
论手工编程加工技师工件
2017-04-13 11:20王利光
科技创新导报 2017年3期
王利光

摘 要:钳工技师或高级技师的鉴定技能考核工件一般都采用结合CAM软件进行辅助加工,而且必须采用电脑,同时还要有适合的CAM软件(如CAXA制造工程师、UG、Mastercam等)。该文主要论述了在缺少CAM软件或数控机床没有配备电脑的条件下如何进行手工编程加工工件。
关键词:手工编程 加工 技师 工件
中图分类号:TP391 文献标识码:A 文章编号:1674-098X(2017)01(c)-0164-04
钳工技师或高级技师的鉴定技能考核工件常规下采用CAXA制造工程师2008软件生成程序进行加工工件,但当条件不允许或者手工编程加工更加省时省力时,就应该考虑用手工编程加工工件。文章主要针对钳工技师的实操工件加工采用手工编程进行分析论述。
1 工件分析
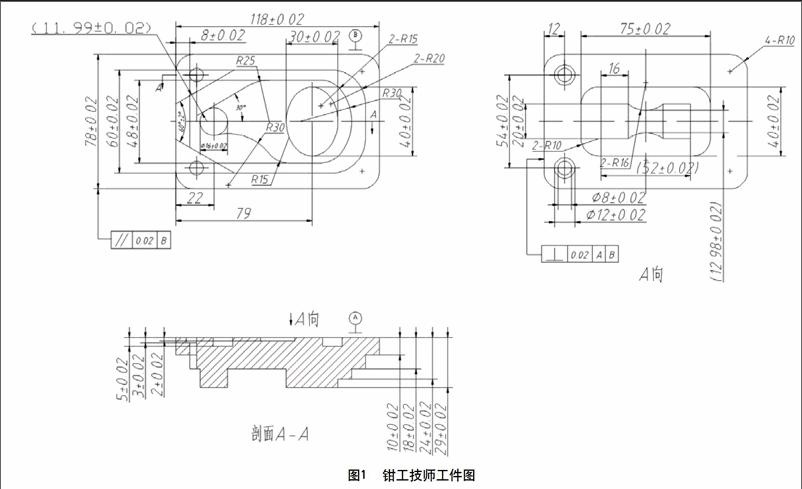
钳工技师的实操工件如图1,此工件总体形状较为简单,正面为矩形阶台加圆弧、斜直线、圆柱面阶台、椭圆柱阶台;底面为矩形槽及两个沉孔。
所以只有椭圆柱面阶台的加工需要采用宏程序加工,其他选用简单程序加工就可以了;考虑到节省加工时间,加工上平面也采用宏程序进行加工。
2 简单程序加工部位
2.1 加工底面轮廓
工件用平口钳装夹,保证伸出高度,工件坐标系设在工件对称中心,用直径12 mm的立铣刀加工外轮廓平面,用8 mm立铣刀加工内轮廓,用7.8 mm钻头钻孔,用8 mm铰刀铰孔。
工序1:加工平面12 mm铣刀(可用宏程序)。
主程序
O0001
G90G54G0G40X65Y-35S1000M03;
Z100M08;
Z5;
G01Z0F200;
M98P0100L4;
G90G0Z100M09;
M5;
M30;
子程序
O0100
G91X-130;
Y10;
X130;
Y10;
M99;
工序2:加工外轮廓12 mm铣刀。
O0002
G90G54G0G40X65Y-39S1000M03;
Z100M8;
Z5;
G1Z-12F200;
G41X60D01;
X-59 R10;
Y39 R10;
X59 R10;
Y-29;
G02X49Y-39R10;
G03X39Y-49R10;
G0Z100M9;
M5;
M30;
工序3:用7.8 mm的钻头加工孔。
O0003
G90G54G0X0Y0S500M3;
Z100M8;
G99G83X-47Y27R3Q3Z-30F100;
Y-27;
G80Z100M9;
M5;
M30;
工序4:用8 mm铰刀的铰孔。
O0004
G90G54G0X0Y0S200M3;
Z100M8;
G99G85X-47Y27R3Z-30F50;
Y-27;
G80Z100M9;
M5;
M30;
工序5:用8 mm的铣刀加工内轮廓。
O0005
G90G54G0G40X10Y0S200M3;
Z100M8;
Z1;
G01G41Y20D2F200;
X-9Z-5;
X-37.5,R10;
Y-20,R10;
X37.5,R10;
Y20,R10;
X-10;
G3Y10R5;
X10R16;
G1X26;
Y-10;
X10;
G3X-10R16;
G1X-26;
Y10;
X-10;
Z-2;
Y-19;
X10;
Y19;
X-3;
Y-13;
G0Z5;
G40X-47Y-27;
G1Z-3;
G91G41X6Y0D01;
G3I-6J0;
G1G40X-6Y0;
G90I0Z5;
Y27;
G1Z-3;
G91G41X6Y0D2;
G3I-6J0;
G1G40X-6Y0;
G90G0Z100M9;
M5;
M30;
2.2 加工正面輪廓
工件反面进行装夹,并用百分找正及分中后,用12 mm的铣刀加工,坐标原点设在工件的左端面。
工序1:加工深度为11 mm的轮廓。
O0006
G90G54G0G40X6Y-45S1000M3;
Z100M8;
Z5;
G1Z-11F200;
G41Y-10D1;
Y0;
G2X10Y6.928R8;
G1X39.569Y24R15;
X76Y24;
G2X88Y18R15;
G2Y-18R30;
G2X76Y-24R15;
G1X56.915;
G2X45.221Y-8.395R15;
G3X15.649Y-7.828R30;
G2X6Y0R8;
G1Y10;
G0Z100M9;
M5;
M30;
工序2:加工深度为5 mm的16 mm的外圆。
O0007
G90G54G0G40X6Y-45S1000M3;
Z100M8;
Z5;
G1Z-5F200;
G41Y-10D1;
Y0;
G2I8J0;
G1Y10;
G0Z100M9
M5;
M30;
工序3:加工深度为5 mm的30×40的椭圆(此工序用宏程序加工,后面讲述)。
工序4:加工深度为19 mm的轮廓。
O0009
G90G54G0G40X0Y-45S1000M3;
Z100M8;
Z5;
G1Z-19F200;
G41Y-20D1;
Y15;
X25.982Y30;
X102R20;
Y-30R20;
X25.982;
X0Y-15;
X-2Y0;
G0Z100M9;
M5;
M30;
3 加工程序
3.1 宏程序知識准备
由于该校的6台数控铣床的操作系统为广州数控厂的990M操作系统,还有一台加工中心是法那克18i操作系统,另外新进的奥地利设备是双系统的(西门子与法那克),故采用A类或B类宏程序进行加工以节省时间。
3.2 加工程序
3.2.1 平面加工宏程序
由于此工件的主体是一个118×78的矩形,故采用开放区域平面加工。
(1)采用B类宏程序可以大大缩短编程时间和加工时间,并有利于修改与精确加工,如图2所示(X、Y分中为G54原点)。
注:这里的条件表达式(第n次循环结束时刀具在各点的Y坐标值)参考图3推导:
点a: Ya=#4
点b: Yb=#4-#14=#4-0.8×#3
工件上边缘点c: Yc=#2/2
刀具上边沿点d: Yd=Yb+#3/2
显然,当Yd (2)采用A类宏程序加工比较复杂,程序段较多,计算工作量多。文章不做叙述。 3.2.2 椭圆阶台加工宏程序 此工件的最上层有一个长半轴为40短半轴为30的椭圆阶台,用圆弧去拟合椭圆加工出来的形状差别大,只能采用宏程序进行加工。 (1)用B类宏程序加工此椭圆阶台。 由于此工件是椭圆只是对与X轴方向偏移20 mm,与Y轴对称,且没有角度方向上的旋转,所以可以取消#3=(C)即椭圆长半轴的轴线与水平的夹角(+X方向)为0度的设定,在程序里取消坐标系旋转的设定。 (2)采用A类宏程序加工比较复杂,程序段较多,计算工作量多。文章不做叙述。 4 结语 采用手工程序加工此钳工技能考核工件,方便快捷,节省了加工时间,又能提高钳工技能水平,进一步体现现代钳工的综合运用能力。 参考文献 [1] 张德强.CAXA数控铣CAD/CAM技术[M].机械工业出版社,2005. [2] 数控大赛试题·答案·点评[M].机械工业出版社,2006. [3] 陈海舟.数控铣削加工宏程序及应用实例[M].机械工业出版社,2008. [4] 劳动和社会保障部教材办公室.数控铣床、加工中心编程与操作[M].中国劳动社会保障出版社,2008.
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
制造技术与机床(2019年7期)2019-07-22
现代机械(2018年1期)2018-04-17
湖南农业(2016年3期)2016-06-05
焊接(2015年9期)2015-07-18
组合机床与自动化加工技术(2014年12期)2014-03-01
