
浅谈立达RSB-D45C并条机的自调匀整及应用体会
2017-03-04 05:24刘玉丽
纺织报告 2017年1期
刘玉丽
(石家庄常山纺织股份有限公司恒盛纱厂,河北石家庄 050800)
浅谈立达RSB-D45C并条机的自调匀整及应用体会
刘玉丽
(石家庄常山纺织股份有限公司恒盛纱厂,河北石家庄 050800)
RSB-D45C并条机是瑞士立达公司最新款带自调匀整的并条机,采用触摸屏和液晶显示屏,带有自动调匀功能及全面的数据统计功能,自动化程度高。RSB-D45C并条机针对不同产品需要设置不同的匀整参数,本文简要介绍RSB-D45C并条机自调匀整的工作原理,总结了该设备在实际生产过程中合适的调整匀整参数和实际操作过程中使用自调匀整功能应该注意的问题。
自调匀整;匀整点;匀整强度;并条机
RSB-D45C并条机是瑞士立达公司最新款带自调匀整的并条机,它继承了立达公司自1983年推出的首款自调匀整并条机以来的所有优点,加上最新高科技技术手段的应用,使这款并条机的功能达到前所未有的高度,已成为立达公司将机械制造技术和高科技应用技术完美结合的产品。本文简要介绍RSB-D45C并条机自调匀整的工作原理,总结了该设备在实际生产过程中合适的调整匀整参数和使用自调匀整功能应该注意的问题。
1 自调匀整原理与作用
1.1 自调匀整原理
RSB-D45C并条机采用开环系统控制的方式自调匀整,通过检测喂入棉条粗细,设置记忆延迟,到棉条运行至牵伸变速点时,根据棉条粗细量改变牵伸倍数[1],具体程序如下:
(1)棉条通过一对凹凸罗拉;
(2)凹凸罗拉通过弹簧(80N)挤压棉条;
(3)凹凸罗拉中的凸罗拉是可移动的,当棉条重量发生变化时,该罗拉将从中心位置被推开,产生一偏移量;
(4)信号转换器B195将偏移量转换为电信号,并输送到中央处理器D295,中央处理器CPU做出反应,将信号输出给G90;
5)伺服驱动器G90将电信号经放大处理后给伺服电机M90;
6)伺服电机M90产生合适转速传至星形齿轮系;
7)星形齿轮系(来自主电机和伺服电机)产生的速度用于驱动中罗拉、后罗拉、检测罗拉和喂入罗拉。实现主牵伸区牵伸倍数的改变,补偿棉条喂入量的偏差[2];
8)前罗拉保持恒速由主电机驱动,以精确计算产量。
1.2 自调匀整作用
并条机的自调匀整系统是最核心的技术,是稳定和提高产品质量的关键[3]。普通并条机控制棉条重量偏差和重量不匀率一般采用人为调换轻重牙齿轮和喂入棉条轻重条搭配的方法,不仅存在调整滞后现象,而且容易人为造成其它不匀。RSB-D45C并条机的自调匀整能自动检测喂入棉条不匀并能实行在线检测在线调节牵伸倍数,控制出条质量,有效地降低棉条的重量不匀率和重量偏差,改善条干CV%值,实现短、中、长片段全方位匀整[4]。
表1 RSB-D45C列出了并条机在纺紧密纺J9.7品种时,匀整打开与匀整关闭时质量对比参数结果。

表1 棉条质量对比结果
如表2列出了成纱质量对比结果(10个粗纱对应细纱管纱质量指标的平均值)。

表2 成纱质量对比数据结果
由上表1和表2中的参数可以看出,并条机的自调匀整可以有效降低棉条的重不匀,改善条干CV%,进一步改善成纱条干,并提高成纱强力。
2 自调匀整参数配置
自调匀整参数其中最重要的参数有匀整点、匀整强度和低速匀整三个参数,这三个参数三位一体,是一个完整的整体,缺一不可。
2.1 匀整点配置
匀整点是棉条从凹凸罗拉检测点O到匀整作用点E走过的距离,如图1所示。当棉条通过检测罗拉时,如有疵点会被系统检测并记录,当该疵点到达主牵伸区时被匀整。也可以说,匀整点是棉条被检测罗拉检测到的疵点,在主牵伸区内被匀整的位置。其结构布置如图1所示。

图1 匀整点配置系统结构图[5]
匀整点设定的准确与否直接影响到条子条干CV%值和波谱图,设定不准确将会在波谱图上显示有30-40Cm的牵伸波,降低条子质量。其次可通过质量变异曲线来分析匀整点设定的准确性,可以通过加工一段条子方法试验来检测。具体步骤是,选择一条喂入棉条并加入一段约1m长条子,在条子两端接头处用粉笔做上标记,然后开车。注意接头处与凹凸罗拉之间要留有足够长度,使当断头达到凹凸罗拉之前,车速达到正常运行速度。停车,取出这段刚纺出的棉条,到试验室测试条干。以上两种方法中,第一种方法比较直观,可操作性强,比较常用。第二种方法比较繁琐,且有时受多种因素的影响,在曲线图上表现不明显,故一般采用较少。
匀整点自动搜索有两种方法,一种是在停车状态下将匀整点检测的“否”改成“是”,匀整点是从870mm一直检测到990mm,每6mm检测一次,共检测20次,需大约2000m条子。另外一种是在开车状态下将匀整点检测的“否”改成“是”,匀整点是从906mm一直检测到990mm,每6mm检测一次,共检测14次,需大约1400m条子。两种方法相比,后一种方法能节约原料,又能提高效率。
实际操作过程中,只要操作方法正确基础上,即可自动搜索出匀整点,无需再进行人工优化。如果试验室检测条子条干CV%值比较高或波谱图上显示在30-40Cm有牵伸波时,这时需要考虑自动搜索得到的匀整点不是最佳,需要人工优化。人工优化可通过质量变异曲线,也可在自动搜索出的匀整点每加、减2mm就取样做一次条干测试,取条干CV%最小值对应的匀整点即为最佳匀整点。
2.2 匀整强度设置
2.2.1 匀整强度概念
匀整强度是对粗细节进行匀整能力强弱的定义,是一个放大的参数,能补偿匀整传动系统的粗节和细节。
2.2.2 匀整强度大小合适度
匀整强度过强和过弱(匀整不足)都会增加条干CV%值,对棉条条干有恶化作用。匀整强度过强,粗节就会变成细节,细节就会变成粗节。反过来匀整强度不足,也会存在粗节和细节。
2.2.3 匀整强度选取标准
首先取样,分别称出n-1根、n根和n+1根条子的实际重量。在当前的匀整强度下,将棉条检测的“否”改成“是”,分别输入n-1根、n根和n+1根条子的实际重量,系统会通过计算给出匀整强度新值。正常情况下,直接接受新值即可。如果出现报警提示:“558棉条测试结果不理想”,则需要重新取样复试。
通过试验得出:如果计算n-1根、n+1根与n根条子重量偏差不超过±0.7%都是可以直接接受新值,不需重新取样复试。特殊情况下,如加工纺半精梳品种,开机后喂入棉条含两种成份,且定量不一致,则需要分别用两种成份棉条加、减一根做两次匀整强度检测,取两次结果平均值作为最终的匀整强度输入值。
2.2.4 匀整强度的手动优化
最佳匀整强度也可通过手动优化的方法得到,具体优化方法如下,在当前匀整强度基础上,分别测试n、n-1和n+1根条子重量,共测试3组数据。计算平均值和重量偏差,如表3所示。

表3 偏差标准数据分析表
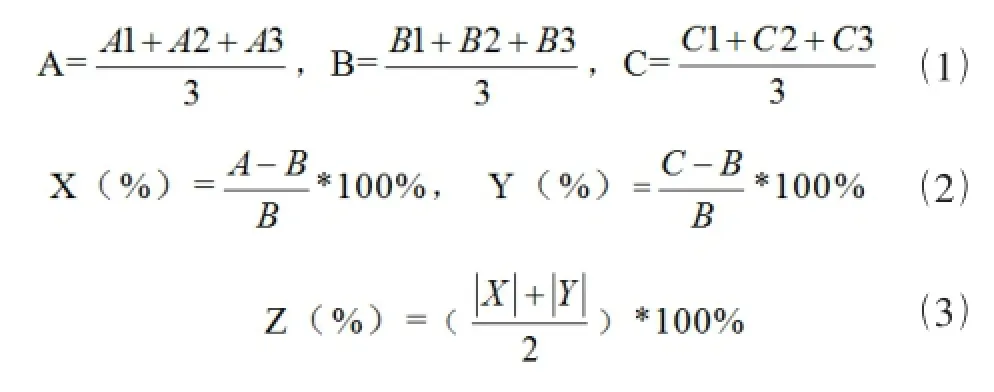
根据公式(1)(2)(3)公式得出,当X<0,Y>0时,说明匀整强度不足,需要将当前的匀整强度数值加上Z;反之,当X>0,Y<0时,说明匀整强度过度,需要减去Z。如果X<0,Y<0或X>0,Y>0,即匀整趋势相反,则说明测试数据不准确,需要重新进行测试。
如果条子重量偏差大于±0.5%或者反复测试设备接受不了,就要检查以下四个方面:凹凸罗拉选型是否正确;匀整系统的机械部件是否有损坏或异常;伺服电机电压是否需要校正;凹凸罗拉电压是否需要校正。在做匀整强度时,取样、试重很计算,每一个步骤要求都很精确。因为人为误差很容易造成新匀整强度值不能被接受,只能重新测试,增加工作量。
2.3 低速匀整稳定性
低速匀整不稳定是指在不同输出速度下,输入原料的数量尚未发生变化,只因检测工具和方法的不足,导致检测结果偏差的现象。低速匀整的意义是指检测处理器在低速情况下,对检测装置提供的信号进行修正,从而完成实际的目标工作。
低速匀整值可以通过以下方式得出,分别称出正常速度和点动速度下的条子实际重量,保证当前低速匀整强度,将低速匀整检测的“否”改成“是”,分别输入正常、低速下条子重量,系统就会通过计算给出低速匀整值。
最佳低速匀整值也可以通过手动优化的方法得到,具体如下,在当前低速匀整基础上,分别测试正常速度和点动速度下条子重量,共测试3组数据。同匀整强度一样,如果条子重量偏差总是大于±0.5%或者反复测试总是接受不了,就要检查以下4个方面:凹凸罗拉选型是否正确;匀整系统的机械部件是否有损坏或异常;伺服电机电压是否需要校正;凹凸罗拉电压是否需要校正。
特别注意的是在做低速匀整时,必须在完全做完匀整强度后,才能做低速匀整,否则,做出的低速匀整值不准确。
2.4 重新调整步骤判定
RSB-D45C并条机在生产过程中需要根据实际情况调整匀整参数,以下为设备需重新调整匀整参数的几种情况。
(1)原料更换;
(2)输出速度改变;
(3)喂入定量改变;
(4)并和根数改变;
(5)牵伸倍数改变;
(6)罗拉隔距改变;
(7)各部张力变化;
(8)凹凸罗拉等其它工艺部件的更换及调整。
需要特别强调的是:三个匀整参数必须同时调整,不能丢掉其中任何一个。
3 自调匀整注意事项
3.1 平常注意事项
3.1.1 凹凸罗拉的维护和保养
(1)及时清除凹凸罗拉内的积花和棉蜡,始终保持凹凸罗拉清洁状态。
(2)凹凸罗拉高度、凹凸罗拉入口和出口各点隔距以及凹凸罗拉清洁装置(如:清洁板、扫刷、刮刀等)各点隔距一定要严格按照使用说明书来准确调整。
(3)经常检查凹凸罗拉运转情况,避免轴承磨损和偏心运转情况。
3.1.2 做好凹凸罗拉和伺服电机校准
(1)一定要严格按照使用说明书上规定的周期和操作步骤来做好校准工作。
(2)为了保证校准的准确性,在做校准之前,一定要先将凹凸罗拉拆下,彻底做好清洁。
3.1.3 日常棉条重量监测
(1)在正常监测棉条重量时,如果实测重量偏差超出正常范围,要采用2/3原则(即重量偏差的2/3)来输入进行修正。也就是只要将棉条重量调整到控制范围内就可以了,不需要调整太大,这样可以保证棉条重量的稳定性。
(2)在正常生产过程中,不可随意将棉条重量OK“否”改成“是”。因为不正当的调整会人为增加棉条重量不匀率。
3.1.4 质量监控RQM
质量监控RQM虽然不参与匀整,但对发挥自调匀整起到关键作用。在正常生产中,要注意以下三个方面:
(1)定期做好校准工作。
(2)对各种报警和停车限位参数要合理的设定和调整。
(3)对出现的各种报警和停车(如A%,条干CV%和波谱图等)要积极查找原因,并按照正确的操作方法及时、准确地做出处理。
3.2 翻改品种时注意事项
实际生产中最常见的就是翻改品种。翻改品种时,要使自调匀整发挥到最佳状态,除了要调整好匀整点、匀整强度和低速匀整3个匀整参数外,还要注意以下几个方面。
(1)配牵伸变换齿轮应注意做到无限接近目标值因为它是一切工作的基础。NW1、NW2越接近目标值,伺服电机载荷越小,伺服电机就越准确,它的使用寿命就越长。根据机械牵伸选用牵伸齿轮后,做原料匹配,打开匀整,实际称重。分以下3种情况:
第一种:实测重量正好在±1%,正常;
第二种:实测重量不在±1%,将实测重量输入,±25%绿灯不跑偏,牵伸无需更改;
第三种:实测重量不在±1%,将实测重量输入,±25%绿灯跑偏,牵伸需修改,并重复上述步骤。
需要指出的是,车间巡视过程中,也要注意观察设备是否有±25%绿灯跑偏现象。如跑偏现象出现,说明此时设备牵伸倍数已经不再无限接近目标值,需要重新计算搭配牵伸变换齿轮。
(2)凸罗拉选型一定要准确
凹凸罗拉选型的准确与否直接影响到设备自调匀整效果。凹凸罗拉型号要根据喂入棉条定量来选择。观察凹凸罗拉的间隙在2.8-5.2mm之间越接近4mm越好。如果凹凸罗拉选用大一号或小一号的间隙比较接近,优先选用小一号的凹凸罗拉。
(3)三个匀整参数设定完需复试条子重量。
当三个匀整参数设定完毕后,需复试条子重量,试重合适以后,并在设备开车状态下,将棉条重量OK“否”改成“是”,方可正常开车。
4 小结
RSB-D45C并条机自调匀整功能强,技术先进,本文简要介绍RSB-D45C并条机自调匀整的工作原理,以及自调匀整功能的关键的三个参数匀整点、匀整强度和低速匀整,并对实际操作过程中,调整匀整参数进行解说,总结自动匀整三个参数必须同时进行调整,并需保证调整准确。此外,凹凸罗拉、伺服电机和RQM是RSB-D45C并条机自调匀整系统的关键部件,在实际操作过程中,要加强日常维护和保养,并定期对设备进行校准,才能保证RSB-D45C并条机自调匀整功能的精准运行。
[1] 沈 忱. 高速并条机棉条质量在线检测系统的设计与仿真[D]. 华中科技大学, 2011.
[2] 徐 旻, 吴 敏, 蔡瑞霞,等. 现代并条机质量监控技术的特点与应用[J]. 现代纺织技术, 2013, 21(2)∶36-38.
[3] 秦贞俊. 现代并条机的自调匀整技术[J]. 纺织器材, 2009, 36(s1)∶37-40.
[4] 张 毅, 林志坚. RSB-D401C型并条机的使用与测试分析[J]. 现代纺织技术, 2013, 21(3)∶52-54.
[5] 郑莹莹, 徐伯俊, 刘新金,等. 超大牵伸数控细纱机纺纱工艺试验研究[J]. 棉纺织技术, 2014, 42(2)∶17-21.
On the autoleveller and application of Rieter RSB-D45C
LIU Yu-li
(Shijiazhuang Changshan Textile Share Ltd, Hebei Shijiazhuang 050800, China)
RSB-D45C is the latest company to produce the Rieter with autoleveller of drawing frame, the touch screen and LED display, with automatic regulating function and comprehensive statistical function, high degree of automation. RSB-D45C drawing according to different products even need to set different parameters. This paper briefly introduces the working principle of self leveling machine of RSB-D45C, summarized the whole function mix should pay attention to the problem of adjusting the leveling parameters and the use of the equipment in the actual production process right.
autoleveller;leveling point;even strength;drawing frame
TS103
A
投稿日期:2016-11-28
刘玉丽(1980-),女,汉族,河北石家庄人,本科,助理工程师,石家庄常山纺织股份有限公司恒盛纱厂,主要研究方向∶纺纱工艺。
猜你喜欢
华人时刊(2022年7期)2022-06-05
国际纺织导报(2020年9期)2020-12-10
故事会(蓝版)(2019年3期)2019-03-20
东西南北(2019年24期)2019-02-10
中国生殖健康(2018年8期)2018-10-22
消费者报道(2018年2期)2018-04-10
大家健康(2016年4期)2016-12-23
护理研究(2015年18期)2015-05-14
资源节约与环保(2013年5期)2013-08-15
文学港(2011年5期)2011-11-21
