
可重构的生产制造系统及方法的实践应用
2017-04-10 02:23李向阳
山东工业技术 2017年7期
摘 要:可重构的生产制造系统及方法,是通过各功能模块与整个系统构架下的机械、电气和软件等采用标准化接口,根据不同加工产品和(或)不同的生产工艺要求来配置不同功能模块,通过组合各功能模块的先后顺序以及数量等来实现构建不同产品的生产制造系统,所以在同一生产制造系统构架下进行可实现产品多样化生产,且生产工艺可调,生产工序可调,切换工作站模块时,操作简便,充分体现设备的可重构理念,大大提高生产制造的利用率,节约投资成本的特点,可适用于在教学培训和生产制造领域,具有良好的应用前景。
关键词:可重构;生产制造系统;工艺可调;工序可调
DOI:10.16640/j.cnki.37-1222/t.2017.07.026
可重构的生产制造系统及方法,在实际应用中是通过生产过程执行系统根据生产订单制定的生产工艺路线,通过传送运输单元连接多功能工作站,运送工作站所需要的待加工产品,各功能单元与整个系统构架下的机械、电气及软件等采取标准化接口,并根据不同产品或不同的生产工艺要求,来配置工作站的不同功能模块的组合、先后顺序或不同数量的工作站等来实现构建不同的生产制造系统,在同一生产制造系统构架下进行可产品多样化生产,且生产工艺可调,生产工序可调,切换工作站模块时,操作简便,充分体现设备的可重构理念,大大提高生产制造的利用率,节约投资成本的特点,可适用于在教学培训和生产制造领域。
1 可重构生产制造系统的主要组成
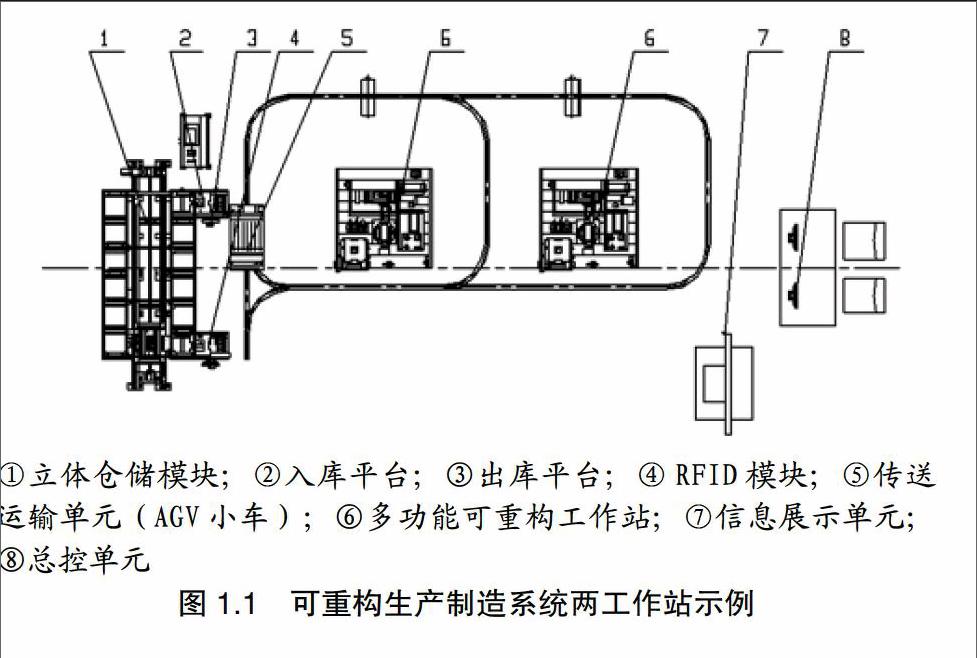
可重构生产制造系统主要由系统管理软件(如MES、ERP、WMS )、立体仓储模块、入库平台、RFID模块、出库平台、传送运输单元(AGV小车)、多功能可重构工作站、信息展示单元和总控单元等组成,如图1.1所示为两工作站结构的各重构系统示例。可重构生产制造系统的生产流程包括以下:
(1)根据生产订单,通过入库平台把所需要待加工品添加到立体仓储模块的待加工品码放区域,进行入库操作,并通过RFID模块定义待加工品的编码;
(2)根据生产订单,在工作站的相应工作台上更换所需要的功能模块;
(3)通过总控单元上的生产管理软件制定生产订单并确定工艺路线和内容;
(4)总控单元通过生产管理软件向立体仓储模块发出取料指令,立体仓储系统把指定的待加工品放置到出库平台上;
(5)总控单元通过生产管理向传送运输单元AGV发出取料指令和送料指令,传送运输单元AGV将出库平台上指定的待加工品送到工作站;
(6)工作站对待加工品进行加工,完成加工内容后,反馈给总控单元;
(7)根据工艺路线,总控单元向传送运输单元(AGV小车)发送到工作站接已加工产品指令,传送运输单元(AGV小车)根据工艺路线,把上一步加工完成的待加工品送至下一工作站,重复步骤(6),直到完成成品加工;
(8)通过总控单元控制传送运输单元(AGV小车),将成品送到入库平台,入库平台将成品运送至立体仓储系统的成品码放区域,返回步骤(4),进行下一编码的待加工品处理。
2 可重构生产制造系统的机械功能可重构
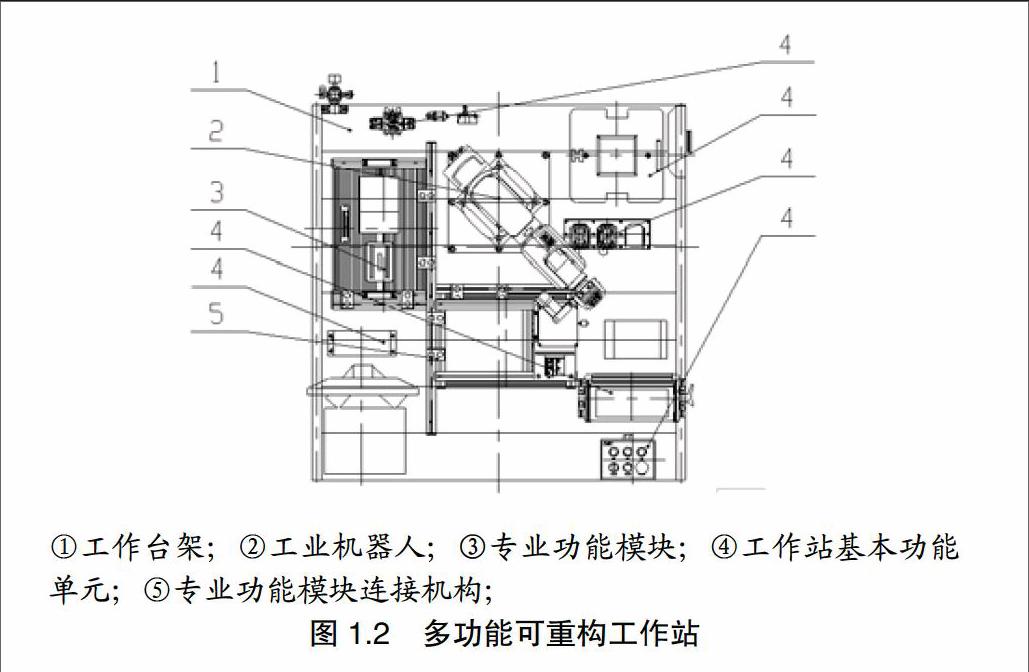
可重构生产制造系统的机械功能可重构体现在在同一制造系统下可实现多种类产品的生产,其采用的多功能可重构工作站采用模块化设计,在基础台架、电控单元、功能模块固定工装等必配基本功能单元的基础上,实现专业功能单元快速可更换,从而实现在同一工作站平台上的多种功能,提高工作站的柔性和利用率,实现工作站的可重构性。同时,由于系统采用AGV连接各加工工作站,各工作站的位置有更多的柔性调整空间。多功能可重构工作站示意图如图1.2所示。
3 可重构生产制造系统的加工工艺可重构
可重构生产制造系统的加工可重构体现在,通过工作站更换相适应的专业功能模块,在上位软件控制下,同一产品的生产工艺或生产工序即可以同一台工作站上完成也可以分步在不同的工作站完成(需要更换对应的专业功能模块),生产工序可以按照需要或要求的顺序执行,即加工工艺可重构,在同一生产制造系统构架下实现产品多样化生产,且生产工艺可调,生产工序可调。
4 可重构生产制造系统的信息可视化
可重构生产制造系统各功能模块与整个系统构架下的机械、电气和软件等采用标准化接口,通过系统管理软件如MES、ERP、WMS等及RFID模块对系统的生产订单、生产信息、物料信息、及加工过
(下转第38页)
(上接第31页)
程跟踪记录等信息進行通过工控网络和设备进行采集处理,并通过信息展示单元实时显示,从设备和装置内部“直接”、“实时”获取生产实绩、运行实绩、质量信息等生产现场的各类数据,并在系统中灵活运用,从而解决各种问题,这与“工业4.0”和“e-F@ctory”的功能与框架相适应。
5 总结
通过以上分析,可重构生产制造系统的软硬件相结合其功能和框架适应了“工业4.0”和“e-F@ctory”的基本要求,克服了现有的生产制造系统,根据生产工艺采用固定结构,导致所生产的产品单一,在生产工艺需要调整时,各生产制造单元调整困难,排布安装不便,出现费时费力的问题。其在同一生产制造系统构架下进行可实现产品多样化生产,且生产工艺可调,生产工序可调的制造系统重构,且切换工作站模块时,操作简便,大大提高生产制造的利用率,节约投资成本的特点,在教学培训和生产制造领域,具有良好的应用前景和参考价值。
参考文献:
[1]张 曙.工业4.0和智能制造[J].机械设计与制造工程,2014(08).
[2]刘桂芝,李小笠,冯虎,杨文亮.可视化三菱e-f@ctory自动生产线在实训教学中的应用[J].机械制造与自动化,2013,42(02).
[3]常杉.工业4.0:智能化工厂与生产[J].化工管理,2013(21).
作者简介:李向阳(1979-),男,河南郏县人,硕士,工程师,研究方向:工业自动化。
