压铅丝法测量汽封间隙在电厂的应用
2017-04-10 08:09:00
中国设备工程 2017年7期
(江苏省电力建设第三工程有限公司,江苏 镇江 212003)
压铅丝法测量汽封间隙在电厂的应用
王连西
(江苏省电力建设第三工程有限公司,江苏 镇江 212003)
汽轮机安装质量,特别是汽封间隙的安装控制对机组的安全和经济运行影响重大。本文对间隙测量采用压铅丝法结合机组特点进行了改进,在某电厂#5机组安装过程中进行了实施。实践证明,该方法对于机组提高安全运行水平和降低热耗率具有良好的效果。
汽轮机;汽封间隙;压铅丝;热耗率
汽轮机是一种将蒸汽能量转换为机械功的旋转式动力机械,其转动部件与静止部件之间必须保持一定的间隙,以防止相互摩擦发生事故。由于间隙的存在,使一小部分蒸汽从间隙流过而不做功,降低了汽轮机效率。在汽轮机中约有1/3 的损失来自于漏气损失。漏汽损失与机组通流部分汽封间隙有直接关系,现代汽轮机为了减小漏汽损失,提高机组效率,使通流部分汽封间隙的设计值普遍偏小,但如果间隙过小,有可能导致动叶与喷嘴摩擦,造成叶片及喷嘴磨损,机组工作效率降低。因此尽量做好汽封间隙,提高机组热效率显得尤为重要。
1 采用压铅丝法测量调整汽封间隙的起因
某电厂三期工程2×660MW超超临界燃煤机组工程#5机汽轮机由东方汽轮机厂提供,型号:N660-25.0/600/600,由高中压缸及低压缸A-LP、B-LP三部分组成。#5机安装过程中采用压铅丝法测量汽轮机通流间隙。以往常采用滚橡皮膏法测量调整汽封间隙,此方法简单快捷,但是根据橡皮膏的颜色进行判断时误差较大,并且单层橡皮膏厚度为0.25mm,为了汽封间隙不超过设计值影响机组运行安全性,在安装过程我们只能尽量将汽封间隙控制在设计值上限范围内。
针对上述情况,#5机组安装前根据业主方的要求,对汽封间隙取下限值。为此需要精准的测量数据,摒弃了滚橡皮膏法而采用压铅丝法结合机组特点进行优化,具体实施过程如下。
2 采用压铅丝法测量调整汽封间隙的技术措施
压铅丝法测量调整汽封间隙的目的是为了使用更准确的方法,尽可能的减小汽封间隙,进而减少漏汽损失,提高热效率。为此采取了如下技术措施。
(1)经业主方与厂家设计部门沟通,决定现场汽封间隙按照厂家设计值的下限进行调整。例如,高压隔板第1~8级叶顶汽封间隙(图1)。
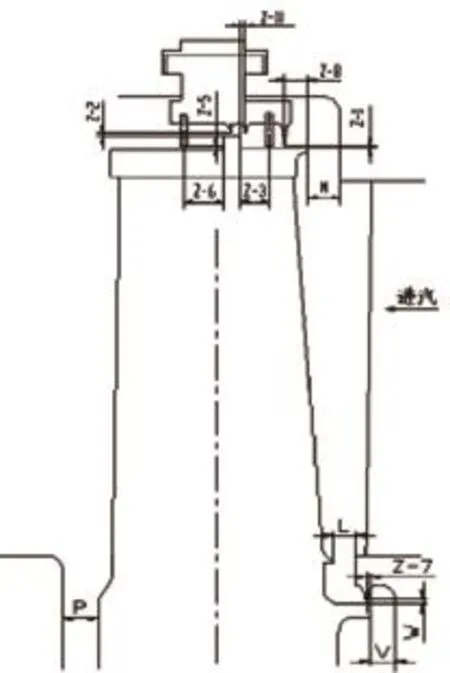
图1 高压缸隔板通流间隙详图
通过表1、表2数据表格对比可以发现,修改后,径向间隙全部处于原设计值的下限,但是为了机组运行的安全稳定性,安装过程中绝不允许突破下限值。
(2)在测量汽封间隙前,依次进行隔板找中、汽缸下沉量测量工作。在测量下沉量前需要在末级隔板位置架设百分表,垂直指向转子顶部,然后合内上缸,根据百分表读数计算出汽缸下沉量△d,(图2)根据现场实测,该机组A、B低压缸下沉量均为0.15mm,高中压缸下沉量为0.12mm。

表1 原汽封间隙设计值

表2 修改后汽封间隙设计值
(3)压铅丝,测量汽封间隙,在测量过程中要注意以下几个问题:①由于汽封齿与铅丝的接触面较小,常用的游标卡尺等测量工具无法准确测量,为此,我们选用精度为0.001mm的测厚仪进行测量,为数据的真实性提供了可靠保证。②压铅丝前将汽封块背弧侧用竹签或铜楔等楔紧,防止汽封齿与铅丝间有作用力时汽封块向后退让。③测量汽封间隙时,汽封块下半左右用塞尺检查,最顶部和最底部压铅丝,放铅丝时要注意铅丝与汽封齿表面贴牢,侧面可以用胶带粘牢,防止铅丝压断或脱落、侧移,造成读数误差。

图2 汽缸下沉量测量示意图
(4)调整汽封间隙,在调整过程中要注意以下几点问题。
①调整前,如果是在半缸状态需将底部实测值减去上述第2条中汽缸下沉量△d,此结果作为底部汽封的调整依据。
②采用汽封调整装置根据修刮量对汽封进行修刮,避免了手工修刮时容易出现的汽封块背弧及齿锯齿状现象,保证汽封块背弧及齿平滑、弧度一致。
③对于上下半45度角位置未压铅丝的汽封块,要根据其与相邻汽封块的高低差进行修刮,保证同一圈汽封块背弧及齿平滑、弧度一致,无高低差。
④在高中压缸通流间隙测量调整前,必须确保高压主汽门、中压联合汽阀与汽缸之间下导汽管已安装结束,支吊架同步安装,目的是防止管道焊接过程中产生的应力导致间隙发生变化。
3 应用效果显著
该汽封间隙测量方法虽然实施起来用时多,需要反复吊放转子及各上半部套,工作量比传统滚橡皮膏法要大,但是该方法测量精度精确,可以将汽封间隙下限值控制在一个相对较小的范围内,还可以避免汽封齿被压坏。#5机组于2012年投产,开机投运后机组运行情况良好,汽轮机的振动值均达优良,各轴承位置最大轴振为45μm,未发生动静部件碰磨现象,汽轮机安装质量考核达到优良级。汽轮机运行技术经济性能,经由省试验研究院进行的热耗率试验,在THA工况,负荷值为660MW,热力试验考核修正值为7491.47kJ/kW·h,机组热耗率优于预期,达到了厂家设计的预期要求。
[1]汽轮机主机证明书.东方汽轮机厂,D600C-B00001AZ M.
TK32
A
1671-0711(2017)04(上)-0100-02
猜你喜欢
能源工程(2021年6期)2022-01-06 02:04:36
能源工程(2021年3期)2021-08-05 07:26:08
机械工程师(2020年8期)2020-09-08 04:04:12
消费导刊(2020年1期)2020-07-12 08:00:34
机电信息(2015年9期)2015-02-27 15:55:46
机电信息(2015年9期)2015-02-27 15:55:44
机电信息(2015年3期)2015-02-27 15:54:45
机电信息(2014年12期)2014-02-27 15:52:14
河南科技(2014年24期)2014-02-27 14:19:34
机械工程师(2013年3期)2013-08-13 06:41:54