
单机架轧机一中间辊故障分析及对策
2017-04-10 02:44玉林峰
中国设备工程 2017年6期
玉林峰
(宝钢股份公司硅钢部,上海 200444)
单机架轧机一中间辊故障分析及对策
玉林峰
(宝钢股份公司硅钢部,上海 200444)
本文对单机架可逆轧机生产过程中曾发生过的一中间辊机械故障进行了详细阐述,对故障产生的原因进行分析并制定对策,同时对机械设备的点检维护工作提出几点建议。
单机架轧机;板形辊;显示异常
1 概述
硅钢单机架可逆轧机(简称 RCM)采用的是日本三菱—日立设计及合作制造的森吉米尔20辊轧机(HZ—MILL)。该轧机牌坊为分体式结构,包括上、下内牌坊和工作侧、传动侧外牌坊,每片内牌坊中装有1根工作辊、2根第一中间辊、3根第二中间辊和4根支撑辊。在轧制过程中第一中间辊可以通过传动侧的驱动油缸进行轴向窜动,整个一中间辊轴向调节机构可以改善产品厚度精度和板形控制能力。
一中间辊主要由轴承、轴承座及轧辊组成,整个一中间辊轴向调节机构主要由驱动油缸、连杆、U型抓手和一中间辊组成,如图1所示。本文所阐述的内容不涉及到生产过程中轧辊本身出现的异常情况,而是其他连接部件出现的故障,经分析原因后制定了解决方案。
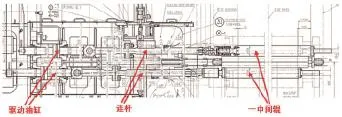
图1 一中间辊轴向调节机构组成
2 一中间辊连杆螺栓断裂故障
2.1 故障现象及处理经过
RCM 机组曾发生过一中间辊连杆螺栓断裂的故障,故障位置及螺栓断裂形貌如图2、3所示。当时发现上一中间辊已窜至最外端并与上牌坊门磨损粘连。我们将粘连部分动火割除,取出损坏的一中间辊,重新更换连杆螺栓并做防松措施。
2.2 原因分析

图2 连杆螺栓位置

图3 螺栓断裂形貌
由于单机架轧机轧制过程中一中间辊需要频繁窜动以控制板形,一中间辊连杆螺栓防松止档经长期使用失效,螺栓发生松动,在一中间辊前后窜动过程中螺栓受交变载荷作用力冲击而发生断裂。
第一中间辊轴承座端盖螺纹使用一段时间后会磨损,端盖与轴承座之间存在间隙,造成轴承座端盖有松动现象。轧制过程中第一中间辊高速旋转,这种松动会产生较大振动,大的振动易造成第一中间辊连杆上的连接螺栓松动。
2.3 对策措施
(1)通过改变一中间辊连杆螺栓防松紧固形式,提高连杆连接螺栓紧固的可靠性。同时定期对一中间辊连杆螺栓部位进行检查,避免发生螺栓松动现象。
(2)发现轴承座端盖有松动现象后,应将端盖紧固到位后重新配钻骑缝螺纹孔,避免轧制过程中产生较大振动。
3 一中间辊轴承卡死故障
3.1 故障现象及处理经过
RCM 机组曾先后发生过几次一中间辊轴承卡死故障,检查更换损坏的一中间辊的轴头端面,发现严重磨损、润滑孔已堵死,如图4所示,解体轴承座发现其中的推力轴承严重碎裂,如图5所示。同时,因一中间辊轴承卡死后轴承座会与轧辊一起高速旋转,轴承座和U型抓手产生剧烈相对摩擦,也会造成一中间传动侧U型抓手损坏,更换一中间辊和U型抓手后恢复正常生产。

图4 端面严重磨损、润滑孔堵死

图5 推力轴承严重碎裂
3.2 原因分析
影响一中间辊轴承寿命的因素较多,造成轴承卡死的原因分为以下几个方面。
(1)一中间辊轴承轴向或径向间隙过大轴承受到冲击损坏。图纸中一中间辊轴承的轴向间隙为0.05 ~ 0.90mm,推力轴承与轴承座内表面也有单侧 0.5mm 的间隙。由于在轧制过程中一中间辊一直进行轴向窜动,如轴承轴向或径向间隙超出标准势必会对内部轴承造成较大冲击,在冲击力作用下推力轴承易发生损坏。
(2)一中间辊轴承轴向径向间隙过小轴承涨死。生产过程中一中间辊处于高温环境且转速很高,如轴承轴向或径向间隙过小,轴承的游隙可能涨死,也容易造成轴承损坏。
(3)一中间辊轴承长时间使用存在疲劳裂纹,未及时进行检查更换,导致轴承损坏。
(4)一中间辊轴承润滑不良。一中间辊轴承采用乳化液润滑,其轴承润滑不良分两种情况,第一种是乳化液管路发生堵塞,第二种是一中间辊与抓手未安装到位,乳化液通路不通,结构如图6所示。

图6 U型抓手与一中间辊
3.3 对策措施
(1)一中间辊轴承间隙按照轴向间隙 0.05 ~0.90mm,推力轴承与轴承座内表面单侧间隙 0.5mm控制,同时形成检查测量记录以备发生异常后分析原因时有数据可以追溯。
(2)缩短一中间辊轴承清洗检查周期,从原来的 45 天缩短至 30 天,清洗检查时发现轴承有磨损、卡阻等异常及时更换。
(3)每次更换新一中间辊后,确认一中间辊轴承座端部与U型抓手配合情况,避免因U型抓手未安装到位导致乳化液通路发生不连通的情况。
(4)对一中间辊乳化液润滑管路定期进行检查,避免润滑管路发生堵塞;定期检查确认U型抓手上的通孔,确保润滑孔畅通。
4 结语
本文所阐述的一中间辊相关部件损坏故障均由机械方面因素引起,因此对于一中间辊这种重要设备需做好以下几方面工作:
对于频繁动作的设备,需避免相关零件松动,因为松动会引起振动,而大的振动是造成设备损坏的一个重要因素。
轴承作为机械设备中一种常见的部件,设备维护人员和装配人员需高度重视,轴向游隙、径向游隙是否符合标准会对轴承寿命有很大影响。
轴承的润滑情况是否良好也决定着轴承的使用寿命,润滑管路是否畅通,润滑介质的压力、流量是否适合工况均需要定期进行检查。
[1]单机架可逆轧机机电仪培训教材——第 1 篇(机械).
TG333
A
1671-0711(2017)03(下)-0045-02
猜你喜欢
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
新疆钢铁(2021年1期)2021-10-14
军民两用技术与产品(2021年4期)2021-07-28
哈尔滨轴承(2021年1期)2021-07-21
河南建材(2020年4期)2020-06-15
水泥技术(2020年3期)2020-06-06
农产品加工(2019年22期)2019-12-04
制造技术与机床(2019年8期)2019-09-03
航天工业管理(2019年11期)2019-04-20
