
燃煤机组磨煤机的爆燃及控制预防措施
2017-02-10 00:11张学明
中国高新技术企业 2016年34期
摘要:由于燃煤具有高挥发分、易燃、易爆的特点,并且热风温度达到一定温度即会表现出较强的着火倾向,容易引起制粉系统自燃和爆炸,印度ADANI项目7号机组制粉系统曾多次发生爆燃事故,造成设备损坏和严重经济损失通过研究分析,提出制粉系统运行操作中预防爆燃措施,并在磨煤机及制粉系统中补充完善防爆逻辑,对预防和消除爆燃取得了良好效果。
关键词:燃煤机组;磨粉机;制粉系统;爆燃事故;爆炸原因;预防措施 文献标识码:A
中图分类号:TK223 文章编号:1009-2374(2016)34-0184-03 DOI:10.13535/j.cnki.11-4406/n.2016.34.089
磨煤机的爆燃是燃煤机组运行中的较大事故,由于燃煤具有高挥发分、易燃、易爆的特点,并且热风温度达300℃即表现出较强的着火倾向,容易引起制粉系统自燃和爆炸。印度ADANI项目在试运中曾发生磨煤机爆燃,造成工期延误、设备损坏等。该项目为5×660MW超临界燃煤机组,机组配套制粉系统采用上海重型机器厂HP1203磨煤机。本文通过对该项目磨煤机爆燃现象的研究分析,提出制粉系统运行操作中预防爆燃措施,并在磨煤机及制粉系统中补充完善防爆逻辑,对预防和消除爆燃取得了良好效果。
1 事故经过
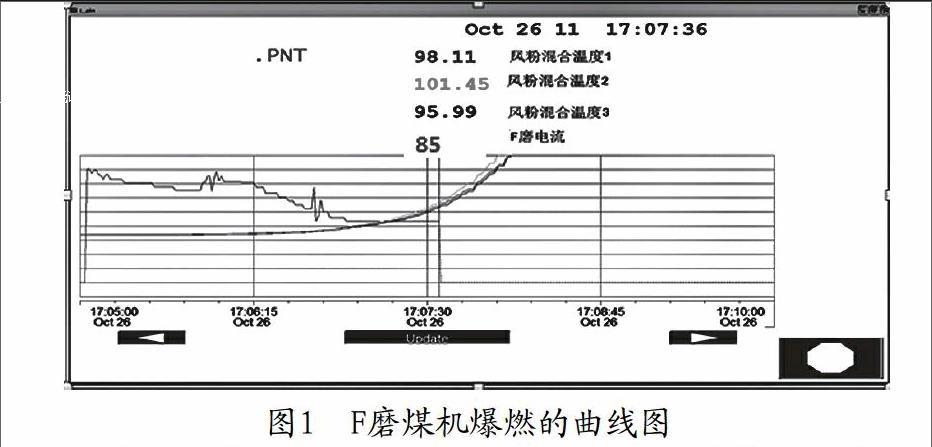
2011年10月26日,印度ADANI项目#7机组在负荷530MW稳定运行,机组协调控制投入。A、B、C、E、F磨煤机投入运行,给煤机煤量分别为在59.4t/h、57.4t/h、58.2t/h、56.8t/h、56t/h。17时05分21秒F给煤机出口插板门关闭,联跳F给煤机。17时06分14秒热风调门开始由30%关至0%,用时20s。在热风调门关闭,冷风调门全开时,1至4号角风速分别为35m/s、31m/s、31m/s、32m/s。17时06分39秒在集控室听到一声巨响,锅炉火焰电视显示炉膛内火焰猛烈抖动后恢复正常,运行人员手动关闭热风调节门,全开冷风调节门。17时07分36秒F磨煤机出口温度高至95℃跳闸。运行人员将机组协调控制切至手动,调整风煤比,稳定机组负荷320MW,派人去现场检查,发现F磨煤机爆燃。
图1 F磨煤机爆燃的曲线图
爆破后的现象如下:(1)F制粉系统爆燃,造成热一次风入口膨胀节破裂,风道防爆门爆开;(2)检查F磨煤机发现:F2、F3煤粉管道各一个弯头破裂,F2在锅炉2号角煤粉管水平段与垂直段转向弯头处破裂,F3在锅炉4号角煤粉管水平段转向弯头处破裂,两个弯头都掉落在17m平台上严重变形;(3)F磨煤机入口热一次风关断门因气源管断裂,就地远方均无法操作,热一次风关断门无法关闭,漏出的热一次风吹到附近的电缆桥架上,威胁电缆安全,机组于20时04分解列停机。
2 事故原因分析
记录查取情况:17时05分21秒F给煤机出口插板门关闭(F给煤机出口电动门经查看操作记录,没有DCS发出关闭指令,可能为就地操作关闭或继电器误动作。当天为印度节假日,现场人员稀少,可排除有人就地操作);根据锅炉燃用煤质,冷风量不足,不能有效控制磨煤机出口风温。
处理方式分析:给煤机跳闸以后,运行人员没有及时投入磨煤机消防蒸汽。
F制粉系统由于给煤机跳闸造成磨煤机内煤粉浓度短时间内迅速升高,磨煤机内部有明火或热风道入口有杂物着火引爆煤粉,引起制粉系统爆燃,F给煤机出口挡板异常关闭引起整个系统扰动是本次事故的诱因。
爆燃机理分析,制粉系统爆炸的三要素:(1)制粉系统内部有杂物燃烧产生明火或引燃的煤粉;(2)制粉系统内部有合适浓度的煤粉;(3)制粉系统内部有充足的氧量。
在本次事故过程中,制粉系统断煤后,DCS系统指令磨煤机热风门快速关闭瞬间,造成磨煤机内煤粉浓度瞬间迅速上升,达到爆炸浓度;制粉系统运行时风门维持一定开度,有合适的氧量满足制粉系统爆破;在磨煤机入口风道处,有杂物自燃,消防蒸汽管道进入磨煤机盲管处存在积粉自燃,制粉系统内煤粉相互运动摩擦产生静电火花以及磨辊与进入磨煤机的金属杂物摩擦产生机械火花,制粉系统内死角积粉造成自燃,石子煤和刮板碰撞产生的火花等。
3 预防措施
(1)对每天入炉煤化验,依据煤质化验结果来优化调整运行工况;(2)制粉系统消防蒸汽要保证长期热备用状态,蒸汽消防系统疏水保持常开,确保蒸汽消防系统内无积水。在磨煤机DCS系统总画面添加消防蒸汽投入快捷键,并对相关逻辑进行改进,当磨煤机出口温度达到65℃时,磨煤机出口温度高报警,当达到70℃时,消防蒸汽自动投入。另外,当给煤机停运、磨煤机运行时,自动投入消防蒸汽,优化制粉系统消防蒸汽投用模式,完善运行操作规程,确保制粉系统无爆燃现象;(3)根据机组负荷情况对原煤仓进行上煤,停炉时必须烧空原煤仓的存煤,如果煤仓内有长时间的存煤,应严密监测原煤仓温度,发现原煤仓温度升高、冒烟应及时投入二氧化碳或喷水灭火;(4)磨煤机正常运行时,其出口风粉混合物温度保持在60℃~65℃,定期排放石子煤,降低引发火源的可能性。建立健全反事故预案,提高风险防范意识和事故处理能力。加强设备维护和消缺,及时处理各种异常,不留安全隐患,确保热工测点的准确性,以便于监视和调整。为保证F给煤机出口电动门工作可靠性,更换新的继电器。机组试运期间,各岗位运行人员配置齐全,能满足现场需要。调试根据主蒸汽温度,灰、渣含碳量调整煤粉细度;(5)如果磨煤机停运超过1天,则通知专业清空给煤机内存煤;如果该制粉系统停运预计超过5天,则必须清空原煤仓;(6)为防止磨石子煤斗积存的煤粉在石子煤排放时造成爆燃,磨煤机石子煤在磨启动时灭火蒸汽投入后进行石子煤的排放操作。
4 防止制粉系统爆燃的注意事项
为防止制粉系统爆燃,启、停制粉系统及其正常运行时应注意的事项如下:
4.1 启动前检查
4.1.1 制粉系统灭火蒸汽应良好备用,自动疏水器工作正常,保持手动疏水门全开,并保证磨煤机灭火蒸汽过热度,避免磨煤机防爆门起爆。
4.1.2 制粉系统启动前应保证磨煤机内部及煤粉管道内无存煤。
4.1.3 磨煤机有关仪表已调试完毕,标定完成,所有测点传动已完成,CO分析仪测量结果准确可靠。
4.1.4 正确监视入炉煤煤质,每班定期必须有入炉煤化验报告。严格控制入厂煤挥发分含量。当入厂煤挥发分含量超过40%时,严禁进入炉膛,必须掺配。入炉煤挥发分含量38%~39%时,磨出口温度控制在57℃~60℃,严禁超过65℃,煤粉细度控制在R90为30%±1。
4.1.5 磨煤机入口冷、热风门及热风调节挡板必须可靠好用,如果漏风较大,在热风门及挡板全关状态下,磨出口温度达60℃,应处理正常后方可投入磨煤机运行。
4.1.6 应避免将自燃的煤上到原煤仓,并且有计划上煤和烧煤,防止存煤过长产生自燃,定期检查原煤仓、给煤机、磨煤机外观的温度,发现自燃现象后及时汇报处理。
4.2 磨煤机正常运行中的监视
4.2.1 运行人员正确监视磨煤机的电流、进出口差压(2.5~3.5kPa)、磨煤机出口温度控制在60℃~65℃,进口混合后一次风温不大于270℃,如果冷风量不足时,可适当提高一次风压力。
4.2.2 在煤量正常时,监视磨煤机各粉管风速30m/s
以上,煤量较低时,各粉管风速不得低于27m/s。
4.2.3 由专人定期监测每台磨煤机煤粉细度并形成书面文件做好台账,避免由于煤粉细度过细增加爆炸几率。
4.2.4 根据不同的给煤量,磨煤机对应的各参数,运行人员应严格按照磨煤机厂家提供的风煤配比曲线调整。注意各台运行磨煤机的运行参数的对比,根据电流、差压判断磨出力大小,并调整合适煤量运行,控制煤粉细度R90在30%左右。
4.2.5 加强磨煤机就地的巡查次数。巡操员在就地巡查时,除了检查运行磨煤机声音有无异常、有无异常振动外,重点检查石子煤仓料位、温度是否正常,如发现料位高或石子煤仓温度高,立即汇报运行监盘人员并联系处理,防止运行时间过长引起石子煤排放管堵塞使之冒烟着火。经处理30分钟仍然无效,则停运该磨煤机。
4.2.6 加强对给煤机的检查,防止给煤机内积粉燃烧。
4.2.7 正常运行中磨煤机出现漏粉现象,及时通知处理并清理积粉,防止积粉自燃或引起粉尘爆炸。
4.2.8 运行中的磨煤机一旦内爆,必需立即停磨并通入消防蒸汽,直到磨内部各着火点完全熄灭,待磨温度下降到60℃以下。检查清理混合风进口的积煤以及各粉管可调缩孔处积煤,还有磨煤机各部是否损坏,待各部位修复后才允许重新启动。
4.2.9 当磨煤机出口温度上升至70℃,立即开启消防蒸汽,检查是否因给煤机出口落煤管堵塞造成,还是煤量少引起,并立即调整冷热风配比,控制磨出口温度。当磨煤机出口温度上升至80℃时全开冷风调节门,关闭热风调节门。当磨煤机出口温度继续上升至100℃或运行中磨煤机快速上升至95℃,则立即停运磨煤机,连锁关闭冷、热风隔绝门、密封风门,待磨出口温度下降至60℃后,关闭磨出口门。
4.3 磨煤机启动过程中的注意事项
4.3.1 磨煤机启动前(磨煤机出口门、密封风门、给煤机密封风门及出口门关闭),投入消防蒸汽,控制磨煤机出口风压不超过0.1MPs。
4.3.2 磨煤机启动时投入顺控启动制粉系统,磨出口温度要缓慢提高设定温度,防止磨热风挡板自动大幅开大,同时注意其他制粉系统的温度、风量及风压变化情况。造成磨煤机温升过快,并严格控制磨入口混合一次风温不大于270℃,严格控制磨煤机暖磨时的出口温度不得大于60℃。
4.3.3 观察给煤机启动后,注意保证本层制粉系统点火能量(临层煤量或者轻重油枪投入),投入消防蒸汽小于5分钟,注意总煤量、主汽温度、压力、各管壁温度大幅上升。
4.4 磨煤机停运过程注意事项
4.4.1 逐渐降低将要停运的给煤机煤量的同时,必须适当提前降低磨煤机的出口温度,控制磨入口混合一次风温在250℃以下,防止由于磨内煤量减少使出口温度升得太高出现爆燃。当给煤机煤量降至最低煤量前,必须将磨出口温度降至50℃方允许停磨。停运投入顺控步序,投入顺控时必须保证本层点火条件满足,如果无点火条件时,投入轻、重油以满足点火能量,必须严格避免由于点火条件丧失造成磨跳闸情况的发生。顺控停运磨时注意总煤量变化、汽压、汽包虚假水位等参数的调整,严格杜绝因为停磨造成的机组停运。
4.4.2 磨煤机停运后,检查给煤机皮带上已无煤且将磨内积粉已排空,否则为避免给煤机和磨内积存煤粉引起爆炸,必须全面清理积煤。
4.4.3 如果磨煤机停运后,其出口温度>50℃,则需开磨煤机冷风入口隔绝档板及冷风调节门,如果由于热风挡板内漏严重,使磨煤机出口升得过高,则要开启冷风挡板与磨煤机出口挡板以降低磨内的温度。
4.4.4 制粉系统事故情况下的防爆:(1)当CO分析仪CO含量高报警;(2)给煤机断煤或堵煤;(3)给煤量降至10T/h以下;(4)磨出口分离器跳闸;(5)磨煤机跳闸;(6)磨煤机出口温度大于70℃;(7)给煤机跳闸;(8)给煤机出口门关闭。
上述情况发生时,说明磨内的气粉混合物浓度、气粉温度和氧气浓度发生了急剧变化,达到或即将达到煤粉爆炸的边界条件,根据蒙德拉项目的实例,必须连锁投入磨的灭火蒸汽,以蒸汽充满磨机形成磨内的惰性气体环境,完全隔绝煤粉爆炸发生的必然条件之一(氧气充足),以期最大限度地保护人员和设备安全为根本目的。
5 结语
该项目磨煤机经常爆燃主要原因是印尼煤挥发分太高,磨煤机出口温度高造成的,后来经过一系列的控制措施后至今未发生磨煤机爆燃的现象。可见煤质挥发分的高低和磨煤机出口温度是影响磨煤机爆燃的主要原因,以后在运行过程中采取有效的软件和硬件措施,加强人员的业务素质,来保证制粉系统运行的安全、经济、稳定,为保障机组的运行提供有力保障。
参考文献
[1] 火力发电建设工程启动试运及验收规程(DL/T5437-2009)[S].
[2] 磨煤机试验规程(ASMEPTC4.2-1997)[S].
[3] 超临界压力660MW机组的启动和运行[S].
[4] 朱全利.锅炉设备及系统[M].北京:中国电力出版社,1998.
作者简介:张学明(1980-),男,山东梁山人,青岛华丰伟业电力科技工程有限公司助理工程师,研究方向:电建工程调试和性能试验。
(责任编辑:秦逊玉)
猜你喜欢
矿山安全信息(2022年12期)2022-11-25
矿山安全信息(2022年7期)2022-11-24
矿山安全信息(2022年24期)2022-11-24
能源工程(2022年1期)2022-03-29
今日自动化(2022年1期)2022-03-07
矿山安全信息(2021年20期)2021-11-30
电力设备管理(2021年2期)2021-03-15
现代面粉工业(2018年6期)2018-02-14
电力与能源(2017年3期)2017-07-01
现代面粉工业(2015年3期)2015-02-23
