIK K. Multiax is three-dimensional weaving for composites: A review[J]. Textile Research Journal, 2012, 82(7): 725-743.
[11] 王梅珍, 丁辛. 传统织机上纤维增强复合材料三维预型件的织造[J]. 产业用纺织品, 2000, 18(4): 25-2 8.
[12] 薛进, 李毓陵, 陈旭炜, 等. 多眼综织造的纹板图设计[J]. 产业用纺织品, 2013, 31(12): 9-12.
[13] CHIU C H, CHENG C C. Weaving method of 3D woven preforms for advanced composite materials[J]. Textile Research Journal, 2003, 73(1): 37-41.
[14] TANG Z X, POSTLE R. Mechanics of three-dimensional braided structures for composite materials-Part Ⅰ: Fabric structure and fibre volume fraction[J]. Composite Structures, 2000, 49(4): 451-459.
The weaving of orthogonal angle-interlock fabric on two different looms
HuYu1,ZhangYue1,GongXiaozhou1,LiuJunlong2,SunFei2
1. School of Textile Science and Engineering, Wuhan Textile University, Wuhan 430073, China;2. Hubei Feilihua Quartz Glass Co., Ltd., Jingzhou 434000, China
The traditional loom and the multi-eyelet loom were respectively adopted to weave six-layer orthogonal angle-interlock fabric, the weaving parameters and the overall structure of the fabrics were compared, and the adaptation of two looms in producing 3D woven fabric was analyzed. The results showed that when the multi-eyelet loom was used to weave 3D woven fabric with complicated structure and large thickness, the shortcomings such as bad shape retention of fabric, complex production process and low weaving speed in the traditional loom were overcomed. Meanwhile, it was found out that the space between adjacent heddles was the key parameter of the multi-eyelet loom.
traditional loom, multi-eyelet loom, orthogonal angle-interlock fabric
*教育部留学回国人员科研启动基金(教外司留[2013]693号);玻璃纤维三维纺织装备研究与开发(152056);国家自然科学青年基金项目(51502209)
2016-09-28
胡雨,男,1991年生,在读硕士研究生,研究方向为多梭口织造技术
龚小舟,E-mail:xiaozhou.gong@qq.com
TS515
A
1004-7093(2017)02-0027-06
猜你喜欢
棉纺织技术(2022年3期)2022-11-21
晚晴(2022年2期)2022-06-01
纺织器材(2021年2期)2021-05-21
国际纺织导报(2019年5期)2019-11-14
棉纺织技术(2019年9期)2019-09-11
国际纺织导报(2019年2期)2019-05-30
国际木业(2018年3期)2018-09-10
科学与技术(2018年22期)2018-06-17
现代工业经济和信息化(2016年12期)2016-05-17
化纤与纺织技术(2015年1期)2015-12-26