消失模铸造国内专利技术综述
2017-03-31 09:47周静刘娇姣毛秀
科学与财富 2016年30期
周静 刘娇姣 毛秀


摘要:消失模铸造技术是一种先进的精密铸造技术,本文对国内消失模铸造技术发展路线进行了分析研究,另外,分析了防止消失模铸造过程中增碳问题的一些方法。
关键词:消失模;铸造;发明;专利
引言
消失模铸造技术是一种近无余量、精确成型的新技术,它是采用泡沫塑料制成与零件结构和尺寸完全一样的实型模样,经浸涂耐火粘结涂料,烘干后进行干砂造型,振动紧实,然后浇入金属液使模样受热气化消失,从而得到与模样形状一致的金属零件的精密铸造方法。与其他铸造工艺相比,消失模铸造基本上不用型芯,简化了工序,缩短了生产周期,不用脱模、修型和合箱等,减轻了劳动强度,改善了操作条件,没有分型面,提高了铸件的尺寸精度,减少了机加工量。
1.消失模铸造工艺发展
目前,广泛应用的负压消失模铸造是把涂有耐火材料涂层的泡沫塑料模样放入砂箱,模样四周用干砂充填紧实,然后在砂箱上铺上塑料薄膜密封,通过真空泵抽气使铸型内外因压力差而使型砂紧实,浇注时高温金属液使其热解“消失”,并占据泡沫塑料模所推出的空间而最终获得铸件,如图1所示。
在发展过程中,逐渐出现了消失模铸造压力凝固技术、空壳消失模铸造技术、反重力消失模铸造技术、振动消失模技术、真空负压吸注消失模铸造技术等不同的消失模铸造形式。
1.1消失模铸造压力凝固技术
1990年法国皮奇尼铝公司、皮奇尼铅公司(申请号:CN90108175、CN90108176、CN90108707)就加压凝固消失模铸造技术申请了发明专利。其技术方案为,当金属全部充满型腔,且大部分气化物已经排出时,给铸型施加一个增加速率的压力,由于穿过型砂时载荷的损失,在熔融金属和型砂交界面上会迅速暂时形成过压,然后进行减压,再保持压力恒定不变,直至完全凝固,可以用于铝合金消失模铸造。
2008年华中科技大学的樊自田等对铝合金或镁合金消失模铸造加压凝固方法及装置进行了专利申请(申请号:CN200810197390),其是在浇入合金溶液后,对砂箱进行密封,向砂箱通入压力为0.1MPa-1.2MPa的压缩气体,充气速率0.002MPa/s-0.1MPa/s、压力保持时间为0.3min-30min,金属液在气压下凝固,加压凝固的装置如下图2所示。
在凝固的熔融铝合金金属液上施加一定的压力,能够减少针孔,提高铸件密度,改善铸件力学性能,消失模铸造中铝镁合金金属液凝固散热慢,热梯度小,凝固时间长,容易析出形成针孔,产生缩孔、缩松,压力凝固技术能消除铝合金或镁合金消失模铸件的这些缺陷,能够提高铸件质量,改善机械性能,扩大铝合金或镁合金消失模铸造的应用。
1.2空壳消失模铸造技术
空壳消失模铸造技术是在浇注金属前先将泡塑模型进行去除。1994年秦升益(申请号:CN94108041)采用湿态覆膜砂填箱充实,随后将其放入烘箱内加热烘烤,泡沫塑料受热气化,湿态覆膜砂受熱固化形成坚硬的热固性壳体,即壳状铸型,再将金属液浇入其内,形成所需铸件。该方法铸件尺寸精度高,表面光洁,环境污染小,壳型可以长期存放。
2003年魏靖奇(申请号:CN200310103188.4)、2008年安徽应流铸业有限公司(申请号:CN200810007693.1)、2010年桃江新兴管件有限公司(申请号:CN201010160650.4)在将消失模上涂料后,将消失模放入窑内进行焙烧,制得高强度模壳,再浇入金属,进行铸造。
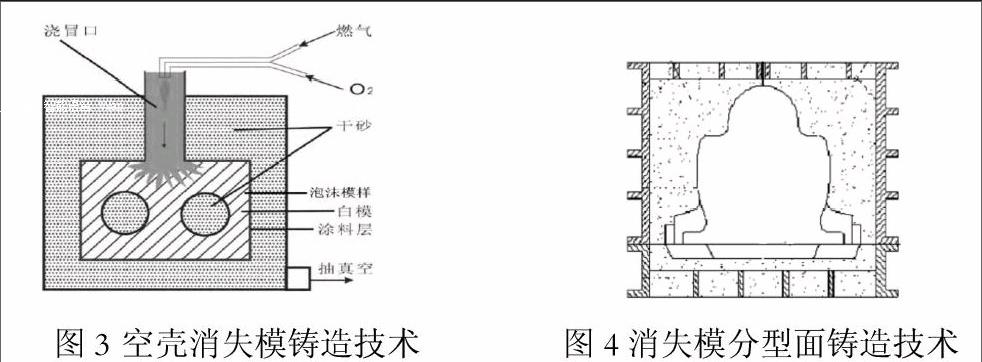
2009年侯马市模范机械制造有限公司(申请号:CN200810147464.X,CN200910075632.3)、2009年宁波通达精密铸造有限公司(申请号:CN200910095699)、2010年姚会元(申请号:CN201010224603.1)、2012邯郸慧桥复合材料科技有限公司(申请号:CN201210283983)等申请了一种消失模空壳精密铸造方法,如图3所示,其为用喷灯或氧气,将EPS模型烧掉,或用感
应加热气化EPS模型,留下空壳后立即进行浇注。
2011年大连交通大学(申请号:CN201110325864)、2013年岳阳凯达精铸制造有限公司(申请号:CN201310184202)申请了一种绿色消失模铸造工艺,其为浇注之前采用加热法消泡缩容去除发泡模,不让发泡模在浇注过程中气化消失,而是让它消泡缩容,以便回收利用,不排放污染气体,从而达到绿色环保的目的。
2011年长沙楚顺置业有限责任公司提出(申请号:CN201110133492),不烧掉消失模泡塑模样,而是采用分型面,如图4所示,在放入泡塑模样,填入砂成型后,开箱,将模样取出,该方法不会产生大量有害气体和熔渣,提高了铸件的内外表面的质量。
空壳消失模铸造技术在浇注前脱去了泡沫模样,可以解决普通消失模铸造气孔、夹杂等缺陷,还可以防止产生碳缺陷,减少了铸件表面的碳含量,避免铸造过程中增碳的技术障碍。
1.3反重力消失模技术
2002年华中科技大学樊自田等(申请号:CN02115638)、2013年青岛五洋铸机有限公司(申请号:CN201310492881)申请了一种反重力消失模铸造技术,反重力铸造是一种利用压力差反重力地浇注液态金属的方法,如图5所示。将熔化精炼后的镁、铝合金金属液,送入浇注炉内保温待浇,浇注炉内通入可控压力的惰性气体,在其压力作用下使镁、铝合金金属液由砂箱底部进入,将消失模铸造模样气化,冷却凝固后形成镁、铝合金铸件。
反重力消失模铸造技术,液态合金在可控的压力下进行补缩凝固,提高了合金的充型能力,合金铸件的组织细密。
1.4振动消失模铸造技术
2007年华中科技大学樊自田等人公开了一种振动消失模铸造技术(申请号:CN200710168429),2010年刘玉满同样对振动消失模铸造进行了专利申请(申请号:CN201010241721.3、CN201110356451.5),在液态金属浇注步骤前、液态金属浇注步骤过程中及其凝固期间、或者液态金属浇注步骤后的凝固期间,采用振动电机振动的机械振动台,或者采用电磁振动或偏心振动的振动台,对装有泡沫模样和散砂的砂箱实施振动,如图6所示。
振动消失模铸造技术,边振动边进行浇注,其适合于铝合金、镁合金、铜合金等有色金属零件的消失模铸造,也适合于铸铁、铸钢等黑色金属零件的消失模铸造。采用该铸造方法可以细化消失模铸造铸件组织,能使其在凝固过程晶粒细化,气体充分排除,并使其晶界问的夹杂物碎化且弥散均匀分布,从而全面强化了铸件机械性能。
1.5真空负压吸注消失模铸造技术
2009年颜凤娟(申请号:CN200910182706)、2010年常州市博海铸件制造有限公司申请了(申请号:CN201010186667)一种真空负压消失模的吸注方法及装置,如图7所示。装模填砂后,开启控制装置以及负压装置,将吸注管的吸入端埋入浇注液中,持续对型腔及吸注管抽真空,容器内的金属溶液以一定的流速通过控制装置导入到浇道系统中,浇道系统及铸件模样受金属溶液热量汽化形成型腔,金属溶液充满型腔冷却后形成铸件。
采用本发明的方法能够以稳定的吸注速度进行吸注,并且在吸注过程中可以避免金属溶液与空气进行接触,防止了金属熔液氧化,提高铸件的品质质量。液态下的镁、铝合金与空气接触时极易氧化、吸气,易在铸件中形成大量的氧化杂物和气孔,本方法适合消失模铸造镁、铝合金。
1.6其他消失模铸造技术
消失模离心铸造技术。2001年北京仁创科技有限公司(申请号:CN01136608.7),2009年望城县日明特种铸造厂(申请号:CN200910044717.5)公开了一种将消失模铸造技术与离心铸造技术结合起来的消失模离心铸造工艺。采用消失模离心铸造,生产的铸件无气孔、疏松,尺寸精度和强度高,并且能够适应各种不同形状铸件的要求。
图7真空负压吸注消失模技术
2.避免增碳的方法
消失模铸造过程中,由于有消失模泡塑模样的热解产物,熔融金属液会吸收塑料模型在气化的过程中产生的碳,容易造成最终铸件中的碳水平上升,因此消失模铸造的铸件上容易产生增碳现象或形成碳残余,来自塑料模型的碳进入金属中后可能导致铸件的性能下降,因此,如何将碳残余减少到最少一直是消失模铸造工艺的巨大挑战。如前述所述,空壳消失模铸造技术能有效的控制消失模铸造过程中的增碳问题,另外,还有一些其他避免增碳的方法。
2004年黄刚(申请号:CN200410081316)申请了一种克服汽车曲轴箱铸件水道油道粘砂和碳黑缺陷的方法,其通过选用硅砂作为型砂,粒度为40-70号筛孔,型砂粒度的选择兼顾既能防止粘砂缺陷产生,又保证良好的透气性能,可以防止生热解夹杂物缺陷产生。
2005年蒋斌沅(申请号:CN200510032256)通过改型减量、排气减压和合理地设置浇注系统,来减少实型铸造中的碳的产生,改善碳的排出,来达到减少实型铸造中残余碳和碳钢铸件产生增碳现象的问题。
2008年沧州宏丰精密铸造有限公司(申请号:CN200810152356)通过采用氩氧炉将奥氏体不锈钢熔炼钢水含碳量降至0.015%以下,再应用消失模铸造技术,来减少增碳。
2012年徐州鹏举金鱼草工艺品有限公司(申请号:CN201210390023)公开了一种消除消失模铸铁件碳黑缺陷的装置,通过将聚苯乙烯發泡材料制作楔形排气集渣体,排气集渣体圆周面为渐变形曲面,曲面最细的部位在铸铁件的边沿处,利于毛刺清理。在渐变形曲面上粘接涂料涂层,排气集渣体安装在铸件最后凝固的部位,或者铸件结构较复杂、最容易阻碍残留物上浮的部位,浇铸时排气集渣体受热溶化形成的空间及时引导泡沫塑料模具气化后的大量气体排出,达到消除碳缺陷的目的。
2014年遵义金业机械铸造有限公司(CN201410323708)公开了一种消失模生产低碳铸件工艺方法,在浇铸过程中提前在500-550摄氏度温度下气化消失模,在消失模表面喷涂水溶性硅酸盐,水溶性硅酸盐涂层内表面能有效吸收消失模气化过程中的二氧化碳并对涂层起到硬化的作用,从而有效防止消失模在气化过程中产生的二氧化碳进入铸件。
2014年通用电气公司(申请号:CN201310098984)通过涂覆于所述泡沫模型上的耐火涂层,该耐火涂层包含可对所述泡沫模型的气化反应起催化作用的催化剂,催化剂能引发或加速泡塑模型的气化,而减少碳残余的形成,来实现防止铸件增碳的目的。
2014年山西模范机械制造有限公司(申请号:CN201410435845)通过在EPS或EPMMA料中拌入4-6%过氧化钙粉,将拌好过氧化钙粉的珠粒搅扮均匀,进行发泡后制得泡塑模样,来达到除碳的目的。
3总结
经过多年的发展,我国在消失模铸造工艺改进上作了众多的研究和分析,出现了消失模铸造压力凝固技术、真空负压吸注消失模铸造技术等形式多样的消失模铸造方法,也提出了多种解决消失模过程中增碳的问题的方法,目前,我国已经发展为消失模铸造生产的大国,但是,目前我国消失模铸造技术也存在着一些问题,未来将需要加速消失模铸造技术在铝镁合金等轻金属方面的应用,进一步提高消失模铸件的性能。
猜你喜欢
水运工程(2022年7期)2022-07-29
传感器世界(2019年4期)2019-06-26
中国洗涤用品工业(2019年4期)2019-05-11
科技创新与应用(2017年6期)2017-03-23
价值工程(2016年35期)2017-01-23
化学分析计量(2013年1期)2013-03-11
轴承(2010年2期)2010-04-04