
降低湿法磷酸中过量硫酸的研究
2017-03-09 02:27马海生李义海王晓松
肥料与健康 2017年6期
马海生,李义海,王晓松
(秦皇岛华瀛磷酸有限公司 河北秦皇岛 066000)
在湿法磷酸的生产过程中,为获得较好的硫酸钙结晶,一般要求硫酸过量[1- 2],且随着原料磷矿的贫化,反应所需的适宜硫酸浓度有升高的趋势。秦皇岛华瀛磷酸有限公司现有90 kt/a(以P2O5计)磷酸、100 kt/a磷酸二铵和100 kt/a磷酸一铵生产装置各1套,生产的质量分数46%~48%(以P2O5计)浓磷酸中通常含质量分数2.8%~3.2%的SO3(折合H2SO4质量分数 3.4%~3.9%)。较高的硫酸含量不仅影响磷酸一铵、磷酸二铵等肥料的总养分含量、增大工艺控制难度,而且造成了成本的增加和资源的浪费。因此,除去湿法磷酸中的过量硫酸十分必要。
1 脱硫工艺
1.1 脱硫原理
磷矿石的主要化学成分为Ca5F(PO4)3,在二水法生产条件下可与硫酸反应生成磷酸、二水硫酸钙晶体以及氟化氢,反应方程式为:
Ca5F(PO4)3+5H2SO4+2H2O→5CaSO4·2H2O↓+3H3PO4+HF↑
(1)
利用此反应原理,可向稀磷酸溶液中添加一定量的磷矿(矿粉、矿浆等),以回收利用稀磷酸中的硫酸。
1.2 工艺流程
来自过滤系统的稀磷酸和磷矿粉(或矿浆)加入脱硫槽中搅拌反应,经过一定停留时间后,混合料浆泵送至沉降室自由沉降,反应生成的尾气引至尾气吸收系统。
沉降室中沉降下来的淤渣自底部排入淤渣槽,上清液溢流至稀酸贮槽作为浓缩系统给料。淤渣槽中的料浆一部分输送至脱硫槽使未反应的矿粉及磷酸盐继续参与脱硫反应,其余部分输送至反应系统或普钙生产车间。脱硫工艺流程如图1所示。
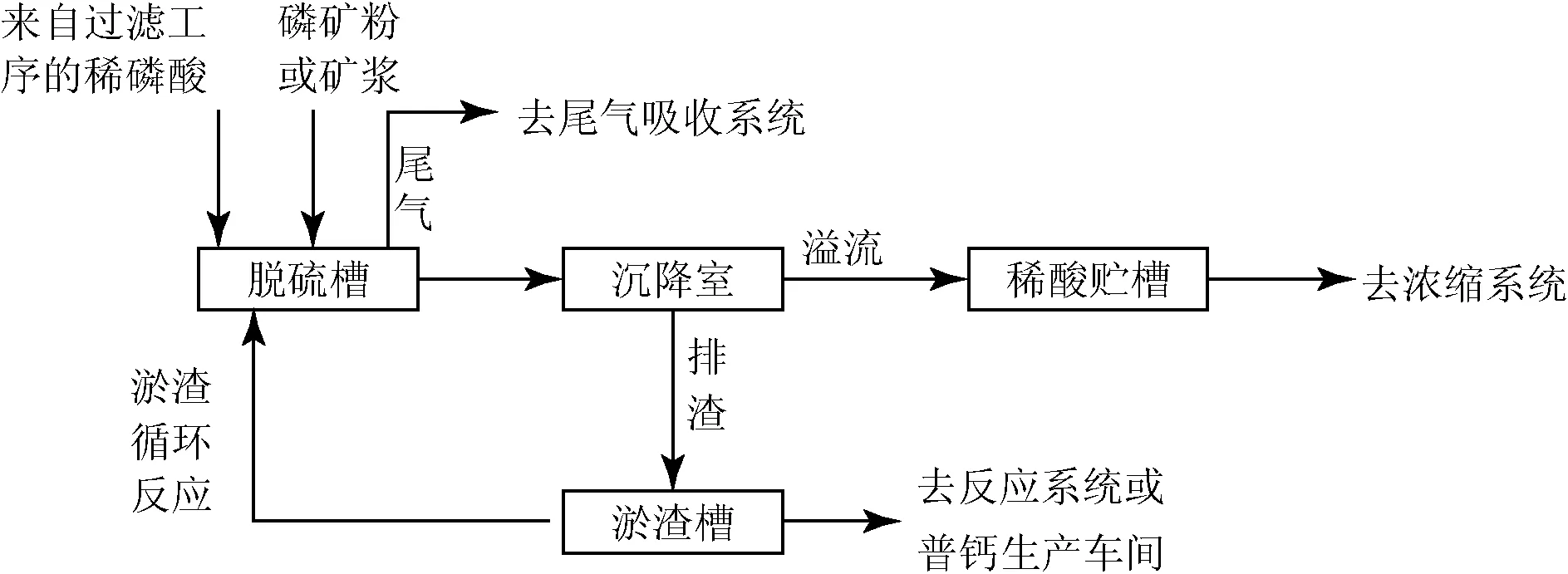
图1 脱硫工艺流程
2 试验部分
2.1 原料组成
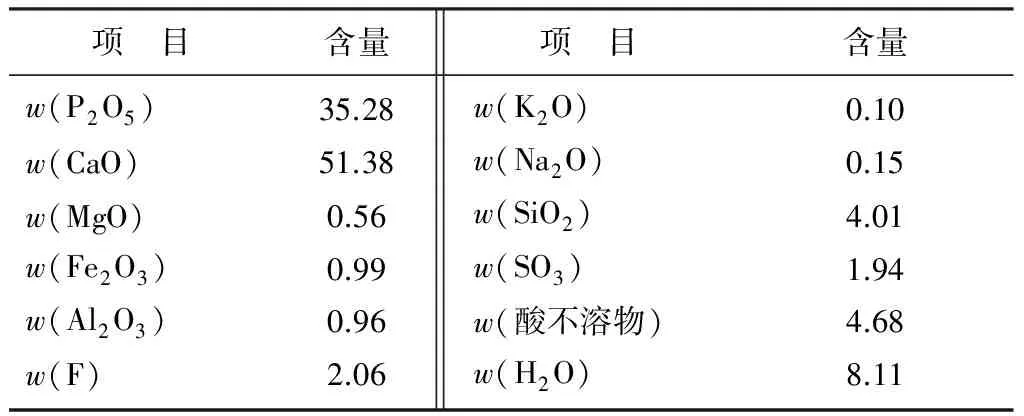
试验用稀磷酸由秦皇岛华瀛磷酸有限公司采用二水法工艺生产;原料磷矿粉为矾山磷矿,其组成如表1所示。
表1 原料磷矿粉主要组成 %
2.2 试验方法
取来自过滤系统的稀磷酸800 g于1 500 mL烧杯中并置于HX-HHSA4型恒温水浴锅68 ℃(过滤系统滤出的稀磷酸平均温度)水浴内,称取一定量的磷矿粉(或矿浆)加入烧杯中,在JJ- 1型电动搅拌器的搅拌下进行反应,反应一定时间后取样,采用滴定法分析SO3质量浓度并计算硫酸质量分数。
3 结果分析
首先研究了不同脱硫剂的脱硫效果;然后选取适宜的脱硫剂,分析了该脱硫剂的反应时间、加入量对脱硫效果的影响,并分析了脱硫后稀磷酸溶液中固体颗粒的沉降效果。
3.1 不同脱硫剂对脱硫效果的影响
分析了湿磷矿粉(A组)、用去离子水将湿磷矿粉配成含固60%(质量分数,下同)矿浆(B组)和用稀磷酸将湿磷矿粉配成含固60%矿浆(C组)3种脱硫剂在磷矿粉添加质量分数分别为1%和2%(均折成干磷矿粉,下同)时的脱硫效果,结果如图2所示。试验用稀磷酸溶液含硫酸初始质量分数分别为2.69%(磷矿粉添加质量分数1%)和2.59%(磷矿粉添加质量分数2%)。
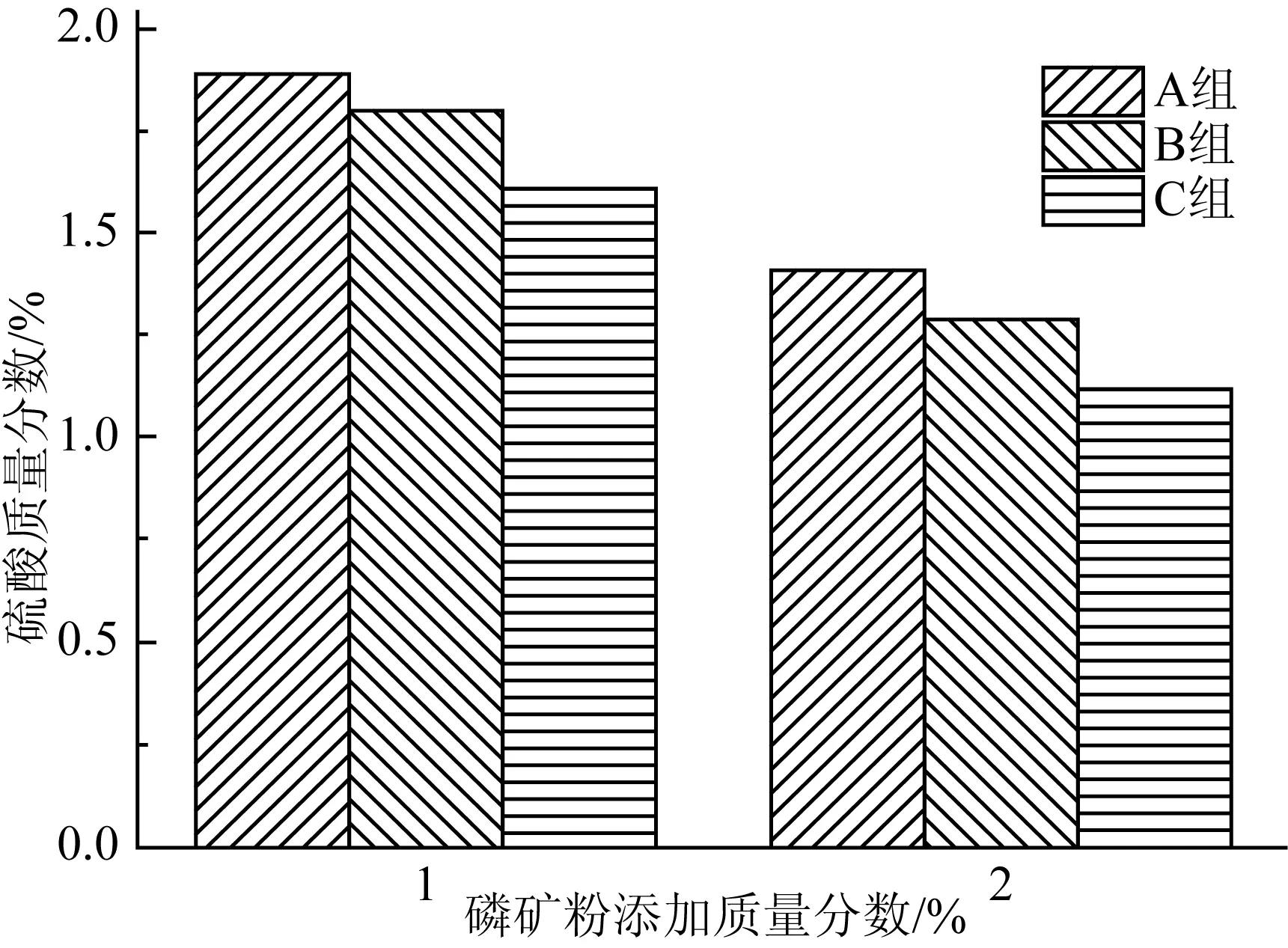
图2 不同脱硫剂对脱硫效果的影响
由图2可知:当以湿磷矿粉作为脱硫剂的脱硫效果最差,而用稀磷酸将磷矿粉配成含固60%矿浆的脱硫效果最好;与湿磷矿粉相比,使用去离子水将磷矿粉配成含固60%矿浆可使硫酸质量分数多下降10%~15%,使用稀磷酸将磷矿粉配成含固60%矿浆可使硫酸质量分数多下降25%~30%。用去离子水将磷矿粉配成含固60%矿浆作为脱硫剂时,不仅增加了配制及输送环节,而且影响了稀磷酸浓度;当用稀磷酸将磷矿粉配成含固60%矿浆作为脱硫剂时,需新增配制、输送及尾气吸收等环节,增加了能耗;而以湿磷矿粉作为脱硫剂时,虽然脱硫效果较差,但操作简单、所需设备少,而且若湿磷矿粉能循环使用,则其脱硫效果可以得到提升。综合来看,湿磷矿粉是较适宜的脱硫剂。
3.2 反应时间与脱硫效果的关系
研究了加入湿磷矿粉质量分数分别为1%,2%,3%和4%条件下反应时间与脱硫效果的关系,试验用稀磷酸溶液含硫酸初始质量分数为2.61%,反应每隔10 min取样分析并计算硫酸质量分数,试验结果如图3所示。
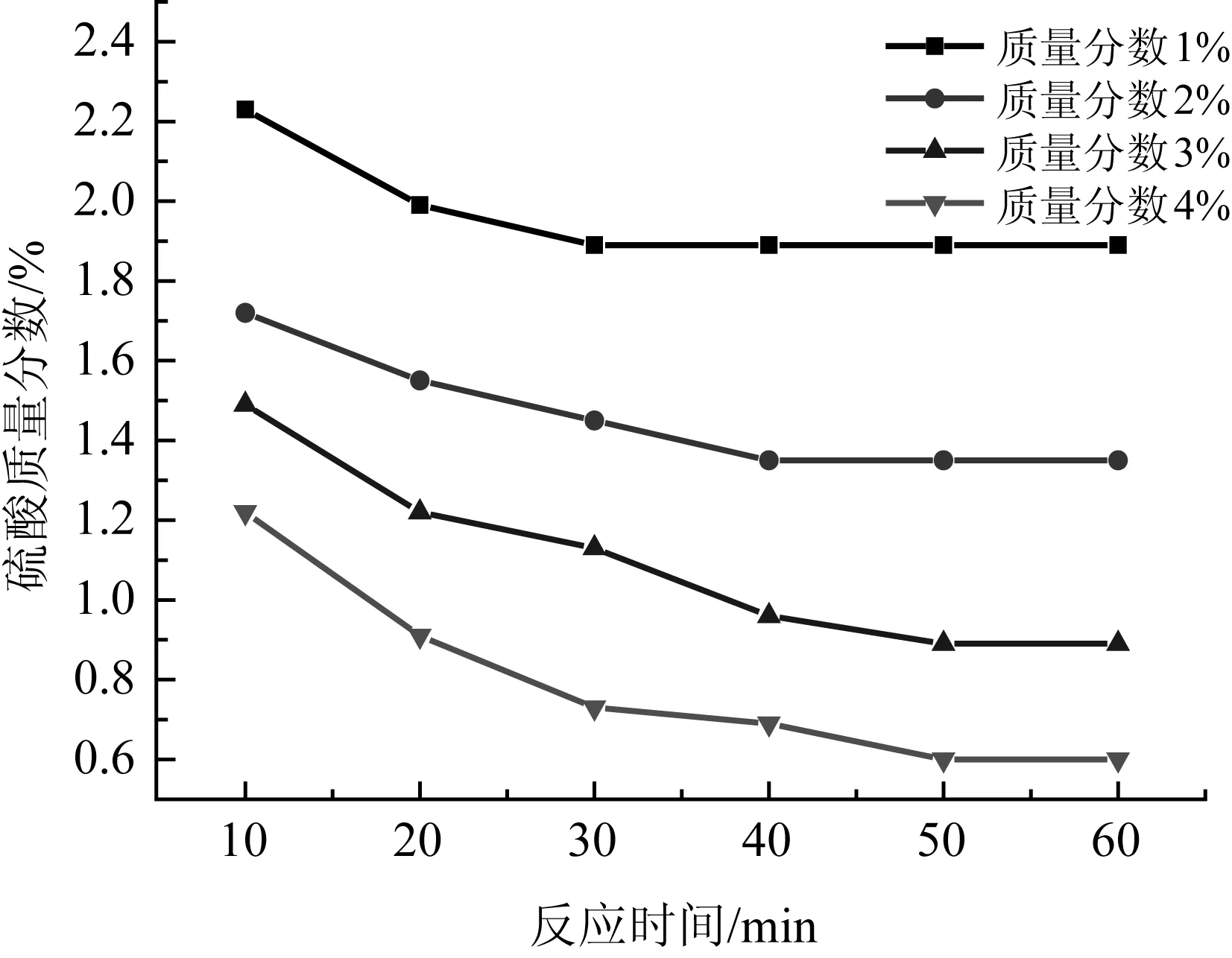
图3 不同湿磷矿粉加入量条件下反应时间与硫酸质量分数的关系
由图3可知:不同湿磷矿粉加入量下,在一定的时间范围内,随着反应时间的延长,硫酸质量分数逐渐降低;当湿磷矿粉加入质量分数为1%时,反应30 min后,硫酸质量分数不再降低;当湿磷矿粉加入质量分数为2%时,反应40 min后,硫酸质量分数不再降低;当湿磷矿粉加入质量分数在3%~4%时,反应50 min后,硫酸质量分数不再降低,反应已基本结束。
3.3 湿磷矿粉加入量对脱硫效果的影响
试验共设9组,湿磷矿粉加入质量分数以0.5%为梯度,由0.5%均匀增加至4.5%,试验用稀磷酸溶液含硫酸初始质量分数均为2.62%。根据3.2的试验结果,脱硫反应至相应的结束时间后取样分析并计算硫酸质量分数,试验结果如图4所示。
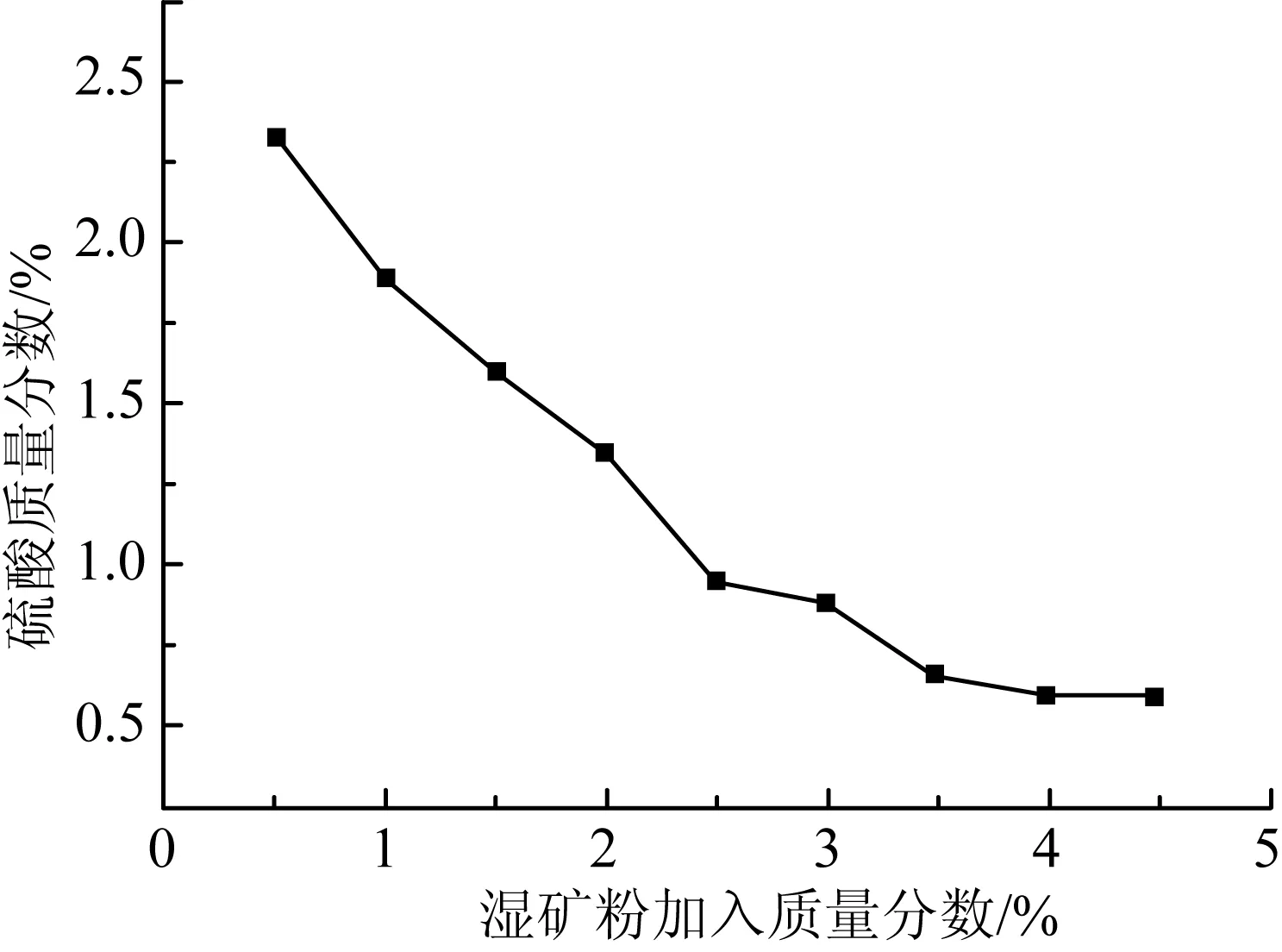
图4 湿磷矿粉加入量与硫酸质量分数的关系
由图4可知,随着湿磷矿粉加入量的增加,硫酸质量分数逐渐降低,最低可达0.59%。在脱硫过程中发现,反应后的烧杯底部有硫酸钙、磷酸盐以及未反应完全的磷矿粉混合沉淀物。根据反应前后硫酸质量分数差值反推,有20%~30%的磷矿粉未能与硫酸反应,且磷矿粉加入量越多,未能与硫酸反应的矿量比例也越大。反应后的沉淀物含有一定量的磷资源,需加以回收利用。对于秦皇岛华瀛磷酸有限公司,此部分沉淀物既可输送至反应槽回收利用,也可经压滤后用于普通过磷酸钙的生产。
3.4 脱硫后稀磷酸溶液中固体颗粒的沉降效果
使用磷矿回收稀磷酸中的硫酸,反应过程中会生成一定量的沉淀,一些细小的颗粒悬浮于溶液中,会对浓缩系统产生影响,因此需充分沉降。试验分析了脱硫后的稀磷酸溶液在不同沉降时间下的固含量变化情况,试验用稀磷酸溶液含硫酸
初始质量分数2.61%、含固质量分数0.13%,湿磷矿粉加入质量分数为2.5%,反应50 min后于室温下在烧杯中自由沉降。由表2可知,脱硫后的稀磷酸溶液需沉降2 h以上,以减轻对浓缩系统的影响。
表2 脱硫后稀磷酸溶液沉降试验结果
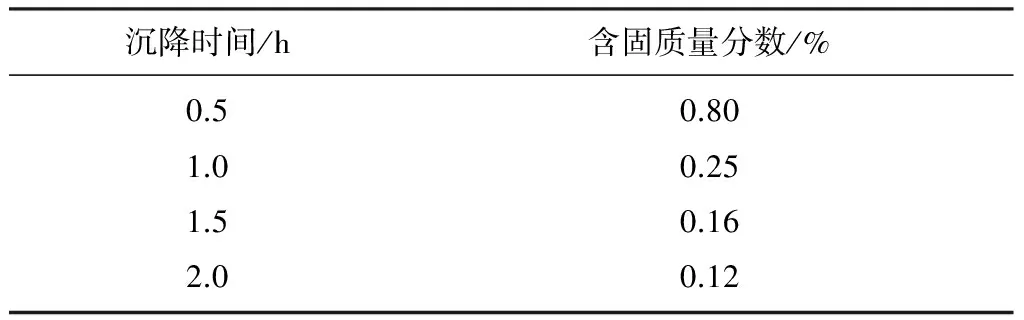
沉降时间/h含固质量分数/%0.50.801.00.251.50.162.00.12
4 结语
采用湿法磷酸工艺生产的磷酸中含有一定量的硫酸,不仅难以使用此磷酸生产磷酸一铵等肥料、增加生产控制难度,而且导致生产成本的增加和硫资源的浪费。通过向稀磷酸溶液中添加磷矿粉,利用磷矿粉与硫酸的反应,不仅可回收硫酸、改善磷酸品质,而且可以适当提高磷酸浓度、降低生产成本。通过对不同脱硫剂、反应时间、脱硫剂加入量对脱硫效果的影响试验并分析了脱硫后溶液中固体颗粒的沉降效果,得出以下结论:
(1) 用稀磷酸将磷矿粉配成含固60%的矿浆作为脱硫剂的脱硫效果最好,但经综合分析,以湿磷矿粉作为脱硫剂比较适合现有的生产工艺;
(2) 以湿磷矿粉作为脱硫剂时,当其添加质量分数≤4%时,50 min内反应基本完成;
(3) 随着湿磷矿粉加入量的增加,稀磷酸中硫酸质量分数逐渐降低,最低可达0.59%,此时湿磷矿粉的添加质量分数为4%;
(4) 脱硫后的稀磷酸溶液于室温下自由沉降2 h,上清液含固质量分数可降至0.12%;
(5) 根据试验结果所设计的脱硫工艺流程可实现稀磷酸溶液的连续脱硫。
[1] 吴佩之.湿法磷酸[M].北京:化学工业出版社,1987.
[2] ABDEL- AAL E A, RASHAD M M, EL-SHALL H. Crystallization of calcium sulfate dihydrate at different supersaturation ratios and different free sulfate concentrations[J]. Crystal Research and Technology,2004(4):313- 321.
[3] 黄燕,傅亚男,胡健,等.湿法磷酸的脱硫研究[J].贵州工业大学学报(自然科学版),2001(3):68- 74.
[4] 孙志岩.净化湿法磷酸产品中硫含量偏高的原因分析及对策[J].现代化工,2006(9):55- 56,58.
猜你喜欢
安徽冶金科技职业学院学报(2022年4期)2023-01-11
材料与冶金学报(2022年2期)2022-08-10
工程技术与管理(2022年2期)2022-03-04
湖南有色金属(2021年5期)2021-10-23
矿山机械(2020年11期)2020-11-25
矿冶(2020年4期)2020-08-22
中国化肥信息(2019年12期)2020-01-16
建材发展导向(2019年10期)2019-08-24
中国化肥信息(2018年6期)2018-08-23
中国化肥信息(2018年4期)2018-08-23
