
Bi含量对Cu/Sn-0.3Ag-0.7Cu/ Cu微焊点蠕变性能的影响
2017-03-02 02:52姚宗湘尹立孟蒋德平夏文堂
中国有色金属学报 2017年12期
姚宗湘,罗 键,尹立孟,王 刚,蒋德平,夏文堂
Bi含量对Cu/Sn-0.3Ag-0.7Cu/ Cu微焊点蠕变性能的影响
姚宗湘1, 2,罗 键1,尹立孟2,王 刚2,蒋德平3,夏文堂2
(1. 重庆大学 机械传动国家重点实验室,重庆 400030;2. 重庆科技学院 冶金与材料工程学院,重庆 401331;3. 重庆科技学院 机械与动力工程学院,重庆 401331)
采用光学显微镜、电子显微镜和动态力学分析等方法研究Bi含量对直径为400 μm、高度为200 μm的无铅Cu/Sn-0.3Ag-0.7Cu(SAC0307)/Cu微尺度焊点的显微组织及蠕变性能的影响。结果表明:当焊点中Bi含量较低(1%(质量分数))时,其基体组织细小,Cu6Sn5为粗大块状,Ag3Sn分布不均匀;当焊点中Bi含量较多(3%(质量分数))时,基体组织与Cu6Sn5进一步细化,Ag3Sn在细化的同时分布更均匀,界面扇贝状IMC层更平直。另外,温度为80~125 ℃、应力为8~15 MPa条件下,拉伸蠕变试验得到SAC0307微焊点的蠕变激活能()和蠕变应力指数()分别为82.9 kJ/mol和4.35;当钎料中Bi含量由1.0%增加到3.0%时,焊点的值从89.2 kJ/mol增加到94.6 kJ/mol,值由4.48增加到4.73,钎焊接头的抗蠕变能力明显提高,所有焊点的蠕变变形机制主要受位错攀移控制。
电子封装;低银无铅钎料;微焊点;蠕变;力学性能
焊点在电子封装中主要起着机械连接、电气连接和热交换的作用,从而确保电子元器件之间的可靠互连互通以及固定在印刷电路板上[1−2]。伴随电子产品趋向微小型化、轻量便携化和多功能化等方向发展,焊点所承受的力学、电学以及热学负载逐渐增加,多重载荷的耦合作用极易造成焊点的提前失效,蠕变变形与破坏无疑是其中最为主要的力学失效形式之一[3]。由于锡基无铅钎料的熔点(熔化温度)普遍较低,使得微焊点在服役条件下的同系温度(/m)甚至能达到0.75以上,导致钎料焊点的蠕变现象十分明显[1],因此无铅微焊点的蠕变被视为电子封装重要的可靠性问题而备受广泛关注[4]。
目前,以Sn-0.3Ag-0.7Cu(简称SAC0307)为代表的低银无铅钎料的研究开发已成为国内外的热点问题,并且已经初步应用于部分电子产品中[5−6]。但是由于此种钎料合金中Ag的含量较低,导致其熔点稍高,润湿性稍差,钎料的剪切强度和铺展率将降低,故其使用受到一定的限制。微合金化是改善低银钎料性能的主要方法之一。目前,关于SAC0307微合金化的研究主要以加入Bi、Ni为主[7−11],相关研究[8, 10−12]表明,微量合金元素的加入(如Bi)能降低界面IMC的生长速度,提高了接头剪切强度和抗老化程度。不过,从蠕变性能角度研究低银微焊点的失效行为与机制目前还非常欠缺。因此,本文作者以SAC0307为研究对象,研究适量Bi对SAC0307微焊点蠕变性能的影响规律,以期改善低银无铅钎料及其微焊点的抗蠕变性能,提高使用寿命,同时为新型无铅钎料的研发提供科学依据与参考。
1 实验
试验用钎料合金制备方法如下:首先采用纯度为99.5%的锡粒、99.95%银颗粒和99.99%无氧铜丝在陶瓷坩埚熔炼炉中制备SAC0307钎料;然后以SAC0307为基础,分别添加1%、3%(质量分数)的Bi元素来制备新的钎料合金(分别称为SAC0307-1Bi和SAC0307- 3Bi),为减少钎料合金的氧化,钎料合金制备时采用LiCl和KCl熔融共晶盐覆盖保护(LiCl和KCl的质量比为1:1.3)。
钎焊接头试样的形状如图1。钎焊前,先将钎料精细切割成微颗粒待用,并与一端磨平的无氧铜丝 (0.4 mm×30 mm)一起放置于超声波容器中清洗5~8 min,然后一并取出并清洗干净后吹干。采用自制带“V型沟槽”的铝制夹具控制微焊点的精确装配并进行焊接(如图1所示),微尺度焊点的制备是在模拟真实再流焊条件下进行的。为增强活性及去氧化物能力,钎焊采用添加5% ZnCl2(质量分数)的松香酒精溶液做助焊剂。制备的焊点高度控制在200 μm,钎焊后的焊点在超声波中清洗并用1000~2500号砂纸打磨光滑以备使用。
钎焊后焊点的显微组织采用扫描电镜(SEM)观察,相采用X射线衍射(XRD)确定,同时采用高精度动态力学分析仪(DMA Q800)进行蠕变试验,试验温度选定为80~125 ℃,拉伸应力载荷设定为8~15 MPa。每一个试验参数下做3个蠕变试验样品,取其平均值作为该参数下的最终试验结果。

图1 制备微焊点用装置示意图
2 结果与讨论
2.1 钎焊焊点相及显微组织分析
图2所示为钎料SAC0307、SAC0307-1Bi和SAC0307-3Bi的微焊点XRD谱。由图2可看出,SAC0307、SAC0307-1Bi钎焊合金的焊点主要由Sn、Ag3Sn(IMC)和Cu6Sn5(IMC)组成,SAC0307-3Bi的微焊点由Sn、Ag3Sn(IMC)、Cu6Sn5(IMC)及Bi相组成。
图3所示为SAC0307、SAC0307-1Bi和SAC0307- 3Bi 3种成分钎料合金的钎焊接头SEM像。从图3中可以看出,钎焊时钎料和Cu丝之间形成一层很薄的扇贝状IMC层,经EDS分析为Cu6Sn5。随着Bi含量的增加,IMC层的厚度不断减小,且由前端起伏很大的扇贝状(见图3(b))转变为起伏较为平缓的扇贝状(见图3(c))。由此可知,Bi元素的添加在一定程度上减缓了IMC层的生长速度,SAC0307-3Bi钎料合金的微焊点IMC层生长最慢且起伏最小,而SAC0307钎料合金的微焊点IMC层生长最快,这与文献[13]的研究相吻合。

图2 SAC0307、SAC0307-1Bi和SAC0307-3Bi焊点的XRD谱

图3 不同钎料接头的SEM显微组织
从图3还可看出,钎焊焊点组织主要由先共晶相-Sn组成,此外还有少量的金属间化合物Cu6Sn5和Ag3Sn。图3(a)中,焊点内部主要是粗大的-Sn晶粒和不规则分布在富Sn基体中的IMC颗粒,经EDS分析可知,深灰色成大片状的块体物是Cu6Sn5,而明亮的灰色小颗粒是Ag3Sn。钎料基体中加入Bi后,能够细化Ag3Sn和Cu6Sn5(见图3(b)和3(c)),当Bi含量增加到1%时,细化的倾向显著(见图3(b)),当Bi含量继续增加到3%时,Cu6Sn5细化倾向不明显,但数量稍有减少(见图3(c))。其主要原因是,Bi加入到SAC0307中降低了钎料的熔化温度,增加了结晶时的过冷度,加之焊点尺寸较小使冷却速度增大,导致-Sn更细小和IMC增多且沿着基体相的界面较均匀分布。
2.2 恒应力不同温度下的蠕变行为和蠕变激活能Q
在80~125 ℃的试验温度范围内,直径为400 μm、高度为200 μm 3种钎料的微焊点在15 MPa恒定外加拉伸载荷作用下的蠕变变形与加载时间的关系如图4。从图4可知,在80、90、100和125 ℃ 4种温度下所有焊点的蠕变曲线均存在初始蠕变阶段、稳态蠕变阶段和加速蠕变阶段(也称蠕变断裂阶段)等3个蠕变变形阶段。微焊点的蠕变寿命主要是由占整个蠕变变形过程相当大比例的稳态蠕变阶段决定的,因此,表征稳态蠕变速率对微电子封装连接器件的寿命预测具有重要的意义。

从表1可以看出,在试验温度和应力相同的情况下,添加微量Bi的两种钎料钎焊接头稳态蠕变速率均小于SAC0307钎焊接接头的,尤其是SAC0307-3Bi钎焊接头的蠕变速率非常低,且它们的蠕变寿命均明显高于SAC0307钎料的。另外,从表1还可以看出,随着试验温度的提高,3种钎料钎焊接头的蠕变速率均明显提高,蠕变断裂时间显著缩短。比如,在125 ℃时,SAC0307稳态蠕变速率为2.80×10−6s−1,约是 80 ℃的22倍;断裂时间为600 s,比80 ℃的缩短了近12600 s。这主要是由于温度升高,原子的扩散、位错及晶界的运动均加剧,使蠕变变形更易发生。
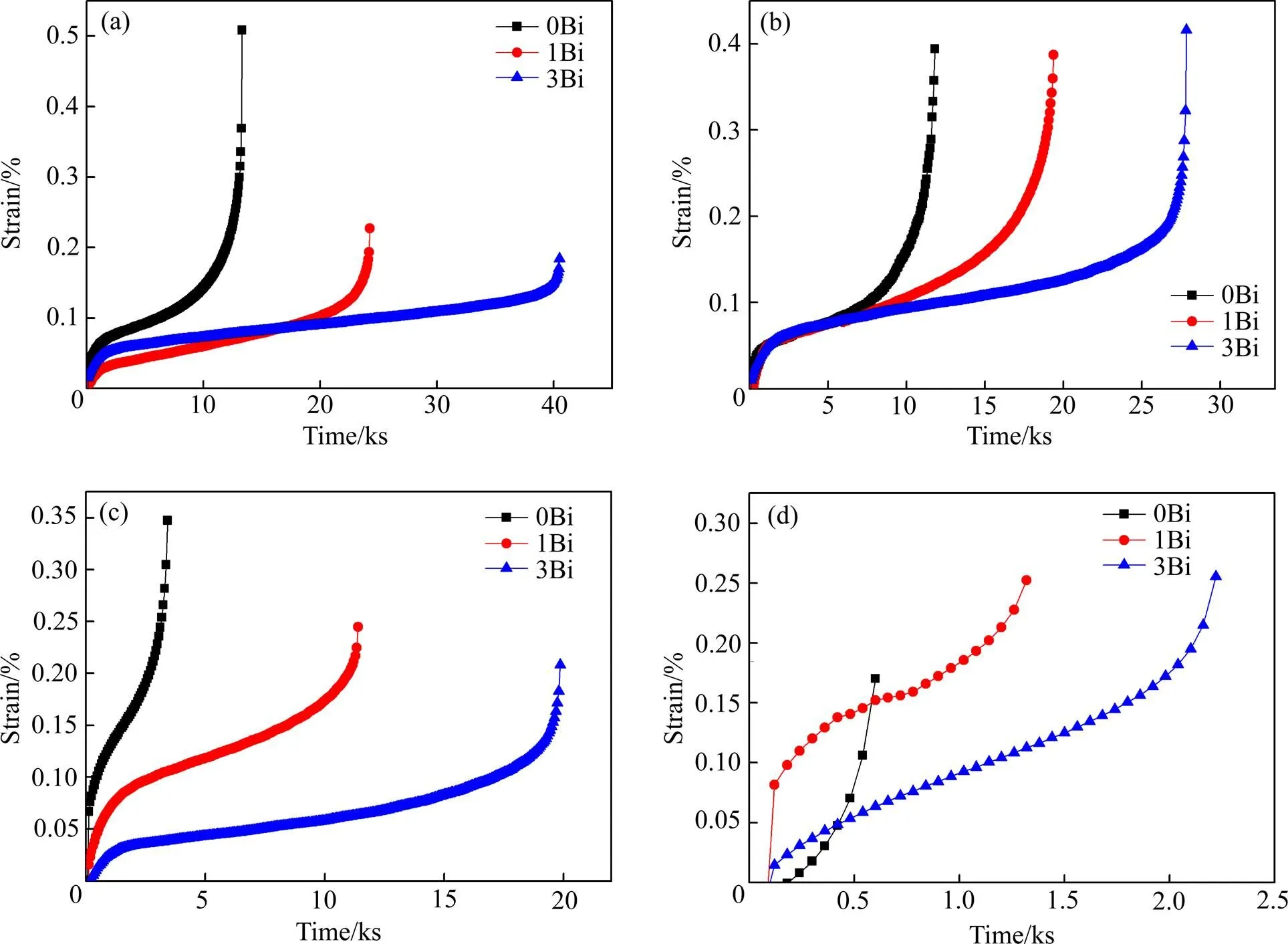
图4 15 MPa时不同温度下SAC0307-xBi微焊点应变−时间曲线

表1 15 MPa时SAC0307-xBi微焊点在不同温度下的蠕变性能
通常情况下,稳态蠕变速率是与应力和温度相关的函数,一般可使用表达式(1)所示的Norton 幂律公式来表达[14]:

蠕变激活能是幂律公式中的一个重要的参数,对分析蠕变变形的规律和蠕变寿命的预测有十分重要的作用。
对式(1)两边分别取自然对数后,可以得到


2.3 恒温度不同应力下的蠕变曲线和蠕变应力指数n
为测量并计算SAC0307-Bi微尺度焊点的蠕变应力指数,蠕变试验温度设定为125 ℃恒定不变,4种不同的拉应力载荷分别为8、10、12、15 MPa。图6所示为上述试验温度下的应变−时间蠕变曲线。

图5 微焊点的温度与稳态蠕变速率的关系

表2 15 MPa时SAC0307-xBi微焊点的蠕变激活能Q
从图6可以看出,在应力较低作用下,蠕变速率很慢,随着应力水平的提高,微尺寸焊点的稳态蠕变速率明显变快,而蠕变断裂时间则显著缩短。通过图6所示的蠕变曲线计算得到相同温度下SAC0307-Bi微尺寸焊点的稳态蠕变速率和蠕变断裂时间如表3所示。
从式(4)可以看出,当温度恒定时,和呈直线关系,斜率就是蠕变应力指数n。从图7稳态蠕变速率与拉应力的关系可以看出,同一条件下的4个点有较好的直线关系。从各条直线的斜率可以得到蠕变应力指数n,如表4所示。从表4可以得出: SAC0307低银无铅钎料合金中加入Bi元素后,焊点的平均应力指数n会随之提高,即抗蠕变性能增加,但n值均在4~5之间,这一结果与理论计算纯Sn钎料的蠕变应力指数n值4~9[15]比较接近,说明Sn基钎料成分微量变化对蠕变应力指数和蠕变激活能的影响不大,是受同样的蠕变机制作用造成的结果。

图7 SAC0307-xBi微焊点的与关系
当≈3时是位错滑移控制的蠕变;为4~6时,由位错攀移运动控制的蠕变[16]。根据试验结果可知,SAC0307、SAC0307-1Bi和SAC0307-3Bi钎料微焊点的蠕变应力指数值均在4~5之间,激活能(在80~95 kJ/mol之间)与-Sn的晶格自扩散激活能的值接近(-Sn的晶格自扩散激活能为97 kJ/mol[15]),因此,SAC0307-Bi钎料微焊点的拉伸蠕变变形机制主要是由位错攀移控制,位错攀移的速度由位错管道扩散速度来决定,这与WITKIN[17]的研究结果较接近。微焊点中添加Bi元素后,Bi固溶在Sn中造成晶格畸变阻碍晶体滑移面的位错运动,导致焊点的变形抗力增加,Bi颗粒聚集在晶界处对位错有钉轧作用,所以含有Bi元素的微焊点值和值均增加,即抗蠕变能力提高,这与文献[18]研究结果相吻合。

表3 125 ℃时SAC0307-xBi微焊点在不同应力下的抗蠕变性能

表4 125 ℃时SAC0307-xBi低银无铅微焊点蠕变应力指数n
3 结论
1) 当SAC0307钎料合金中加入1% Bi元素时,焊点内部的金属间化合物Cu6Sn5相为粗大的块状,Ag3Sn在基体中的分布也不均匀,界面IMC层呈起伏较大的扇贝状;当Bi含量增加到3%时,焊点内部的Cu6Sn5块体相由粗大变为细小,Ag3Sn也变得细小而均匀,界面IMC层变为起伏平缓的扇贝状,表明SAC0307中加入适量Bi元素能够细化组织。
2) 所有的SAC0307-Bi/Cu低银无铅钎料的钎焊接头的蠕变曲线均包含初始蠕变、稳态蠕变和加速蠕变3个阶段,随着温度升高或应力增大,稳态蠕变速率大幅度增加,蠕变寿命明显降低。
3) 不同Bi含量的钎料钎焊接头,蠕变激活能均在80~95 kJ/mol内,蠕变应力敏感指数为4~5;随着Bi元素的加入SAC0307钎料微焊点的蠕变性能提高。当Bi含量为3%时,钎焊接头的蠕变激活能和蠕变应力最大,即材料的抗蠕变性能最好。
4) 3种钎料钎焊接头的拉伸蠕变变形机制主要受位错攀移控制。
[1] YIN L, WEI S, XU Z, GENG Y. The effect of joint size on the creep properties of microscale lead-free solder joints at elevated temperatures[J]. Journal of Materials Science: Materials in Electronics, 2013, 24(4): 1369−1374.
[2] 尹立孟, 姚宗湘, 林捷翔, 窦 鑫. 不同体积无铅微尺寸焊点的蠕变力学性能[J]. 焊接学报, 2014, 35(6): 61−64.YIN Li-meng, YAO Zong-xiang, LIN Jie-xiang, DOU Xin. Creep properties of microscale lead-free solder joints with different volumes[J]. Transactions of the China Welding Institution, 2014, 35(6): 61−64.
[3] LEE K O, MORRIS J W, HUA F. Mechanisms of creep deformation in pure Sn solder joints[J]. Journal of Electronic Materials, 2013, 42(3): 516−526.
[4] 尹立孟, Michael Pecht, 位 松, 耿燕飞, 姚宗湘. 焊点高度对微尺度焊点力学行为的影响[J]. 焊接学报, 2013, 34(8): 27−30.YIN Li-meng, PECHT Michael, WEI Song, GENG Yan-fei, YAO Zong-xiang. Effect of joint height on the mechanical behaviors of micro-scale solder joints[J]. Transactions of the China Welding Institution, 2013, 34(8): 27−30.
[5] CHENG F, GAO F, ZHANG J, JIN W, XIAO X. Tensile properties and wettability of SAC0307 and SAC105 low Ag lead-free solder alloys[J]. Journal of Materials Science. 2011, 46(10): 3424−3429.
[6] 尹立孟, 姚宗湘, 耿燕飞, 林捷翔, 陆宇浩. Sn-0.3Ag-0.7Cu 低银无铅微尺度焊点的蠕变性能研究[J]. 电子元件与材料, 2014, 33(1): 56−59. YIN Li-meng, YAO Zong-xiang, GENG Yan-fei, LIN Jie-xiang, LU Yu-hao. Creep properties of Sn-0.3Ag-0.7Cu low-Ag lead-free micro-scale solder joints[J]. Electronic Components and Materials, 2014, 33(1): 56−59.
[7] ZHANG X P, YU C B, ZHANG Y P, SHRESTHA S, DORN L. Processing treatment of a lead-free Sn-Ag-Cu-Bi solder by rapid laser-beam reflowing and the creep property of its soldered connection[J]. Journal of Materials Processing Technology, 2007, 192/193(4): 539−542.
[8] 孙凤莲, 胡文刚, 王丽凤, 马 鑫. Bi对Sn-0.3Ag-0.7Cu无铅钎料熔点及润湿性能的影响[J]. 焊接学报, 2008, 29(10): 5−8.SUN Feng-lian, HU Wen-gang, WANG Li-feng, MA Xin. Influence of Bi on the melting point and wettability of Sn-0.3Ag-0.7Cu lead-free solder[J]. Transaction of the China Welding Institution, 2008, 29(10): 5−8.
[9] HU Wen-gang, SUN Feng-lian, WANG Li-feng. The wettability of Sn-0.3Ag-0.7Cu-Bi Pb-free solders[J]. Electronic Components and Materials, 2008, 4(27): 38−41.
[10] LIU Yang, SUN Feng-lian, LIU Yang, LI Xue-mei. Effect of Ni, Bi concentration on the microstructure and shear behavior of low-Ag SAC-Bi-Ni/Cu solder joints[J]. Journal of Materials Science: Materials in Electronics, 2014, 25(6): 2627−2633.
[11] 刘 洋, 孙凤莲. Ni和Bi元素对SnAgCu钎焊界面金属化合物生长速率的影响[J]. 中国有色金属学报, 2012, 22(2): 460−464. LIU Yang, SUN Feng-lian.Effect of Ni and Bi addition on growth rate of intermetallic compound of SnAgCu soldering[J].The Chinese Journal of Nonferrous Metals, 2012, 22(2): 460−464.
[12] 王要利, 张柯柯, 韩丽娟, 温洪洪. Sn-2.5Ag-0.7Cu(0.1 RE)/Cu焊点界面区微观组织与Cu6Sn5的生长动力学[J].中国有色金属学报, 2009, 19(4): 708−713. WANG Yao-li, ZHANG Ke-ke, HAN Li-juan, WEN Hong-hong. Microstructure and growth behavior of Cu6Sn5for Sn-2.5Ag-0.7Cu(0.1RE)/Cu solder joint interface[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(4): 708−713.
[13] 赵 杰, 迟成宇, 程从前. Bi对Sn-3Ag-0.5Cu/Cu无铅钎焊接头剪切强度的影响[J]. 金属学报, 2008, 44(4): 473−477. ZHAO Jie, CHI Cheng-yu, CHENG Cong-qian. Effect of Bi addition on shear strength of Sn-3Ag-0.5Cu/Cu solder joints[J]. 2008, 44(4): 473−477.
[14] MAVOORI H, CHIN J, VAYNMAN S, MORAN B, KEERL, FINE M. Creep, stress relaxation, and plastic deformation in Sn-Ag and Sn-Zn eutectic solders[J]. Journal of Electronic Materials, 1997, 26(7): 783−790.
[15] KERR M, CHALWA N. Creep deformation behavior of Sn-3.5Ag solder/Cu couple at small length scales [J]. JOM, 2004, 56(6): 50−54.
[16] 任维丽, 郭建亭, 周继扬. 两相共晶NiAl-9Mo合金的蠕变行为[J]. 金属学报, 2002, 38(9): 908−913. REN Wei-li, GUO Jian-ting, ZHOU Ji-yang. Creep behavior of two-phase NiAl-9Mo eutectic alloy[J]. Acta Metallrugica Sinica, 2002, 38(9): 908−913.
[17] WITKIN D. Creep behavior of bi-containing lead-free solder alloys[J]. Journal of Electronic Materials, 2012, 41(2): 190−203.
[18] EL-DALY A A, AL-GANAINY G S, FAWZY A, YOUNIS M J. Structural characterization and creep resistance of nano-silicon carbide reinforced Sn-1.0Ag-0.5Cu lead-free solder alloy[J]. Materials and Design, 2014, 55(6): 837−845.
Effect of Bi content on creep properties of Cu/Sn-0.3Ag-0.7Cu/ Cu solder joints
YAO Zong-xiang1, 2, LUO Jian1, YIN Li-meng2, WANG Gang2, JIANG De-ping3, XIA Wen-tang2
(1. State Key Laboratory of Mechanical Transmission, Chongqing University, Chongqing 400030, China; 2. School of Metallurgy and Materials Engineering, Chongqing University of Science and Technology, Chongqing 401331, China; 3. College of Mechanical and Power Engineering, Chongqing University of Science and Technology, Chongqing 401331, China)
The microstructure and creep properties of Bi-doped Cu/Sn-0.3Ag-0.7Cu (SAC0307)/Cu micro-scale solder joints with diameter of 400 μm and height of 200 μm were investigated by optical microscope, scanning electron microscope and dynamic mechanical analysis method.The results show that adding 1% (mass fraction) Bi element into SAC0307 solder leads to the microstructural refinement, larger block of Cu6Sn5, non-uniform distribution of Ag3Sn and small primary-Sn grains. Whilethe SAC0307-3Bi solder joints contain relatively smaller sizes of primary-Sn grains, also the IMCs appear much smaller than the examined joints with low Bi content. The IMC layer at the solder/Cu interface changes from a large up-and-down scallop shape to the straight one. In addition, the creep property of micro-scale solder joints was studied under 80−125 ℃ and 8−15 MPa. The activation energy () of solder joints increase from 82.9 kJ/mol to 94.6 kJ/mol, the stress exponent () increases from 4.48 to 4.73 when Bi content increases from 1.0% to 3.0% (mass fraction), which indicates the increasing trends of the creep resistance and dominant deformation mechanism of dislocation climb.
electronic packaging; low-Ag lead-free solder; micro-scale solder joint; creep; mechanical property
(编辑 李艳红)
Projects(51674056, 51174246) supported by the National Natural Science Foundation of China; Project(CSTC2014JCYJA40009) supported by the Research Program of Frontier and Applied Basic Research of Chongqing, China; Project(AWJ-M15-05) supported by State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, China; Project(CXTDX201601032) supported by Innovation Team Building at Institutions of Higher Education in Chongqing, China
2016-01-04;
2016-12-09
YIN Li-meng; Tel: +86-15023730501; E-mail: yeenlm@cqust.edu.cn
国家自然科学基金资助项目(51674056,51174246);重庆市前沿与应用基础研究项目(CSTC2014JCYJA40009);先进焊接与连接国家重点实验室开放课题研究基金(AWJ-M15-05);重庆市高校创新团队建设计划资助项目(CXTDX201601032)
2016-01-04;
2016-12-09
尹立孟,教授,博士;电话:15023730501;E-mail: yeenlm@cqust.edu.cn
10.19476/j.ysxb.1004.0609.2017.12.18
1004-0609(2017)-12-2545-07
TN601
A
猜你喜欢
消费电子(2022年5期)2022-08-15
兰州理工大学学报(2022年1期)2022-03-05
陶瓷学报(2021年3期)2021-07-22
焊接(2021年1期)2021-04-16
湖北农机化(2020年4期)2020-07-24
商品与质量(2020年7期)2020-06-13
表面工程与再制造(2019年1期)2019-05-11
流行色(2018年7期)2018-12-17
电子制作(2017年20期)2017-04-26
山东工业技术(2016年14期)2016-09-07
