38 mm直径小规格钻杆的研制
2017-03-02 08:41杨宏伟李艳丽朱立强闫路张慧杰王克虎
地质装备 2017年1期
杨宏伟,李艳丽,朱立强,闫路,张慧杰,王克虎
38 mm直径小规格钻杆的研制
杨宏伟,李艳丽,朱立强,闫路,张慧杰,王克虎
(石家庄探矿机械厂,石家庄 050000)
本文根据我厂生产38 mm直径小规格钻杆的实际过程,阐述了该钻杆制造方法以及应该注意的问题和难点,最后提出一些建议,希望大家能够从中获益。
钻杆;问题;研制
1 概述
我们公司是生产钻杆的专业厂家,生产各种规格的钻杆,包括符合API要求的各种常规的钻杆,地质上用的细牙螺纹钻杆,也生产反循环用的双壁钻杆。2016年8月,接到一小规格的钻杆任务,要求对38 mm直径钻杆进行镦粗,管体壁厚为6.35 mm,总长度为1324 mm。管体材质为30CrMo,经整体调质处理后进行校直,直线度要求1 mm/m。我们根据客户的需求对钻杆进行了设计,制定了合理的工艺流程,生产的产品符合客户的要求。
2 38 mm直径钻杆制造过程
2.1 问题的分析
钻杆制造首先需要分析以下几个问题:①现有设备的能力是否满足其要求;②钻杆镦粗所有的模具及冲头的加工;③镦粗后调质处理及力学性能检验;④调质后校直来满足直线度要求。通过分析,由于现有设备的镦粗能力能够满足∅50~127 mm钻杆的镦粗能力,所以设备的镦粗能力肯定没有问题。模具及冲头需要根据客户产品要求进行设计,其他两项不存在问题。
2.2 38 mm直径钻杆结构
钻杆结构如图1所示。钻杆的加厚形式分为外加厚型(EU)、内加厚型(IU)、内外加厚型(IEU)三种加厚形式。通过图1我们可以看出该钻杆的加厚形式为外加厚型(EU)。
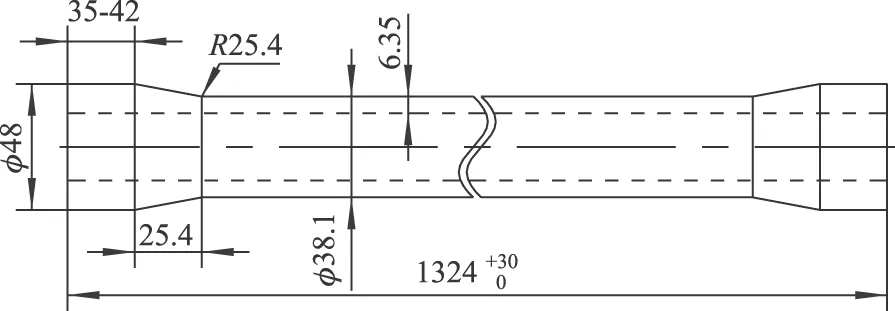
图1 38 mm直径钻杆结构图
2.3 管端镦粗方法及注意问题
2.3.1 管端镦粗方法
由于管端加厚部位与管体非加厚部位长度相差非常悬殊,因此只对管材端部进行局部加热后镦粗成型。镦粗变形方式为端部轴向压缩,即径向加压压紧,轴向加压镦粗成型。
2.3.2 镦粗中应注意的问题
为了能够达到预期的镦粗效果,必须注意以下几个问题:
(1)镦粗前对管端的局部加热温度控制在合理范围内,一般控制在1100℃以上。如果温度过低,镦粗成型困难效果不理想;如果温度过高,将会造成管端过烧现象,其塑性和冲击韧性将会严重降低成为废品。
(2)镦粗模具必须严格根据钻杆的加厚尺寸进行设计,包括成型模具和冲头的设计。根据图纸要求我们采用一次镦粗成型的工艺,模具、冲头以及镦粗见图2。
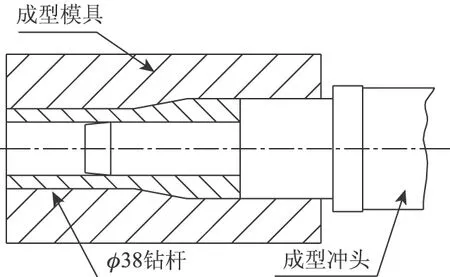
图2 镦粗模具及冲头示意图
(3)准确地计算压缩量确保内外表面美观、尺寸符合要求。如果压缩量过大,镦粗过程就会出现胀模具现象出现外飞边,最后需要打磨方式去除,增加不必要的工作量;如果压缩量过小就会出现因送料不足导致内表面或外表面凹坑缺陷,需要二次复镦增加工费电费等成本。因此镦粗过程中需要计算并控制好送料量。
2.4 样品实例
钻杆样品见图3。

图3 钻杆样品图
通过严格控制生产过程的各个环节,镦粗成型后对该钻杆的外观和公称尺寸进行了检验,总体长度:1340~1350 mm,加厚端直径50 mm(通过机加工后保证48 mm),内孔直径25 mm,加厚端长度和过渡区域外等均能符合要求,外观不存在凹坑、过烧等现象,顺利完成了400支钻杆的镦粗任务。
2.5 力学性能检验
力学性能是一项非常重要的指标。根据API Spec 5DP-2009标准的要求,对其进行屈服、抗拉、冲击功的检验以及硬度检验。镦粗成型后进行了整体调质处理,并取样做破坏性力学性能试验,试验结果达到以下数值:屈服强度 875 MPa,抗拉强度1020 MPa,冲击功82 J,伸长率13.5%,硬度检验HB290~320范围之内,试验结果符合设计的要求。
2.6 直线度检验
管体调质处理后,我们逐根对其直线度进行检验。根据API Spec 5DP-2009要求,从管体一端到管体另一端(加厚端除外),采用直尺或拉紧金属线的方法进行测量,偏离直线或弦高不应超过管体长度的0.2%。由于该钻杆比较短,采用1 m直尺加塞尺的检验手段,管体在滚动过程中,1 m直尺贴靠在管体外径母线上(加厚端除外),用塞尺对其间隙进行测量。测量数值偏离值范围≤1.3 mm/m,对于超差的管体进行校直以满足直线度要求。
3 生产过程中的难点
通过本次的生产任务,总结出以下几点值得注意:第一,管体整体长度比较短,总长1324 mm,在镦粗过程中,加热及向镦粗模具送料时相对困难;第二,管体直径比较细,调质过程容易使管体产生弯曲变形,部分管体必须经过校直才能满足要求,工作任务量大;第三,由于管体加厚端内径比较小,只有25 mm,这就要求冲头直径较小,在镦粗过程中容易引起冲头的断裂。
4 几点建议
钻杆端部的镦粗是一项艰巨的任务,为了能够确保镦粗后达到预定的要求,镦出高质量的钻杆在此提出一些建议供大家参考。
(1)镦粗前进行准确的分析和计算,设计符合要求的模具和冲头;
(2)制定出合理的镦粗工艺,编制工艺工程作业指导书;
(3)对镦粗人员做好技术交底工作或进行必要的培训,提高操作人员技术;
(4)镦粗过程中做好跟踪和检验,发现问题及时改正;
(5)调质过程中控制好直线度,减少校直工作量。
[1] 郭立珍, 王瑞年, 满旭波. 钻杆管端加厚工艺[J]. 西部探矿工程, 2011, 23(6):106-109.
2016-11-24
杨宏伟(1981-),男,河北唐山人,石家庄探矿机械厂高级工程师,机械设计专业,主要从事钻井设备、地质钻具的研发工作,石家庄市鹿泉区昌盛大街69号,Tel:13933089572,E-mail:1216516102@qq.com。
P634.4
A
1009-282X(2017)01-0013-02
猜你喜欢
计量学报(2022年7期)2022-08-23
石油石化节能(2021年4期)2021-04-28
橡塑技术与装备(2021年7期)2021-04-22
橡塑技术与装备(2021年6期)2021-03-19
中国钱币(2020年3期)2021-01-07
制造技术与机床(2019年10期)2019-10-26
水利科技与经济(2019年6期)2019-07-05
制造技术与机床(2017年6期)2018-01-19
科技资讯(2016年9期)2016-05-14
重型机械(2016年1期)2016-03-01