基于机器视觉的零件尺寸测量系统设计
2017-03-27 21:24王保军
电子技术与软件工程 2017年4期
摘 要 设计了一套基于机器视觉的零件尺寸在线测量系统。完成了硬件设备的选型和平台的搭建;采用Matlab语言实现了图像处理算法;采用Matlab GUI完成了测量系统软件的设计。实验结果表明:测量系统的测量精度可以达到2um以下,满足零件尺寸在线检测要求,具有很好的应用前景。
【关键词】机器视觉 Matlab 图像处理 尺寸测量
在工业生产中,测量是进行质量管理的手段,是贯彻质量标准的技术保证。机械零件的尺寸检测作为产品加工的一个关键环节,其检测结果不仅影响产品的质量,而且对后续零件的再加工和装配产生决定性的作用。目前,常规的零件尺寸测量手段主要采用游标卡尺、激光测量仪和轮廓仪等完成检测环节。以上零件尺寸测量方法要么受测量工具限制,其测量精度有限;要么检测仪器过于昂贵且操作复杂,同时其准确率往往受人为因素的影响。
鉴于当前机器视觉技术的快速发展以及其在工业检测方面的成功应用,论文构想利用摄像机替代人眼,让计算机替代人脑,从而研制出一套针对零件常规尺寸的自动化測量系统。
1 系统概述
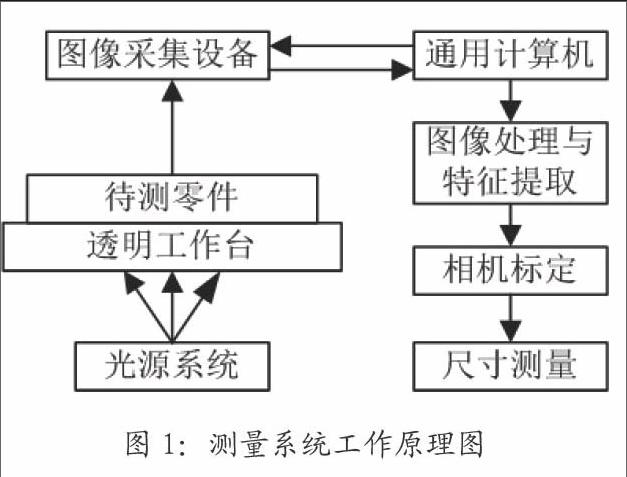
在充分遵循系统的完整性、可靠性、经济性和实时性等原则的基础上,本文设计出了一套基于机器视觉的零件常规尺寸测量系统。该测量系统主要由图像摄取、图像处理、图像特征提取和分析、图像常规尺寸测量和结果输出几部分组成。其工作原理图如图1所示。
2 硬件设计
基于机器视觉的零件常规尺寸测量系统的硬件主要包括:照明装置、摄像机、计算机和透明工作台。各部件的主要功能是:照明装置主要为零件图像采集提供合适的光照环境;摄像机用来采集零件数字图像并传送到计算机,然后保存为相应图片格式;计算机通过系统软件实现对零件图像的预处理、边界提取、特征提取、相机标定和常规尺寸计算;透明工作台用来承载被测零件。
3 算法设计
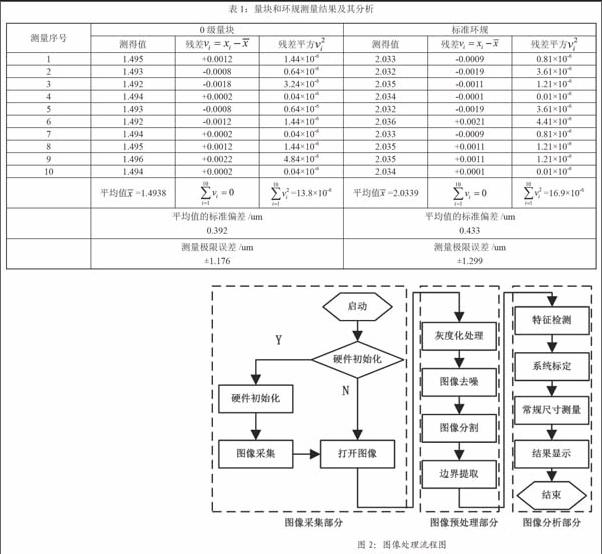
图像处理算法对机器视觉测量系统会产生决定性的影响。为了能满足零件尺寸测量的要求,针对零件产品图像的特点,我们设计了一套合理的图像处理算法流程。其流程图如图2所示。
首先对获取的零件图像进行预处理,包括图像灰度化、图像去噪、图像分割和边界提取;然后提取零件的几何特征;最后通过对系统的标定,实现了零件图像常规尺寸的测量和结果显示。
3.1 图像预处理
3.1.1 图像灰度化
经过摄像机采集到的零件图像是24位真彩色RGB图像,该图像中的每个像素由R、G、B三个分量决定,而灰度图像的每个像素由一个值确定。为了减少后续操作过程中的计算量,需要对采集到的零件图像进行灰度化处理。
3.1.2 图像去噪
采集系统获取的待检零件图像由于受照明程度、环境温度、电源变化、电磁辐射和振动等随机因素的干扰,图像会包含大量的噪声,表现为图像模糊、失真和大量斑点等。为了消除和抑制噪声对零件图像后续处理的影响,必须对图像进行滤波处理。由于中值滤波既能消除噪声又能保持图像的细节,符合本系统检测的需求。
3.1.3 图像分割
在所采集到的零件图像中,我们只对零件区域本身感兴趣,对于图像中的其他要素则要尽量消除。图像分割就是指把图像分成各具特性的区域,并提取出感兴趣目标的技术和过程。经过大量的实验验证,本文采用迭代阈值分割法实现对零件图像的分割,达到了预期的处理效果。
3.1.4 边界提取
轮廓是对物体形状的有力描述,对图像分析和识别十分有用,而通过边界提取算法就可以得到物体的边界轮廓。目标图像边界提取的方法很多,主要包括链码表示法、标记图法以及多边形近似法等。论文采用8连通链码法对待测零件进行了边界提取,为后续零件尺寸的检测奠定了很好的基础。
3.2 图像分析
3.2.1 特征检测
要测量零件的尺寸,首先应该检测出零件所包含的直线和圆等基本的几何特征。目前常用的几何特征检测方法有Hough变换法、拟合法和模板匹配法等。本文采用最小二乘法实现了对直线和圆的拟合,其拟合具体过程如下:
(1)采用最小二乘法实现对直线的拟合。
(2)采用最小二乘法实现对圆和圆弧的拟合。
采用最小二乘法对圆和圆弧的拟合过程与直线的拟合求解过程类似。设所求拟合圆的方程为:。根据最小二乘法应满足的条件,可以求出拟合圆的三个参数:u、v和r。
这样,通过基于最小二乘法的直线和圆拟合方法,可以顺利检测到直线和圆弧几何特征,为后续零件尺寸的测量奠定了基础。
3.2.2 系统的标定
相机拍摄到的图像是以像素为单位的,要得到待检零件的实际尺寸,需要将像素尺寸转换为长度尺寸,这个过程称为系统的标定。本文使用0级精度量块,采用二次标定法实现了对系统的标定过程。被测零件的实际尺寸L与像素尺寸N之间应满足如下关系式:L=KN+b
式中,b为系统误差,K为标定系数;
在摄像机固定的情况下,求取参数K和b值的具体步骤如下:
(1)在被测位置放置一长度为L1的标准量块;
(2)对标准量块进行扫描、处理,得到对应的像素尺寸N1;
(3)在被测位置放置另一长度为L2的标准量块,重复步骤2,得到对应像素尺寸N2;
(4)求取参数值:
4 软件设计
本着稳定、可靠、合理、高效、简洁和易于操作的原则,我们采用面向对象的Matlab程序语言,实现了基于Matlab GUI的测量系统软件的设计。
本测量系统软件主要包括用户登录模块、文件管理模块、图像处理模块、参数设置模块、数据浏览模块和帮助模块等。其中,用户登录模块可以完成用户的注册、登陆、密码修改和账号管理;文件管理模块主要包括待测零件图像的打开、关闭和保存等功能;图像处理模块不仅包含文中所涉及到的算法,还增加了其他算法功能;参数设置模块可以实现对摄像机、零件和图像参数的设置;数据浏览模块可以完成对实时数据、历史数据和操作记录的查看;软件帮助模块主要用来说明软件的使用和系统的更新问题。
5 实验结果
为了验证测量系统的适应性、稳定性和可靠性,本文选用工作面距离为1.49mm的0级量块和直径为2.03mm的标准环规对系统进行了可靠性测试。实验的测量结果如表1所示。
采用概率与数理统计的方法对测量结果进行了处理。由处理结果可以看到,采用本测量系统,其测量精度可以达到微米级,可以满足在线实时测量的需要。
6 结论
作者设计了一套基于机器视觉的零件几何尺寸在线检测系统,克服当前人工检测的不足,提高了产品的检测精度。同时,完成了系统硬件、软件和图像处理算法的设计。实验结果表明:该测量系统的测量精度可以达到2um以下,满足零件尺寸非接触在线测量要求,具有很好的应用前景。
参考文献
[1]王保军.基于机器视觉的药瓶封装缺陷检测系统研究[D].沈阳:东北大学(硕士学位论文),2014.
[2]李岩,花国梁.精密测量技术[M].北京:中国计量出版社,2001.
[3]章毓晋.图像工程(上册)——图像处理和分析[M].北京:清华大学出版社,1999,5-120.
[4]张铮,王艳平,薛桂香.数字图像处理与机器视觉[M].北京:人民邮电出版社,2012(12):63-160.
作者简介
王保军(1988-),男,山西省忻州市人。硕士研究生学历。现为山西机电职业技术学院助理讲师。主要研究方向为基于机器视觉的零件在线检测。
作者单位
山西机电职业技术学院 山西省长治市 046000
猜你喜欢
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年18期)2018-11-14
电子测试(2018年6期)2018-05-09
电子测试(2017年11期)2017-12-15
科教导刊(2016年25期)2016-11-15
电气化铁道(2016年4期)2016-04-16
河南科技(2014年1期)2014-02-27