
卡罗塞尔卷取机检验方法分析
2017-02-21 21:16朱昕睿
科技创新与应用 2016年35期
朱昕睿
摘 要:卷取机是热轧、冷轧带钢生产中的重要辅助设备,直接影响着轧机,特别是连轧机生产力的发挥。卡罗塞尔卷取机是一种冷轧双卷筒式卷取机。该设备属于大型高速回转类机器,其内部驱动系统相当复杂,是一种设计和制作难度都非常高的冶金机械设备。目前全世界有能力制造这种卷取机的厂家很少,合理的装配检验方法可以提高设备的质量,下面将卡卷测量方法简单介绍下。
关键词:卡罗塞尔;检验;测量;试车
1 卡罗塞尔卷取机检验方案
卡罗塞尔卷取机从开始装配到装配结束需要检验工序比较多,文章讨论检验当中的几个重要步骤,并对其进行分析和扩展。
1.1 箱体基本尺寸值的检验
这类的檢验主要包括底座地脚螺孔孔距、装配尺寸和箱体轴承孔的测量,其中底座地脚螺孔孔距要求公差范围为±1.5mm。测量方法比较简单,都是先拉钢丝线,确定测量基准,再用测量工具测量相应的数据。卡罗塞尔卷取机的检验主要用到两种尺寸测量工具:卷尺和内径千分尺。箱体轴承孔的测量需要两个相同的辅助工装块,在轴承孔的两侧各放一个工装,保证贴紧轴承孔,再测量工装到中心线的距离。
1.2 箱体水平度的检验
下箱体水平度要求:公差0.1mm/m。这类的测量分为两类:一类是直接测量箱体某个较小的平面的水平度,这种类型测量很简单,直接将水平仪放在需要测量的平面上即可读数;另一类是测量两个较小的面的水平度,这类的测量需要先在小平面上放两个相同的等高块,在将水平直尺放到等高块上,最后将水平仪放在水平直尺上即可测量。
1.3 卷筒水平度和箱体垂直度测量
首先挂一铅垂线,将铅锤放入油桶内,防止震动过大造成的测量误差。然后测量卷筒水平度和箱体垂直度,并记录和计算。
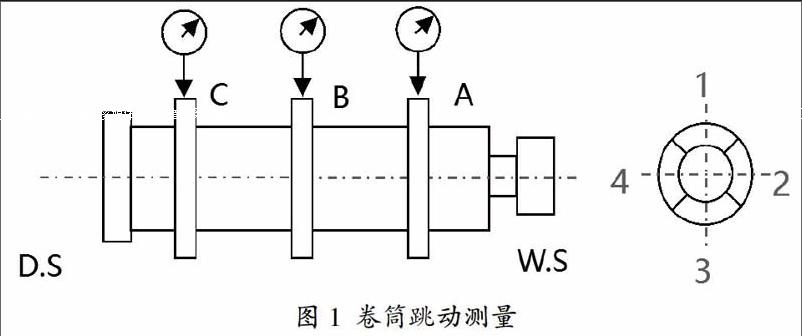
1.4 卷筒跳动测量
卷筒跳动测量指的是卷筒径向圆跳动的测量,测量方法如图1所示。
将百分表的支架固定,百分表分别放在三个测试环上测量卷筒跳动值。要求跳动公差小于0.3mm。
1.5 试车检验
1.5.1 试车准备
辅助系统的操作:(1)至少提前半小时启动液压系统;(2)至少提前半小时启动润滑系统;(3)至少提前一小时启动干油供应系统;(4)至少提前半小时启动供风系统。
助系统的确认:(1)干油和润滑条件;(2)流量观察;(3)流量指示计;(4)供油压力和单元压力。
卷筒扇形板的装配:(1)卷筒旋转前检测环的装配;(2)卷筒膨胀的确定。
供油条件:(1)卡罗塞尔卷取机的减速机(供油);(2)前部放置的齿轮装置(供油);(3)旋转减速机(油浴)。
1.5.2 压工作检测
试车的准备:(1)供油点处润滑的确认;(2)电磁阀开-关动作的确认;(3)微调无干涉;(4)排气;(5)平稳运动的确认;(6)无油泄漏;(7)油缸行程、工作时间和压力设定的测量;(8)检测器工作的测量;(9)卷筒直径的测量。
1.5.3 气闸工作检测
试车的准备:(1)电磁阀开-关动作的确认;(2)无干涉的确认;(3)平稳运动的确认;(4)无空气泄漏的确认;(5)压力设定的确认;(6)检测器工作的确认。
1.5.4 芯轴无负荷旋转试车
公转马达:AC 120Kw*550rpm
旋转试车准备:(1)马达测试的完成;(2)马达旋转要求的确认;(3)联轴器联接的确认;(4)封闭干油润滑和干油系统的操作的确
认;(5)非正常电流的确认。
旋转测试:(1)电流,电压;(2)轴承温度;(3)马达转速;(4)各部件不正常现象的存在;(5)润滑和干油条件的确认;(6)轴承的震动;(7)噪音;(8)平稳旋转。
1.5.5 卷筒旋转测试
相对卷取机旋转确定:
电机:NO.1 AC 1-2500kW 250/945rpm
NO.2 AC 1-2500Kw 250/945rpm
首先打开所有的制动器以及锁紧装置,保证旋转去周围无干涉;旋转停止后,用空气盘式制动器安装一个旋转马达;在此测试中不允许连续进行旋转操作;在旋转测试时,在旋转马达联轴器螺栓处使用剪刀安全销。需要确认和测量的项目如下:(1)电流,电压;(2)轴承温度;(3)平滑旋转;(4)不正常声音的确定;(5)供稀油、干油条件。
2 结束语
文章主要是在熟悉图纸和卡罗塞尔卷取机的工作原理的基础上,制定出了合理的卡罗塞尔卷取机检验方法,通过对卡罗塞尔检验过程当中的几个重要部分进行分析:箱体基本尺寸检验、箱体水平度检验、卷筒水平度和箱体垂直度检验以及卷筒跳动检验的检验方法,从而保证设备的质量。
参考文献
[1]焦时光.卡罗塞尔卷取机结构和参数分析及仿真[D].燕山大学,2006.
[2]梅如敏.卡罗塞尔卷取机结构和主要技术参数分析[J].江苏冶金,2011.
[3]力宏薇.转盘式双卷筒卷取机结构设计与计算[D].重庆大学,2008.
[4]魏尚起,夏乃侠,徐冰.卡罗塞尔卷取机安装技术[Z].2013.
猜你喜欢
中原商报·科教研究(2022年1期)2022-05-13
中国新闻周刊(2021年24期)2021-07-19
今日自动化(2020年10期)2020-03-03
军事文摘·科学少年(2017年4期)2017-06-20
军事文摘·科学少年(2017年2期)2017-04-26
经营者·汽车商业评论(2016年12期)2017-03-08
试题与研究·中考化学(2016年1期)2016-09-30
少儿科学周刊·儿童版(2016年1期)2016-03-14
少儿科学周刊·儿童版(2016年1期)2016-03-14
小天使·二年级语数英综合(2015年2期)2015-01-14
