
影响机械加工精度的常见因素及预防措施
2017-04-10 02:44臧成阳黄连宝
中国设备工程 2017年6期
臧成阳,黄连宝
(1.天津市机电工艺学院,天津 300350;2.天津市汇通仪器设备公司,天津 300410)
影响机械加工精度的常见因素及预防措施
臧成阳1,黄连宝2
(1.天津市机电工艺学院,天津 300350;2.天津市汇通仪器设备公司,天津 300410)
优质、高产是每个机械制造企业追求的目标。所以最大程度的避免废品的产生,提高产品合格率是机械加工制造行业遵循的原则。影响产品合格率的因素有很多,但绝大部分的加工精度误差是在机械加工过程中产生的,因此企业在使用机械设备进行生产加工前需要考虑如何减少或避免各种因素对加工精度造成的影响。本文概述了加工精度的概念,分析了影响加工精度的常见典型因素,并根据生产经验,归纳了几种可以预防或减少加工误差的措施。
机械加工;加工精度;加工误差
机械产品的性能和使用寿命与产品的加工质量有着直接的关系,评价加工质量的标准有两个,即产品的表面质量和加工精度。在加工制造机械产品过程中,由于各种因素的干扰,会使工件和刀具偏离理想位置,从而使加工出来的机械产品不可能与图纸上标注的几何参数完全一致,这种理想与现实的差距就用加工精度或加工误差来表示。现实中的加工精度不可能达到100%,所以如何提高加工精度,减小加工误差是机械加工企业面临的课题。
1 机械加工精度与加工误差
1.1 加工精度
加工精度是机械加工制造中经常提及的一个高频词汇,是衡量机械加工产品质量的重要依据。关于机械加工精度的定义可以这样理解:加工完成后的零件的几何参数与图纸上标注的设计几何参数的符合度。一般情况下,几何参数是指零件的形状、位置和尺寸。对于所谓的理想零件,是指各几何参数与图纸上的设计几何参数完全一致,对尺寸来说,就是零件尺寸的公差带中心;对于表面位置来说,就是绝对的垂直、平行和一定的角度和距离;对于零件形状来说,就是绝对符合图纸设计参数的平面、曲面等。
1.2 加工误差
在实际的机械加工制造过程中,总会有这样那样的因素对零件的加工精度造成不同程度的影响,所以,实际上不可能把零件做得绝对精确且同理想完全符合,其总会有一些偏差,我们将这种在加工过程产生的偏差称之为加工误差。从实际出发,从多快好省的全面观点出发,只要能够保证零件误差在可接受的规定范围内,可以安全稳定的在系统中执行其应发挥的功能即可。
2 影响加工精度的因素
2.1 原理误差
原理误差是由于在机械加工过程中采用了近似的刀具轮廓代替理论上的刀具或采用近似的加工运动代替理论意义上的加工运动而产生的零件加工误差。先来看用近似的加工运动代替理论意义上的加工运动所导致的加工误差。在加工制造零件时,人们为了加工出某种特定的零件表面,需要使刀具和被加工零件之间形成某种特定的运动关系。比如滚切齿轮,需使工件和滚刀之间有准确的展成运动。我们称这种运动练习为加工原理。从理论上讲,在加工零件时我们应采用理想的加工原理,但有时采用理想的加工原理需要极为复杂的机床结构或过多的加工环节,这样一来反而降低了加工精度。所以在实际机械加工中,人们经常会采用近似的加工原理,这样就导致了原理误差的出现。这时原理误差不是评价加工方法优劣的依据。另外,机械加工过程中使用近似的刀具轮廓也会为零件带来原理误差,在加工制造机械零件的过程中,不仅需要刀具和被加工件之间形成特定的运动关系,有时加工一些比较特殊或比较复杂的零件时需要一些具有特殊轮廓的刀具,而企业有时在短时间内找不到完全符合要求的刀具,因此只能用一些与理论轮廓刀具近似的道具来代替,这样一来就会造成原理误差。
2.2 机床误差
机床是进行机械加工时必不可少的加工工具,是支配刀具完成加工运动的载体。机械零件从一个毛坯到一个成形的合格零件就是在各种机床上加工完成的,所以机床本身的精度对于零件的加工精度有很大的影响,是影响零件加工精度大小的一个重要因素。在实际的机械加工制造中,人们在讨论机床误差时,主要是从导轨误差、主轴误差和传动链误差三个方面进行探讨研究。因此,我们来分别认识这三种机床误差。
导轨是存在于各种机床上的重要零部件之一,是确定机床其他主要零部件运动的基准和相对位置的基准,执行承载和导向功能的一种重要零部件。导轨的各项误差会对零件的加工精度产生直接影响。其中受导轨误差影响最大的是加工误差中的形状误差,在加工零件表面的法线方向上,导轨在垂直面内的直线度误差不容易被反应出来,导轨误差对加工精度的影响最小,而导轨在水平面内的误差会使刀具在水平面内产生较大的位移,引起零件在半径上产生较大的误差。
主轴误差。机床的主轴误差一般就是指主轴的回转误差,主轴是各种机床在生产时刀具和被加工零件的运动基准和位置基准。主轴回转误差就是在主轴运转的情况下,主轴的轴心线位置的偏离程度。由于构成主轴的各零部件都会存在着一些误差,比如轴颈会存在同轴度误差、主轴存在挠度误差、轴承存在误差等,在这些误差的综合作用下主轴在每一瞬间时回转轴线的空间位置都会产生变化 ,最终导致主轴误差的产生。对于主轴误差,可以认为在任一瞬间内,主轴的实际轴线与理论轴线会发生偏离,即主轴会相对与主轴的理想回转轴线做相对运动,人们把这个相对运动分解为三种独立的运动,即纯径向移动、纯轴向窜动及纯角度摆动,以这三种独立的运动来量化描述主轴误差的大小。另外,不同的加工方法,主轴回转误差对零件的加工精度的影响是不同的。
传动链误差。前面在介绍原理误差时说过,为了得到某种特定的表面,人们需要在机械加工时在刀具和工件之间建立某种运动关系。比如滚切齿轮表面,需使工件和滚刀之间有准确的展成运动。在机床机构中,负责和完成这种运动关系就是机床中的传动系统,也就是传动链。所以机床传动链误差对被加工件的加工精度有很大的影响,有必要对传动链误差进行深入的分析研究。构成传动链的常见零部件有齿轮、丝杠、涡轮、螺母、蜗杆等基础部件。在机床进行生产加工的过程中,由于这些部件自身存在着误差,导致传动链误差的产生,且随着对机床不断使用,这些部件的摩擦磨损不断加重,会导致传动链误差进一步放大,且传动链误差会随着传动机构的增多,传动路线的增长而不断增大。
2.3 工艺系统变形产生的加工误差
工艺系统的变形对于被加工零件的加工精度有很大的影响,而工艺系统的变形主要是由受到外力或受热所引起的,下面我们分别了解这两种情况下引起的工艺系统变形对工件加工精度产生的影响。
首先,工艺系统会因为受到外力的作用而产生变形,从而对被加工零件的加工精度产生影响。另外,在加工一些刚度大的工件时,也会发生这种现象,这时的变形是由于机床本身老化造成的。在粗车时,由于切削力较大,引起了刀具相对工件发生退让,粗车完成后又恢复原形,这时进行精车时,即使不进刀,刀尖也能车削到工件,有时甚至需要向后退刀,才能够达到精车所要求的切削厚度,这时只能凭借经验决定是否向后退刀和退多少,这样一来必然会导致加工误差的产生。
在机床上进行加工制造时,工艺系统会受到摩擦热、切削热及外界的温度热源的影响,造成机床中的刀具、工件及机床中的一些零部件受热变形,从而改变了他们之间的位置关系和自身的尺寸和形状,破坏了刀具和工件之间相对运动关系的正确性,改变已调整好的加工尺寸,导致被吃刀量和切削力的变化,且对传动链的精度产生破坏。因此,由于工艺系统受热,会因为工艺系统及各零部件的精度产生变化,最终对被加工件的加工精度产生明显的影响,导致加工误差的产生。特别是在精密加工和大件加工时,因工艺系统受热边形引起的加工误差是被加工件最主要的加工误差来源。
3 提高机械加工精度的措施
3.1 科学分析误差性质,加大科技投入力度
认清误差性质是提高加工精度的一个重要步骤,对于各种加工误差,我们按照它们在零件中出现的规律来看,可以分为系统误差和随机误差两大类。
首先看系统误差,当连续加工一批零件时,这种误差的大小和方向保持不变,或者按照一定的规律变化。前者也被称为常值系统误差,包括原理误差、机床零部件的制造误差、工艺系统受静力引起的加工误差等;后者为变值系统误差,包括工艺系统受热、刀具磨损引起的加工误差等。随机误差就是指那些误差的大小和方向不按规律变化的加工误差,工件的内应力误差、定位误差、毛坯误差等都属于随机误差。区别误差的性质后,我们就可以根据不同的误差采取行应的调整措施。比如常值系统误差的解决途径,一般是在查明误差的大小和方向后,通过相应的检修工艺装备和调整来解决,有时还会用某种常值误差来抵消它。而对于变直系统误差,可以在搞清楚变化规律后,通过自动连续补偿、自动周期补偿等途径来解决。而对于随机误差,由于没有固定的规律可循,很难完全消除,只能对产生的根源采取适当的措施以减小影响。
3.2 直接减小误差法
这种提高加工精度的措施在日常的机械加工中应用广泛,直接减小误差法就是在搞清楚加工误差的主要原因后采取直接的措施减小或消除误差的方法总称。在用车床车削细长轴工件时,工件会在切削力的作用下弯曲变形,导致车削面各处的车削量大小不一,这时我们可以根据直接法,在工件与车刀相对的一侧加上固定措施,并采用大进给反向切削法,以此来减小加工误差。
3.3 原始误差减小法
我们知道原始误差包括夹具误差、量具误差、机床的几何精度误差等,对于不用的原理误差我们要用到不同的办法解决。原始误差减小法,就是在机械加工开始发现这些原始误差,以便可以提前分析并采取有效的措施降低其对零件加工精度的影响。比如,对于精密零部件的加工,要控制好加工过程中工艺系统的热变形所产生的误差,并尽量使用精密度高的机床进行加工制造。减小原始误差的几种常见具体方法有转移原始误差法和补偿原始误差法。
转移原始误差法。当我们很难降低或消除原始误差对加工精度的影响时,我们可以换一个角度来思考问题,那就是在原始误差很难减小时,不要想如何来减小和消除它的存在,而是设法将影响加工精度的因素转移到对工件加工精度要求不高的地方去。误差补偿法的实质就是为了减小机床工艺系统中存在的误差,而人为引入另一种新误差与工艺系统误差相抵消,从而提高零件精度的方法。当工艺系统误差导致的效果增大时,新引入的人为误差的效果必然就是减小,反之则新引入的人为误差效果就是增大。需要注意的是,新引入的人为误差应尽量达到两种误差刚好抵消的效果。
3.4 就地加工法
对于一些加工精度要求较高零件,加工起来是比较费时费力的,还有一些装配问题会牵涉到各零件之间的相互关系,这类零件的加工精度要求也是较高的,比较不容易加工。这时我们可以采取就地加工法解决这些问题。
4 结语
机械加工精度是评价零件质量的一个重要指标,是机械制造企业的重要信誉保证。虽然机械加工误差是机械生产中无法避免的现象,在机械加工中也容许一定范围加工误差的存在,但为了避免机械加工误差过大,超出正常的允许范围,在生产中需要有意识的采取一些措施,减小或消除机械加工误差,以确保零件的加工质量。
[1]马吉峰 . 影响机械加工精度的主要因素探究 [J]. 科技创新与应用,2014,(4):8.
[2]楼艳玲,刘刚,支秀兰,等 . 浅析影响机械加工精度的主要因素 [J]. 黑龙江科技信息,2011, (22):15.
[3]赵文龙 . 机械加工精度的影响因素及控制 [J]. 中外企业家,2015,(15):188.
其他同理
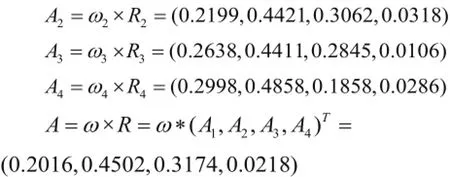
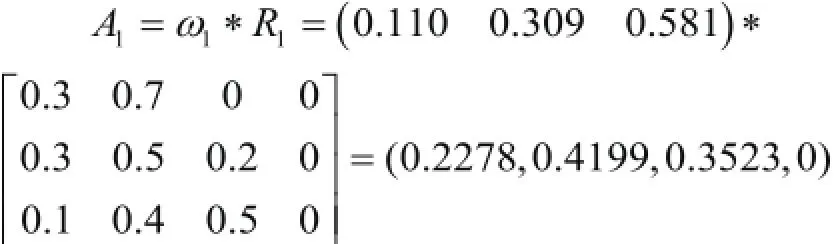
根据最大隶属度原则,可得该次评价最大隶属度为 0.4502,对应评价等级,则评语集为 {优,良,合格,差}为良好区间内,即可以评判此次训练效果为“良好”。
4 结语
运用综合模糊评判法进行训练效果评估是检验部队训练效果的一种有效方法,一定程度上消除了以往训练效果评估过于定性笼统和人为因素较大的影响。但需要指出的是,这里所提出的训练评估指标体系还有待完善,还需要领域专家进一步论证研究以及实际训练效果的检验,在不断完善和持续改进中进一步推动训练效果评估规范化和科学化发展。
参考文献:
[1]陈玉飞,屈洋 . 数字化坦克营作战能力灰色聚类评估 [J]. 指挥控制与仿真,2007,29(4):75~78.
[2]张杰,唐宏,苏凯 . 效能评估方法研究 [M]. 北京:国防工业出版社,2009:210~212.
[3]常建娥,蒋太立 . 层次分析法确定权重的研究 [J]. 武汉理工大学学报: 信息与管理工程版,2007(1):153~156.
TH161
A
1671-0711(2017)03(下)-0158-02
猜你喜欢
中国设备工程(2022年12期)2022-07-11
建材发展导向(2022年6期)2022-04-18
智能制造(2021年4期)2021-11-04
中国金属通报(2020年21期)2021-01-04
湖北农机化(2020年4期)2020-07-24
当代陕西(2019年24期)2020-01-18
汽车零部件(2019年7期)2019-08-16
科学与财富(2016年34期)2017-03-23
山东工业技术(2016年15期)2016-12-01
中国市场(2016年45期)2016-05-17
