探讨数控加工切削参数
2017-03-24 21:09陈凯
中国科技纵横 2017年2期
陈凯
摘 要:数控加工,是指在数控机床上进行零件加工的一种工艺方法,它是解决零件品种多变、批量小、形状复杂、精度高等问题和实现高效化和自动化加工的有效途径。工业生产技术水平的不断提升,数控加工技术得到了普遍的应用,在这一过程中,对数控加工切削参数进行优化调整,对于提升数控加工质量和效率来说,发挥了十分重要的作用。
关键词:数控加工;切削参数;优化分析
中图分类号:TG659 文献标识码:A 文章编号:1671-2064(2017)02-0069-01
制造业的快速发展,要求技术手段不断提升,这使得数控加工技术得到了快速的发展和应用。数控加工技术需要对切削参数进行把握,并能够结合实际生产情况,对切削参数进行优化,以提升生产效率和生产质量。数控加工切削参数优化,考虑到了几何形状零件的特征,对相关算法进行优化,保证切削参数应用更加合理。
1 数控加工切削参数
数控加工技术对切削参数的选择,主要考虑到了切削加工的实际情况,通过对切削参数进行合理选择,能够保证切削加工具有较高的效率和质量。制造业加工过程中,切削加工主要针对于复杂的几何形状零件,切削参数设计考虑到了切削加工的速度、宽度、背吃刀量、进给量等相关指标。数控加工技术效果的发挥,与切削参数有着密切的关联性。切削加工参数关系到了企业的生产力和生产水平,决定了制造业在日益激烈的市场竞争中,能否把握竞争优势,使自身获得更加长远的发展和进步。
2 数控加工切削参数算法分析
数控加工切削参数的选择,本文主要介绍了遗传算法在切削参数选择中的应用。遗传算法由John H.Holland提出,该算法具有通用性,并且在实际计算过程中,算法较为简便,能够针对于实际情况,对复杂的问题进行有效求解。遗传算法主要由生物学原理演变而来,结合了生物进化论,对促进事物发展的因素进行把握[1]。遗传算法在应用于数控加工切削参数选择时,具体步骤如下:
(1)编码:利用遗传算法过程中,需要对变量进行编码,并且将之设计为具有一定长度的字符。(2)初始群体生成:初始群体生成主要通过变量编码产生,并且构成一个群体,之后对初始字符串进行迭代。(3)适应值计算:利用适应性函数,对初始群体的适应值进行计算,并对符合条件的个体进行选择[2]。(4)交叉:对选中的个体利用字符段进行交换,生成两个新个体。(5)变异:新个体产生变异,并且其字符串也会发生相应的改变。(6)收敛判断:根据变异结果对其是否收敛进行判断,并以收敛的字符串为最优结果。若是不收敛,则从第(3)步进行重复,直到收敛为止。
3 数控加工切削参数优化
3.1 模型目标函数
数控加工切削参数优化,其目标在于满足生存效率最大化的发展目标,在这一过程中,需要对切削加工参数优化数学模型进行利用。以最大生产效率为目标,其目标函数为:,。数学函数式中,tm表示为工序的切削时间,tc表示换刀时间,th为刀具磨损后的换刀时间,tot表示辅助时间,D为刀具直径,L为切削长度,Z为刀具齿数。同时,模型目标函数应用时,需要对其约束条件进行考虑[3]。
(1)切削速度约束条件:;
(2)进给量约束条件:;
(3)零件粗糙度要求:。
约束条件的限制,是为了满足遗传算法对最优解获取的关键。遗传算法应用于切削参数当中,会根据优化参数{x}对群体适应值进行分析,并在区域范围[minxi,maxxi]中对满足约束条件的个体进行编码,在这一范围内对最优个体进行选择,以满足优化需要。
3.2 参数优化分析
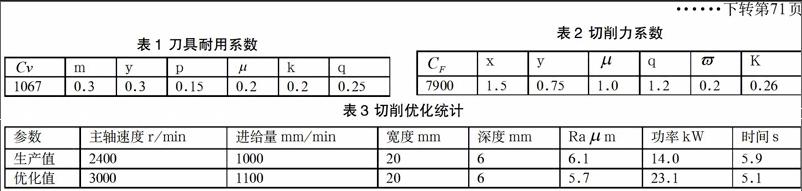
假设机床T-35的额定功率P=30kW,主轴转速为n=20-4000r/min,进给速度为=15200mm/min;切削材料为7045-T7451(铝合金);刀具型号为JABRO SP SMG X24 JH420;加工要求为粗糙度为6.4,外形Ra=3.2,长度为1000mm[4]。在实际加工过程中,需要对刀具耐用系数、切削力系数予以把握,具体内容我们可以从表1和表2中看出。
在对切削参数优化过程中,结合刀具耐用系数和切削力系数,利用遗传算法,群体的大小为100,交叉概率为0.8,变异概率为0.1,优化后的结果如表3所示。
结合表3来看,通过切削参数优化,主轴速度由原来的2400r/min优化到了3000r/min,进给量优化值为1100mm/min,Ra为5.7μm,功率提升到了23.1kW,切削时间降低了0.8s。通过对切削参数优化,提高了切削速度,使零件加工效率得到了有效提升,例如当生产20万件零件时,减少切削时间6222小时。
4 结语
基于遗传算法的数控加工切削参数优化,注重对原有的数控切削加工方法进行优化,从而保证切削加工生产效率得到提升,使企业能夠降低生产时间,使其在市场竞争中保持较大的竞争优势。切削参数优化,要注重在主轴速度、进给量、功率、Ra、时间等方面进行考虑,保证参数优化与实际生产进行紧密结合。
参考文献:
[1]龚肖新,芮延年.模具数控加工切削参数优化方案模糊综合评价[J].机械设计与制造,2010,08:242-244.
[2]李尧,刘强,张伟.面向制造服务的数控切削数据库系统[J].计算机集成制造系统,2014,09:2221-2230.
[3]祁琦.数控加工切削参数优化的研究[J].现代制造技术与装备,2016,05:40-42.
[4]欧敏.分析数控加工工艺决策与切削参数规范化[J].煤炭技术,2013,04:21-22.