基于最大热回收下三厂间接热集成的串并结合的连接方式
2017-04-07 10:27:15宋润润王彧斐冯霄
化工进展 2017年4期
宋润润,王彧斐,冯霄
(1中国石油大学(北京)重质油国家重点实验室,北京102249;2西安交通大学化学工程与技术学院,陕西 西安 710049)
基于最大热回收下三厂间接热集成的串并结合的连接方式
宋润润1,王彧斐1,冯霄2
(1中国石油大学(北京)重质油国家重点实验室,北京102249;2西安交通大学化学工程与技术学院,陕西 西安 710049)
采用中间介质的厂际热集成可以有效地回收系统内的余热资源,大大降低能耗,而厂际间中间介质循环的连接方式关系到最大热回收潜力和投资成本的大小。本文在中间介质循环串联、分流和并联3种基本的连接方式的基础上,提出了串并结合的连接方式,并介绍了其厂际位移复合曲线和中间介质线的形成。选取的案例表明:串并结合模式的最大热回收潜力可以高于串联和分流式,甚至可以与3种基本连接方式中热回收潜力最大的并联式相当;中间介质循环管线的成本随厂际间距离的不同而变化,应根据其距离特点选取合适的连接方式。
厂际热集成;中间介质;连接方式
对过程系统采用热集成的方法,可以取得显著的节能效果。随着节能减排工作的不断深入,所涉及的对象系统的边界尺度在不断扩大。厂际热集成可以有效地回收系统内的余热资源,大大降低能耗。但随着参与热集成的厂数的增加,不仅问题的复杂性增加,也呈现出一些亟待解决的科学问题。
由于厂际之间的距离通常比较远,直接使用工艺物流在厂际间进行换热的热集成方式并不现实,因此考虑采用中间介质进行厂际间换热的间接热集成的方式。DHOLE和LINNHOFF[1]首先提出了厂际热集成的概念,在他们的工作中,主要基于夹点技术提出了厂际热源-热阱图,以确定可用来发生蒸汽的量。HU和AHMAD[2]进一步发展了DHOLE和LINNHOFF的工作并考虑了多级蒸汽系统的应用。KLEMEŠ等[3]进一步提出全局复合曲线(total site profiles,TSP)的方法,以此确定厂际的夹点,并且该方法可以用来同时优化各厂的用能及公用工程系统。RODERA和BAGAJEWICZ[4]基于夹点技术中的热级联法,首次提出了“有助”和“无助”热传递的概念,研究了通过打破热源厂夹点之下或/和热阱厂夹点之上的“口袋”获得更大的厂际热回收量的可能。BADE和BANDYOPADHYAY[5]研究了采用导热油为中间介质时,最小中间介质流率的优化方法。CHANG等[6]建立了一个混合整数非线性(mixed integer nonlinear programming,MINLP)模型用于求解采用热水为中间介质的两厂热集成。SONG等[7]研究了在现有网络中提取比余热/阱品位更高的物流,以增大厂际热回收潜力的方法。但是,之上的研究都没有考虑厂际间中间介质具体的连接方式,而这实际上关系到厂际最大热回收潜力和管线成本。
WANG等[8]首次提出了间接厂际热集成中间介质3种基本的连接方式,即并联、分流和串联式,具体研究了不同连接方式下热回收和管线距离的不同。而实际上,中间介质热容流率和厂际间距离都会影响管线成本,因此,本文基于以上3种基本的厂际连接方式,提出了一种新型的串并结合的连接方式,并提出一个中间介质管线费用定性比较因子α,用于定性考量中间介质的热容流率CP和管线长度L两个因素对管线费用的影响。
1 厂际热集成的3种基本的连接方式
根据WANG等[8]的研究,以“1热源2热阱”的情形为例,厂际间3种基本的连接方式如图1所示,分别为并联式、分流式和串联式。
在这3种基本的连接方式中,采用并联式相比于其他两种方式总是能够获得最大的热回收潜力,但同时所需的管线也最长;当两热阱的冷物流温位相近时,分流式将变得更有优势,因为此时采用该方式可以用较短的中间介质管线获得较大的热回收潜力;当两热阱的冷物流温位相差较大时,串联式则表现更优,因为此时采用该方式可以用最短的中间介质管线获得较大的热回收潜力。
基于这3种基本的连接方式,可以组合出更多可行的连接方式,为厂际热集成的实现提供更多的可行方案。对于三厂间接热集成,本文提出了一种“串并结合”的连接方式。
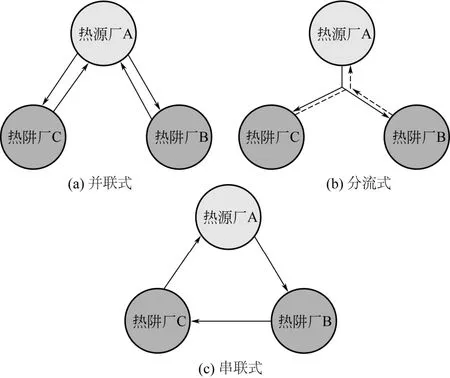
图1 间接厂际热集成3种基本的连接方式
2 串并结合的连接方式
首先需要说明的是,对于三厂厂际热集成,本文所有案例均采用的是“1热源2热阱”的情形,“2热源1热阱”的情形可以用同样的方法推出。本文提出串并结合的连接方式,以为厂际间的热集成提供更多的选择。串并结合的方式有以下两种情形,如图2(a)和图2(b)所示,分别定义为串并结合模式Ⅰ和串并结合模式Ⅱ。
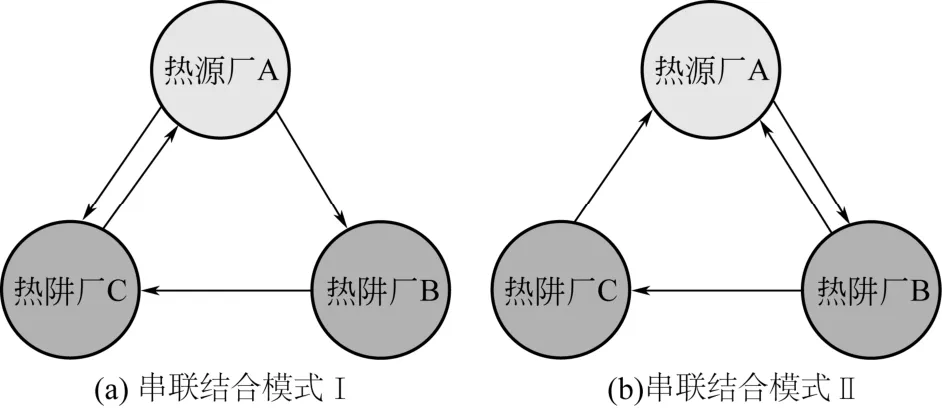
图2 串并结合的两种方式
2.1 串并结合的连接方式的分解
对于图2(a)中的情形,可以将热阱厂C的冷物流分解为温位高和温位低的两个区间,分别为sink1和sink2。那么按照图2(a)中的连接方式,一股中间介质从热源厂A吸收热量以后,按照串联的方式,依次将热量再传递给热阱厂B和sink2,另一股中间介质从热源厂A吸收热量以后将热量传递给sink1,然后这两股释放完热量的中间介质再合为一股回到热源厂A,完成一次循环,这一过程如图3(a)所示。因此,对与中间介质来说,就有两股中间介质在热源厂被加热到两个不同的温度,在分别向热阱厂释放完热量以后,又合为一股以一个较低的温度回到热源厂。因为在温焓图(T-H图)上,曲线的斜率等于物流热容流率的倒数,因此该情形下,中间介质曲线的形状如图3(b)所示。同样,对于图2b中的情形,连接方式的分解和中间介质曲线在T-H图上的形状分别如图4(a)和图4(b)所示。
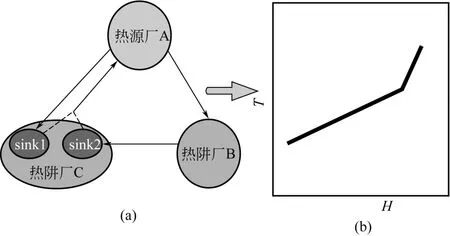
图3 串并结合模式Ⅰ的分解及其中间介质曲线
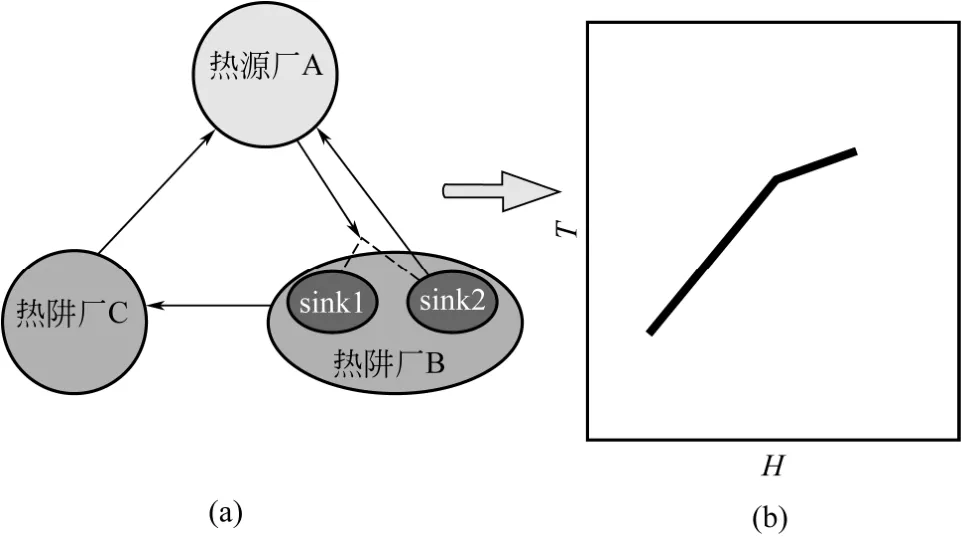
图4 串并结合模式Ⅱ的分解及其中间介质曲线
2.2 中间介质曲线的确定
对于采用中间介质的间接厂际热集成,中间介质需要在热源/阱厂间进行两次换热,因为每个厂的最小传热温差可能并不一致,因此首先采用SONG等[7]提出的厂际位移复合曲线(interplant shifted composite curves,ISCC),以将各热源和热阱的复合曲线绘制在同一T-H图上。
采用一个简单的案例进行说明,热源和热阱的物流数据列于表1,热源厂A、热阱厂B和C的最小传热温差分别为15℃、10℃和5℃。按照厂际位移复合曲线的作法,首先将A厂热物流的进出口的温度减去15℃,B厂冷物流的进出口温度加上10℃,C厂冷物流的进出口温度加上5℃,再根据位移后的温位将各厂冷热物流分别复合绘制在同一T-H图上即可,如图5所示。这样一来,冷热复合曲线所夹的区域即为中间介质的可行域,中间介质曲线只要在此区域内并且不跨越某一段复合曲线理论上都是可行的,并且中间介质曲线的纵坐标代表其真实的温位。

表1 示范案例的物流数据
如果采用串并结模式Ⅰ的连接方式,首先,按照WANG等[8]提出的方法作出串联模式下热回收最大的中间介质曲线。此时,热阱厂C中温度范围从110.7℃到120℃的部分热阱不能在串联模式下被加热,这部分即为sink1,C厂剩余部分即为sink2,如图6所示。然后,串联的部分可以和sink1按照图2(a)的连接方式进行集成。作sink1部分的简化曲线,即为第二条中间介质循环,并取串联部分中间介质曲线125℃以下的部分与其作混合曲线,即表明这两条中间介质在向各自热阱放完热,混合后以同一个较低的温度回到热源厂,完成一次循环。需要注意的是,这一步两条中间介质曲线作的是混合曲线,这一段在T-H图上表现为一段直线,而不是两段式的复合曲线。混合曲线与串联部分剩余部分复合即形成串并结合模式Ⅰ的中间介质曲线,左右平移使其与热源位移复合曲线重新形成夹点,两者重叠部分在横轴上的投影长度即为串并结模式Ⅰ下最大的热回收潜力,如图7所示。类似的,可以作出串并结合模式Ⅱ下热阱厂B的分解,如图8所示。
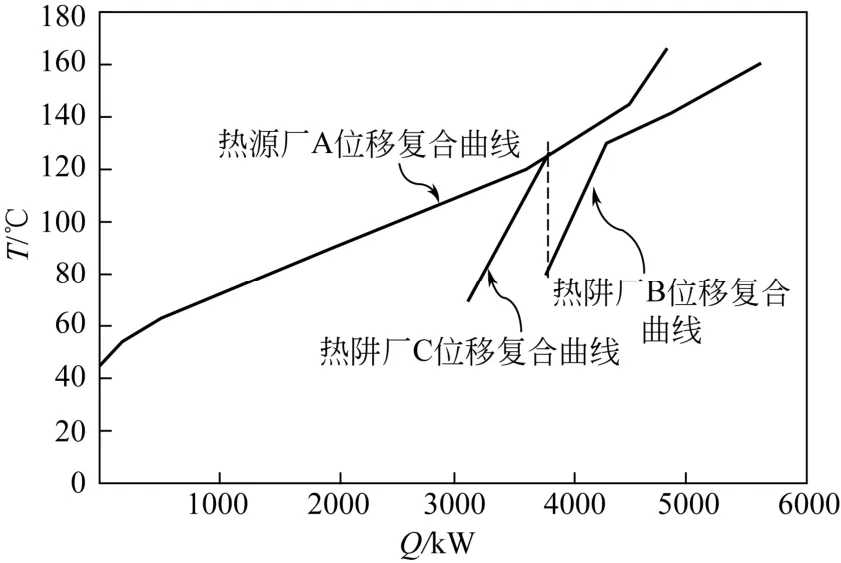
图5 示范案例的厂际位移复合曲线
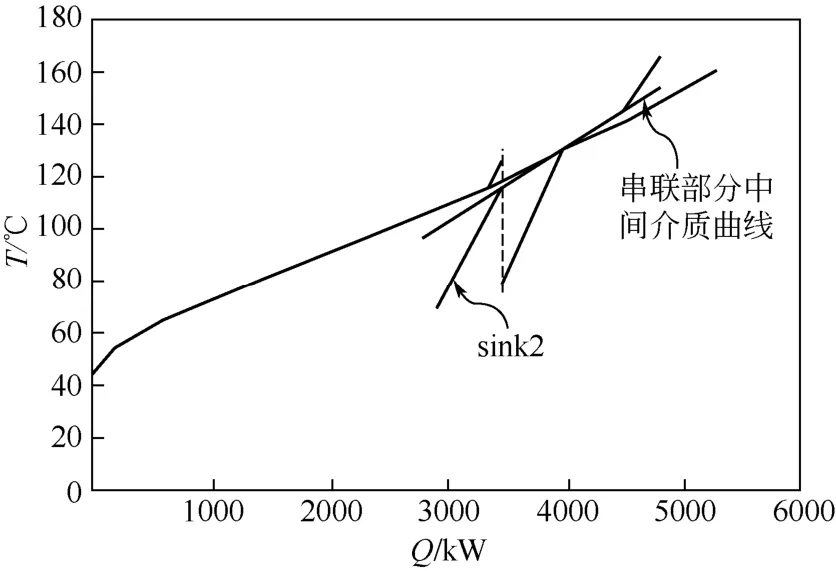
图6 串并结合模式Ⅰ下热阱的分解

图7 串并结合模式Ⅰ的中间介质曲线及其最大热回收
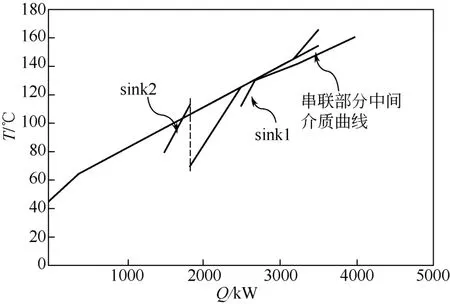
图8 串并结合模式Ⅱ下热阱的分解
2.3 厂际间新增管线费用的定性分析
WANG等[8]在之前的研究中只考虑了不同连接方式下管线长度的不同,事实上,由于不同的连接方式下每条中间介质管线的热容流率也不尽相同,所以长度只是影响管线费用的一个因素。假定管线的内径为D(m),长度为L(m),中间介质的流量为(kg/s),热容流率为CP(W/℃),管线每单位质量的购置费用为C($/kg),为了简化,只考虑管线的购置费用,设为Costpipe($),显然,D∝1/2,CP∝,Costpipe∝C×D×L。因此,Costpipe∝CP1/2×L,将每一步连接的CP1/2×L值求和并将其定义为中间介质管线费用定性比较因子α,如式(1)所示。

α可定性分析出中间介质的热容流率CP和管线长度L两个因素对其费用的影响,α越大,说明管线费用越多。
3 案例
采用WANG等[8]报道过案例数据进行计算,各热源/阱厂的物流数据如表2所示。其中,三厂之间的距离LA-B、LA-C、LB-C分别为1.8km、2.0km、1.5km,A、B、C三厂的最小传热温差分别为10℃、5℃和5℃。

表2 研究案例的物流数据
按照本文所提的两种串并结合的连接方式,计算该案例数据,并将结果与WANG等[8]所报道的结果相比较,列于表3当中。
分析结果可以发现,对该案例,串并结合模式Ⅰ的热回收大于串联式和分流式,热回收潜力与3种基本的连接方式中热回收潜力最大的并联式相当;串并结合模式Ⅱ的热回收只高于分流式,这是因为在该模式下,一股中间介质在热源厂A被加热到一个较高的温度后用于加热热阱厂B中温位较低的sink2部分,造成了能量品位上的浪费。在该案例中,串并结合模式Ⅰ的中间介质管线成本高于并联式,当热源厂与两热阱厂之间的距离较大,两热阱厂之间的距离相对较小时,串并结合模式Ⅰ的管线投资成本将低于并联式;例如,当三厂之间的距离LA-B、LA-C、LB-C由现有的1.8km、2.0km和1.5km改为2.8km、2.0km和1.0km时,并联式和串并结合模式Ⅰ的中间介质管线费用定性比较因子α则分别变为126.51和114.56,此时,并联式的管线费用高于串并结合模式Ⅰ。因此,在实际的案例中,应当根据实际情况权衡热回收和管线成本以选择厂际热集成的实现方式。
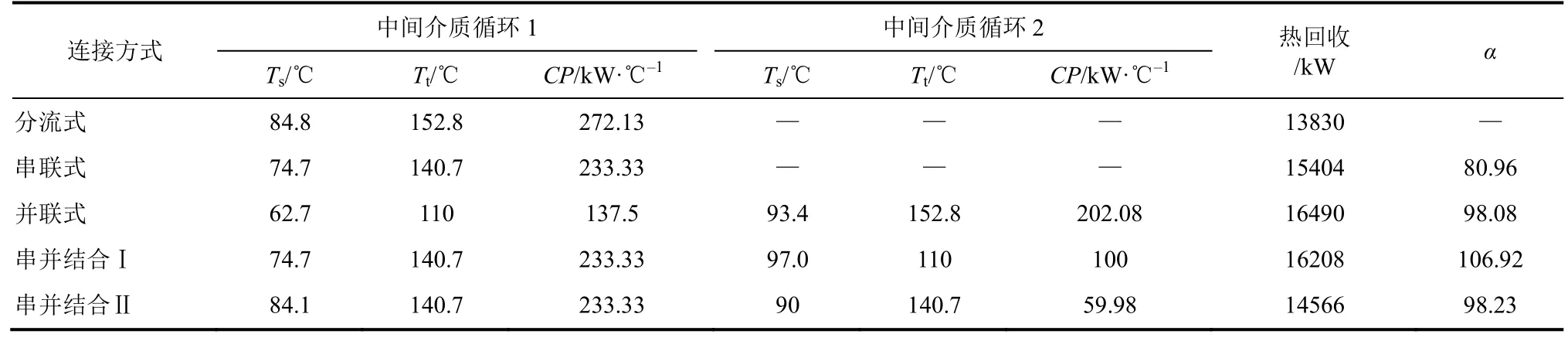
表3 计算结果比较
4 结论
对于采用中间介质的三厂热集成,本文基于3种基本的中间介质循环连接方式,提出了串并结合的连接方式,并介绍了其厂际位移复合曲线和中间介质线的形成。提出了一个中间介质管线费用定性比较因子α,其基于热容流率CP和管线长度L两个因素定性考量中间介质的管线费用。案例研究表明:在一定的情况下,串并结合模式的最大热回收潜力高于串联和分流式,其热回收潜力可以与3种基本连接方式中热回收潜力最大的并联式相当;两者中间介质循环管线的成本随厂际间距离的不同而变化,当并联式中两连接的距离相对较大时,串并结合模式的成本更低。
符号说明
C—— 管线每单位重量的购置费用,$/kg
Costpipe—— 管线费用,$
CP—— 热容流率,kW/℃
D—— 管线内径,m
ISCC——厂际位移复合曲线
L——管线长度或厂际间距离,km
MINLP——混合整数非线性模型
Q——热负荷,kW
TSP——全局复合曲线
Ts——起始温度,℃
Tt——终止温度,℃
α——中间介质管线费用定性比较因子
[1]DHOLE V R,LINNHOFF B. Total site targets for fuel,co-generation,emissions,and cooling[J]. Computers & Chemical Engineering,1993,17(s1):S101-S109.
[2]HU C W,AHMAD S. Total site heat integration using the utility system[J]. Computers & Chemical Engineering,1994,18(8):729-742.
[3]KLEMEŠ J,DHOLE V R,RAISSI K,et al. Targeting and design methodology for reduction of fuel,power and CO2on total sites[J]. Applied Thermal Engineering,1997,17(8/9/10):993-1003.
[4]RODERA H,BAGAJEWICZ M J. Targeting procedures for energy savings by heat integration across plants[J]. AIChE Journal,1999,45(8):1721-1742.
[5]BADE M H,BANDYOPADHYAY S. Minimization of thermal oil flow rate for indirect integration of multiple plants[J]. Industrial & Engineering Chemistry Research,2014,53(33):13146-13156.
[6]CHANG C,WANG Y,FENG X. Indirect heat integration across plants using hot water circles[J]. Chinese Journal of Chemical Engineering,2015,23(6):992-997.
[7]SONG R,FENG X,WANG Y. Feasible heat recovery of interplant heat integration between two plantsviaan intermediate medium analyzed by Interplant Shifted Composite Curves[J]. Applied Thermal Engineering,2016,94:90-98.
[8]WANG Y,FENG X,CHU K H. Trade-off between energy and distance related costs for different connection patterns in heat integration across plants[J]. Applied Thermal Engineering,2014,70(1):857-866.
A serial-parallel combined connection pattern for indirect heat integration among three plants based on maximum heat recovery
SONG Runrun1,WANG Yufei1,FENG Xiao2
(1State Key Laboratory of Heavy Oil Processing,China University of Petroleum-Beijing,Beijing 102249,China;
2School of Chemical Engineering and Technology,Xi’an Jiaotong University,Xi’an 710049,Shaanxi,China)
More opportunity to utilize the waste heat in several plants can be brought by indirect interplant heat integration through an intermediate medium. The connection patterns of intermediate medium circles concern the maximum heat recovery potential and investment costs. The three basic connection patterns of intermediate medium circles are serial,split,and parallel,respectively. Based on these patterns,a serial-parallel combined connection pattern was presented in this paper. Furthermore,the interplant shifted composite curves and intermediate medium curves of this pattern were also illustrated. Results of a case study showed that,the serial-parallel combined connection pattern can recover more heat than the serial and spilt patterns. Its maximum heat recovery potential even approaches to that of the parallel pattern,which can always recover the most heat among the three basic connection patterns. The pipe costs of intermediate medium circles vary with the distances between plants. A proper connection pattern should be selected according to the characteristics of distances between plants.
interplant heat integration;intermediate medium;connection pattern
TQ021.8
A
1000–6613(2017)04–1529–05
10.16085/j.issn.1000-6613.2017.04.049
2016-09-05;修改稿日期:2016-09-18。
国家重点基础研究发展计划(2012CB720500)及国家自然科学基金(21476256)项目。
宋润润(1989—),男,博士研究生,研究方向为多厂热集成。E-mail:songrunrun@gmail.com。联系人:冯霄,教授,博士生导师,研究方向为化工系统工程。E-mail:xfeng@cup.edu.cn。
猜你喜欢
社会科学战线(2022年3期)2022-06-15 02:43:58
广东通信技术(2021年9期)2021-10-12 16:03:58
煤气与热力(2021年3期)2021-06-09 06:16:20
安庆师范大学学报(自然科学版)(2021年1期)2021-03-14 12:26:18
金属加工(热加工)(2020年12期)2020-02-06 05:59:14
泰山学院学报(2018年6期)2018-12-18 03:22:56
电子制作(2017年19期)2017-02-02 07:08:31
上饶师范学院学报(2016年3期)2016-08-02 10:50:50
焊接(2015年8期)2015-07-18 10:59:13
中国工程咨询(2015年2期)2015-02-14 02:59:14