
摩托车空气滤清器模具的设计与分析
2017-04-20 23:00钱志芳
科技创新导报 2016年35期
关键词:模具设计
钱志芳


摘 要:摩托车空气滤清器是摩托车发动机进气系统的重要附件,其功能主要是滤去空气中的杂质,以减少发动机缸内运动部件的磨损,还可防止灰尘等杂质堵塞化油器孔道。根据摩托车空气滤清器的技术要求及结构特点,对其注射模具的浇注系统、分型面进行了设计,并在实践应用中验证了模具设计的正确性。对同类塑件和结构的模具设计具有一定的指导意义。
关键词:空气滤清器 模具设计 浇注系统 分型面
中图分类号:TP391 文献标识码:A 文章编号:1674-098X(2016)12(b)-0076-03
Abstract:Motorcycle air filter is an important accessory of the motorcycle engine intake system, its function is to filter out impurities in the air in order to reduce the engine cylinder moving parts wear, but also to prevent dust and other impurities blocked carburetor channel. According to the technical requirements and structural characteristics of the motorcycle air filter, the pouring system and the parting surface of the injection mold are designed, and the correctness of the mold design is verified in practice. It has certain guiding significance to the mold design of similar plastic parts and structures.
Key Words:Motorcycle air filter; Mold design; Pouring system; Parting surface of the injection mold
摩托车空气滤清器(简称空滤器)是摩托车发动机进气系统的重要附件,其功能主要是滤去空气中的杂质,以减少发动机缸内运动部件的磨损,还可防止灰尘等杂质堵塞化油器孔道。空滤器是以空气滤纸为镶件放置到模具中,经注塑机注塑,使得滤纸四周与塑料熔合在一起而成。作为功能部件,合格的空滤器可以保证汽油燃烧充分,废气达到排放要求,既节省能源,又保护环境。模具的质量很大程度上决定了空滤器的质量,为保证产品的合格率和质量,应厂家要求,在充分分析产品结构及功能特点的基础上,设计该款模具。
1 型腔数量的确定
型腔有多型腔和单型腔之分,单型腔模具与多型腔模具相比,单型腔模具生产的塑料制品,形状和尺寸变化较小,尺寸稳定性好,在注塑成型时的工艺参数易于控制,模具结构简单紧凑,模具制造成本比多型模具低。但是,单型模具产量低,产品的成本高。由于该产品是把滤纸当作镶件放到模具里成型,而且濾纸为瓦楞形状,在放镶件时比较麻烦,再考虑到该产品模具的流道设计等问题,故采用单型腔模具制造。
2 分型面的设计
常用注塑模的分型面位置及形状如图1所示。
如何选择分型面,需要考虑的因素比较多,由于分型面受到塑件在模具中的成型位置、流道设计、嵌件位置、形状及顶出方法,模具制造、排气、操作难易等多种因素的影响,因此,分型面的选择应综合分析比较,保证产品在生产过程中更容易操作,提高产品的生产效率,降低产品成本。
产品的分型面一般设计在产品的外形最大轮廓处,尽可能使产品开模后留在动模侧,保证脱模不受影响,因此,空滤器选择斜面分型,如图2所示。
3 流道及浇口的设计
流道的设计直接影响产品的性能、外观和生产操作的难易及生产效率。
浇口亦称进料口,是连接分流道与型腔的通道。除直接浇口外,它是浇注系统中截面积最小的部分,但却是浇注系统的关键部分。浇口的位置、形状及尺寸对塑件的性能和质量的影响很大。
浇口可分为限制性浇口和非限制性浇口两种。非限制性浇口起着引料、进料的作用,限制性浇口一方面通过截面积的突然变化,使分流道输送来的塑料熔体的流速产生加速度,提高剪切速率,使其成为理想的流动状态,迅速而均衡地充满型腔,另一方面改善塑料熔体进入型腔时的流动特性,调节浇口尺寸,可使多型腔同时充满,可控制填充时间、冷却时间及塑件表面质量,同时还起着封闭型腔,防止塑料熔体倒流,并便于浇口凝料与塑件分离的作用。
常用的浇口形式有以下几种:直接浇注口,侧浇口,扇形浇口,平缝浇口,环形浇口,盘形浇口,轮辐浇口,爪形浇口,点浇口,潜伏浇口,护耳浇口。浇口的形式与塑料制品相互适应。由前所述,不同的浇口形式对塑料熔体的充型特点、成型质量及塑件的性能会产生不同的影响。
模具设计时,浇口的位置及尺寸要求比较严格,初步试模之后,有时还需要修改浇口尺寸。通常在实际制作和生产中,根据产品的形状和要求,一般有下述几项原则可供参考:尽量缩短流动距离;浇口应开设在塑件最厚处;必须尽量减少或避免熔接痕;应有利于型腔中气体的排除;考虑分子定向的影响;避免产生喷射和蠕动;不在承受弯曲或冲击载荷的位置设置浇口;浇口位置的选择应注意塑件的外观质量。
因为空滤器产品比较特殊,它的中间部分为空气滤纸,四周为塑料,所以该产品的进料口只能是在四周的塑料边框上。在四周塑料边框上进料有两个方向可以选择,一个是垂直于滤纸折叠方向,一个是平行于滤纸折叠方向,如果进料口放在平行于滤纸折叠方向,如图3所示。由于该产品是以空气滤纸为镶件,把空气滤纸放到模具里成型的产品,滤纸不同于金属镶件,刚性较差。在塑件充型过程中,滤纸会向垂直于滤纸方向翘曲,由于塑料流动的不确定性,会使最外边的滤纸露出塑料的表面,影响产品的外观。
因此,该模具在设计的时候,浇口的位置选择在垂直于滤纸的方向,并且在垂直于滤纸的两个方向同时开浇口,这样既可以确保滤纸不外露,又可以缩短塑料的充型距离,确保塑料熔体能充满整个型腔,还可以减小充型压力,减小熔接痕。由于该产品是方框形塑件,综合考虑浇口开设方向和产品的形状和尺寸,最终采用如图4所示的四点侧浇口进料。
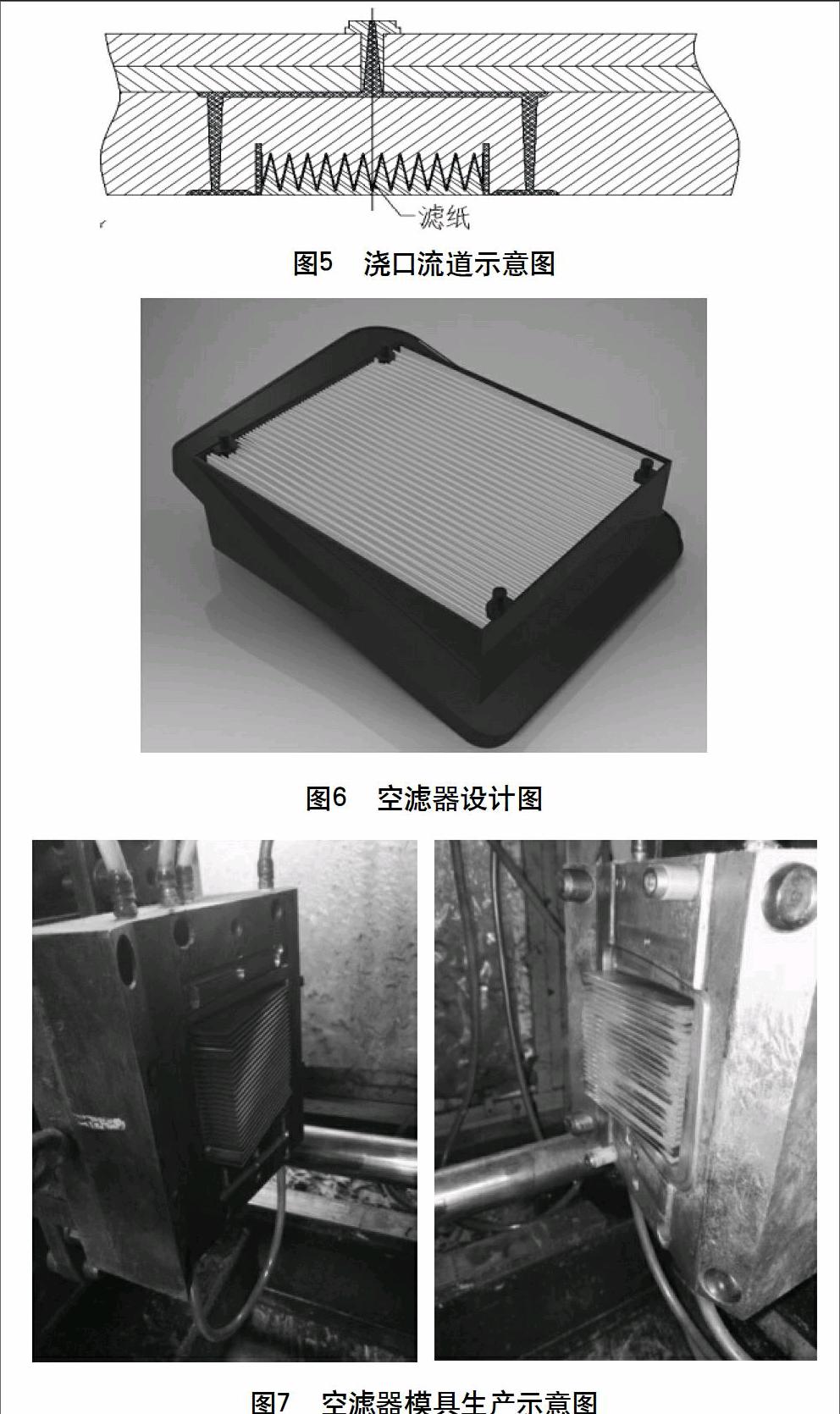
在注塑成型过程中,主流道因受四点侧浇口的影响,距离会较长,这对充型不利。为保证产品生产的合格率和产品质量,采用点浇口流道和侧浇口进料的综合设计形式,流道设计如图5所示。
产品设计信息如图6所示,生产使用如图7所示,制件如图8所示。
4 结语
空滤器模具采用单型腔,点浇口形式进浇,倾斜分型面设计。在设计的过程中,还综合考虑了排气、模具冷却水的布局、顶针的位置等。生产使用中,工人操作方便,既降低了工人的劳动强度,又提高了生产效率。制件合格率和质量均符合设计要求。
参考文献
[1] 葛晓宏,李辉,范增伟,等.基于CAE的纸芯空气滤清器注射模反变形设计[J].厦门理工学院学报,2010,18(3):24-28.
[2] 蒋昌华,宋浩,是丽云.点浇口自动脱模的齿轮注射模设计[J].制造技术与机床,2012(9):139-142.
[3] 蒋昌华.塑料成型工艺与模具设计[M].北京:北京理工大学出版社,2010.
[4] 冯秋官.机械制图与计算机绘图[M].北京:机械工业出版社,2004.
[5] 李德群,唐志玉.中国模具设计大典第二卷:轻工模具设计[M].南昌:江西科学技术出版社,2003.
猜你喜欢
东方教育(2016年18期)2017-01-16
山东工业技术(2016年24期)2017-01-12
科技传播(2016年19期)2016-12-27
知音励志·社科版(2016年11期)2016-12-20
知音励志·社科版(2016年8期)2016-11-05
