
FMEA在油脂浸出车间安全管理中的应用
2017-02-10 07:28张学鹏王宏平
粮油食品科技 2017年1期
张学鹏,王宏平
(中储粮油脂(新郑)有限公司,河南郑州 451100)
FMEA在油脂浸出车间安全管理中的应用
张学鹏,王宏平
(中储粮油脂(新郑)有限公司,河南郑州 451100)
对故障类型与影响分析(FMEA)在油脂浸出车间安全管理中的应用做了具体阐述,包括识别车间设备设施内单个系统或零部件可能引发的故障类型,再对这些故障可能引发的风险进行分析评估,然后在现有技术水平基础上消除辨识出来的风险或将这些风险降低至可接受的水平。利用FMEA分析方法能以较小的成本,从源头上逐步减少和消除设备设施出现的安全隐患。
危险源辨识;安全管理;故障类型与影响分析;风险评估;浸出车间
事故产生的直接原因是没有及时消除或控制隐患,根本原因是缺乏对危险源的辨识和管控,因此,对事故的预防需从其根源—危险源的管理做起。《职业健康安全管理体系规范》(GB/T 28001—2001)中将危险源定义为:可能导致伤害或疾病、财产损失、工作环境破坏或这些情况组合的根源或状态[1]。安全生产管理要从“所有的事故都是可以预防”这一原则出发,通过对危险源的全面辨识和管控,将安全管理的关口前移,消除隐患发生的条件和触发因素,从根本上遏制事故的发生。
1 故障类型与影响分析概述
FMEA(Failure Mode and Effects Analysis)即故障类型与影响分析,它实际上是FMA(故障模式分析)和FEA(故障影响分析)的组合[2],故障模式分析是指能被观察到的错误和缺陷现象,在安全生产管理中就是指任何可能出现的安全隐患;故障影响分析是指通过分析该失效模式对安全和功能的影响程度,提出预防改进措施,减少安全事故发生。它是由美国国家宇航局形成的一套分析模式,1960年首次应用于航空工业中的阿波罗任务[3],20世纪80年代被美国军方确认为军方规范,利用表格方式协助工程师来进行工程分析,主要分析设备设施的可靠性和安全性,已被广泛应用于煤矿、化工、机械、核电站、汽车、电子、仪表工业等领域[4],并成为安全风险评价的重要工具。
FMEA基本原理是利用系统分割的方法,根据实际情形将系统分割为若干子系统或进一步分割成部件或元件,对系统中的子系统、部件逐一分析可能出现的故障类型及其可能引发的风险,即识别装置或过程内单个设备或零部件(电机、轴承、泵、阀门、法兰垫片等)的故障模式以及发生故障模式后可能产生的后果,分析产生故障的原因是如何发生的(老化、损坏、泄漏等),最后根据风险评价结果采取相应的风险削减措施[5]。
2 浸出车间安全管理现状
油脂浸出生产技术的应用已有几十年的历史,浸取油脂采用以己烷(C6H14)为主的有机溶剂[6],属第3类易燃流体,危险化学品分类中危规编号为31005,闪点-22℃,沸点69℃,自燃点260℃,爆炸极限为1.1%~7.5%,属甲类易燃液体[7],浸出车间归为甲类防爆车间,它的易燃易爆特性决定了对其安全管理标准的要求高。为解决安全管理方面的漏洞,通常的做法是对现场设备设施进行隐患排查,发现系统存在的缺陷和隐患,再整改消除。由于隐患排查重点关注的是生产现场当前的情况,存在几点缺陷[8]:一是需要检查人员多、检查时间长;二是隐患排查治理是一种头痛医头、脚痛医脚的对症治疗式管理,没有针对隐患产生的根源进行医治,隐患整改往往只能治标,不能治本;三是生产过程中发现一些设备设施存在安全隐患,可能需要停车才能消除隐患,影响生产经营秩序;四是若隐患发现不及时,遇触发条件就可能发生事故。危险源是事故的源头,是能量、危险物质集中的核心,主要来源于人的不安全行为、物的不安全状态、环境的不安全因素和管理上的缺陷[9]。浸出车间内设备设施种类和数量繁多,有刮板、绞龙、关风器、各类流体输送管道、泵、冷凝器、仪表、阀门、插板、浸出器、蒸脱机、过滤器、风机、溶剂罐、油脂暂存罐、刹克龙、减速机、换热器、蒸发器、干燥器等[10],生产系统因其机械设备、生产工艺、功能作用的不同,其构成要素千差万别。
针对浸出车间当前安全生产管理现状,若要遏制浸出车间安全事故的发生,有必要利用FMEA对车间设备设施存在的危险源进行全面彻底辨识,进行风险评估,制定科学有效的管控措施,对进一步有效消除事故隐患,减少安全事故,改善车间安全状况,提高安全管理水平具有重要意义。
3 FMEA应用
3.1 成立危险源辨识小组
首先成立设备设施危险源辨识小组,由部门负责人任组长,成员由主管、工艺工程师、班组长、员工组成,每位成员应该对本岗位的各个生产工艺、技术要求、安全管理、设备结构等知识熟悉。合理制定相应的工作计划(周计划、月计划等)和工作方法(员工识别、班组讨论、部门会议研究相结合),责任到人,确保每一名员工都能积极参与,把危险源辨识纳入到员工绩效考核中。
3.2 工作流程
为了确保危险源辨识的有效开展,要分层次、分阶段、循序渐进组织开展培训,培训对象为车间内全体员工,内容包括FMEA基础知识、危险源辨识方法、风险评估方法、岗位职责划分等。工作开展基本流程[11]:①确定FMEA的分析对象;②讨论设备设施内各个零部件可能发生的故障;③分析故障模式,考虑由于这些故障不能正常操作或正常工作后可能导致的事故;④找出失效模式本身所处设备的直接后果以及对其它设备设施可能产生的后果;⑤制定完善控制措施,若原有控制措施不足以控制住此项风险,应补充或制订新的控制措施;⑥评估每一个危险源可能引发的事故风险,进行风险等级划定;⑦岗位责任的确定。
3.3 危险源辨识
危险源辨识是前提和基础,其辨识的全面与否,直接关系到危险源控制的效果,辨识范围覆盖所有设备设施,在危险源辨识时应考虑正常、异常、紧急3种状态和过去、现在、将来3种时态[12],实施过程先由一线员工“自下而上”进行,再经历一个“自上而下”的过程,即员工结合工作岗位对设备设施先进行危险源辨识,管理人员和技术人员再对岗位员工辨识的危险源进行整理、分析、提炼,最大限度地将生产中的危险源暴露出来。按照FMEA方法开展危险源辨识,辨识清楚每台设备设施潜在的危险源,得到全面、有效的危险源数据资料。
3.4 风险评估
风险是特定危害性事件发生的可能性和后果的组合,风险矩阵评估法是一种适合大多数风险评价的方法,风险矩阵及风险等级划分依据见图1[13]。对辨识出来的设备设施危险源逐一进行风险评估,以发生的痕迹、频次、事故后果严重性等指标进行客观评价,最终得出每一项的风险等级。
3.5 完善控制措施
控制措施是安全生产的保障机制,是危险源管理的依托,确保各类风险的管控都能“有章可循,有规可依”[14]。全面辨识出每个设备设施存在的危险源,明确安全管理对象,对辨识出的各类危险源可能引发的风险进行评估[15],若有现有控制措施的,科学评价其是否合理,不合理的措施需要进行修正;没有控制措施的,则需要制定管控标准和措施。控制措施要进行评审,包括对原有的风险控制措施和准备采用的风险控制措施的评审,在实施前应组织车间有关人员,对控制措施进行评价,论证其可行性,再批准发布实施。
控制措施应考虑消除危险源的原则,其次考虑风险降低措施(降低危险发生概率、降低人员伤害或财产损失的严重程度),将使用个体防护用品作为最后管控手段。

图1 风险矩阵及风险等级划分标准
3.6 落实岗位职责
管生产必须管安全,谁主管谁负责,将每项和安全有关的工作具体划分到岗位中,明确与本岗位相关的安全职责,避免职责不清,充分调动各岗位人员在工作中的重视程度,谁负责什么工作,就要对其所负责工作内所涉及的设备设施出现的危险源负责,落实安全职责和保障安全措施[16]。
3.7 危险源数据库更新
为确保浸出车间内设备设施危险源辨识表的准确性,当车间内有工艺变动、设备设施更换等情况时,应按照FMEA危险源辨识方法,及时进行危险源辨识更新或补充。
3.8 FMEA分析实例
浸出器是浸出车间一个关键设备,膨化料或胚片在浸出器内被溶剂浸取,油脂与固体物料分离。它的几何尺寸大,附属部件较多,如防爆电机、链轮、料位计、减速箱、喷淋管、压力表、温度表、导轨、人孔、视镜、进料斗、壳体等,每一个部件产生故障类型不同,导致风险也不同,以浸出器为例进行设备设施危险源辨识分析,详见表1。
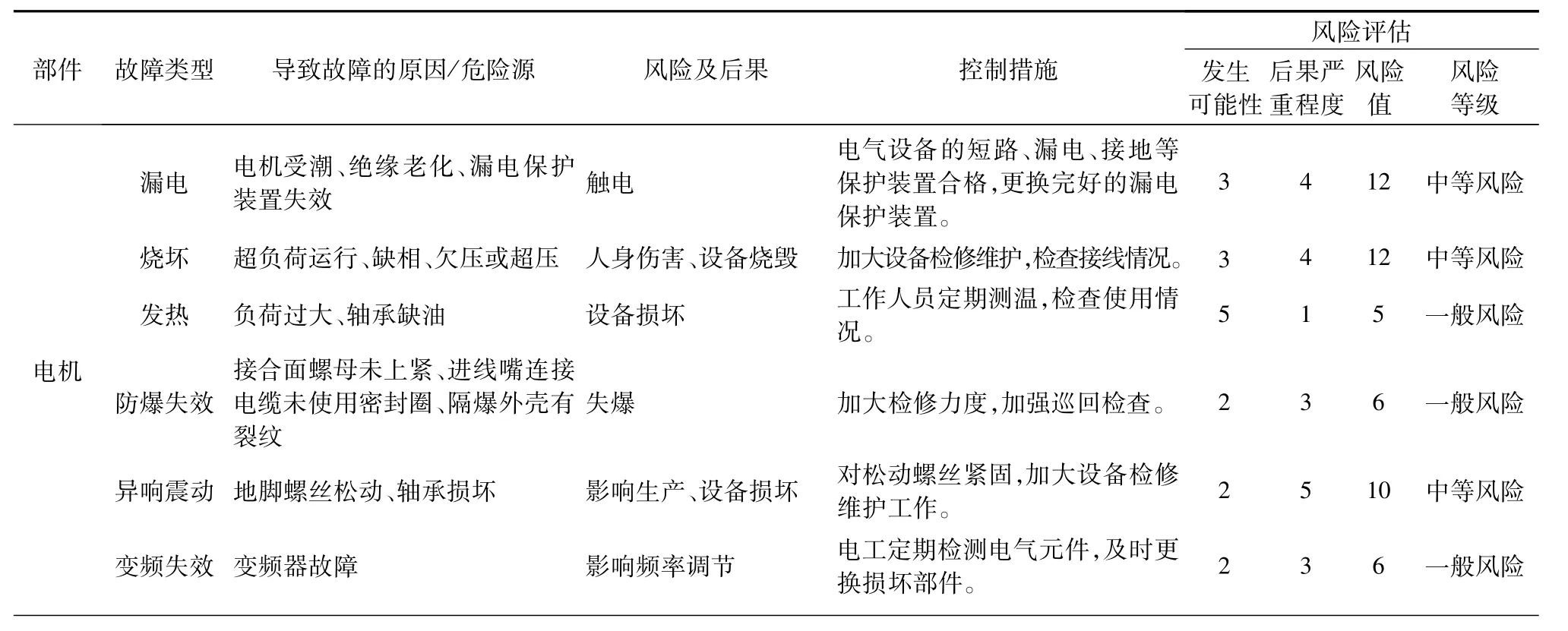
表1 浸出器的设备设施危险源辨识分析表
按照风险等级划分依据,风险值越大,造成的风险就越大。在表1中风险值大于9的即为中等风险,通过对浸出器辨识出来的一些危险源进行分析,其中壳体和视镜中密封失效造成的风险值较高,实际工作中壳体和视镜密封失效时就容易发生溶剂泄漏,形成安全隐患,这与辨识出的危险源进行的风险等级评价相一致,针对此类危险源必须制定有效措施重点防控。

部件故障类型 导致故障的原因/危险源 风险及后果 控制措施风险评估发生可能性后果严重程度风险值风险等级过热润滑油量过多或过少、型号错 一般风险减速箱 误、负荷过大 加速减速箱老化 定期测定油质,加油时核对油品型号,润滑油每年更换一次。 2 4 8一般风险链轮传动失效链轮磨损、链条松动跳链 设备停机 及时润滑,紧固张紧装置。 4 3 12漏油检查孔密封不严、视镜破裂 设备损坏、滑倒摔伤调整密封压盖,研磨密封面,更换密封圈。 236中等风险链条链条断裂超负荷运转、异物卡堵 影响生产 定期检查,防止异物进入。 5 1 5一般风险保护失效防护罩缺失或损坏 夹伤 加装防护罩,现场及时巡检。 4 3 12中等风险一般风险放射源泄露铅容器损坏 辐射伤害 定期测定辐射量,制定《放射源泄露应急预案》 3 5 15计量失效信号线脱落、探测器元件损坏溢料、设备损坏 紧固信号线,定期更换部件。 4 2 8料位计中等风险漏物料进料门关闭不严、磨损 溶剂泄漏 螺丝紧固,停机检修设备。 5 2 10进料斗中等风险堵塞异物卡阻 影响生产 停机检修设备,清理残留结块物料。 515一般风险导轨支撑失效导轨脱落、变形导致卡死 设备损坏 设备点检,润滑,螺丝紧固,停机检修,设备清理。 4 4 16中等风险保护失效壳体磨损、盖板腐蚀 溶剂泄漏、人员伤亡设备保持清洁。 4 3 12壳体中等风险密封失效人孔、检查孔密封不严 溶剂泄漏、人员伤亡调整密封压盖,研磨密封面,紧固螺栓,更换垫片。 5 4 20中等风险压力表指示失灵指针变形、元件老化 高压爆裂 定期校验,刻度盘上划出指示最高压力的红线。 4 1 4一般风险安全阀保护失效弹簧卡阻 溶剂泄漏 定期进行校验。 4 4 16中等风险视镜密封失效视镜老化、磨损、变形、破裂 漏料、溶剂泄露 调整密封压盖,紧固螺栓,更换密封圈。 5420一般风险视镜灯观察失效灯泡烧坏 风险小 及时更换视镜灯泡。 5 1 5中等风险观察失效异物遮挡 溶剂泄漏 停机检修,及时清理物料。 5 1 5一般风险温度表监控失灵震动、电气故障、元件老化 影响生产 定期校验,有损坏及时更换。 5 1 5一般风险喷淋管堵塞物料、积料堵塞 影响生产 停机检修,及时清理物料。 5 1 5一般风险填料密封密封失效填料磨损、安装不符合标准 设备损坏、溶剂泄漏调整密封压盖,调整紧固螺栓,更换填料。 3 412中等风险
4 结论
本文阐述了FMEA方法在浸出车间安全管理中的应用,包括设备设施产生的故障类型、开展危险源辨识、可能引发的风险、风险等级评估、控制措施制定、岗位责任的落实等方面,其核心是危险源的辨识,对辨识出来的危险源,采取有效的消除、减少、稀释和隔离等管控措施,使各类危险源始终处于受控状态,从根源上杜绝责任事故,实现安全关口前移和超前防控。
[1]GB/T 28001—2001,职业健康安全管理体系规范[S].
[2]杜虹.浅谈FMEA在风险管理中的应用[C].第二十八届中国IT、网络、信息技术、电子、仪器仪表创新学术会议论文集.天津,2014.
[3]武晓军.FMEA在企业现场安全管理运用的探讨[J].安防科技,2011(7):49-52.
[4]戴云微,韩之俊,朱海荣.故障模式及影响分析(FMEA)研究进展[J].中国质量,2007(10):23-26.
[5]贺陈琴,王岳.FMEA在乙烯罐区风险分析中的应用研究[J].中国安全生产科学技术,2012,8(1):149-153.
[6]赵国志,刘喜亮,刘智锋.浸出制油技术开发动向[J].粮食与油脂,2007,4:1-7.
[7]左青.大型油脂浸出厂工程安全评价[J].中国油脂,2005,30(10):24-29.
[8]马素兴.以风险预控为核心的安全管理体系理论研究与应用[J].中国安全生产科学技术,2012,8(10):220-224.
[9]田浩岑.建筑工程施工项目危险源的辨识与评价[J].科技视界,2012(4):100-101.
[10]倪培德.油脂浸出设备研究及发展趋势[J].中国油脂,2005,30(5):11-15.
[11]谭金,张卓林,王勇雄.大型火电机组调节派出门摆动故障的FMEA诊断方法[J].江西电力,2010,34(3):32-34.
[12]李争峰,冯文萍,张祖舜.浅谈危险源辨识[J].石油化工安全环保技术,2006,22(3):30-34.
[13]董艺博.煤矿人员不安全行为的风险预控[J].煤,2015(9):77-79.
[14]马改焕,刘广君.安全风险预控管理体系在煤矿生产中的运用[J].中国公共安全(学术版),2014(4):27-31.
[15]闫海龙.煤矿安全风险预控管理体系建设[J].山西煤炭,2015,35(2):67-69.
[16]崔玉章.如何加强企业安全生产责任制的落实[J].建筑安全,2009,24(9):13-15.
Application of failure mode and effects analysis in safety management of oils&fats extraction plant
ZHANG Xue-peng,WANG Hong-ping
(Sinograin Oils&Fats Industrial Xinzheng Co.,LTD,Zhengzhou Henan 451100)
The application of failure mode and effects analysis(FMEA)in safety management of the extraction plant's equipment and facilities is described in detail,including to identify the type of fault that may be caused by a single system or component in some devices,to evaluate and analysis of the possible risk of failure,in order to eliminate the risks or to reduced them to an acceptable level based on the existing technology.FMEA method can gradually reduce or eliminate the hidden trouble of equipment and facilities from the source by less cost.
hazard source identification;safety management;FMEA;risk assessment;extraction plant
TS 228
A
1007-7561(2017)01-0033-04
2016-6-22
张学鹏,1987年出生,男,研究生.
猜你喜欢
江苏安全生产(2022年10期)2022-11-02
建材发展导向(2022年2期)2022-03-08
建材发展导向(2021年22期)2022-01-18
智能制造(2021年4期)2021-11-04
大众投资指南(2021年35期)2021-02-16
中国特种设备安全(2019年11期)2020-01-16
小学生学习指导(中年级)(2018年11期)2018-11-29
江西建材(2018年1期)2018-04-04
农村农业农民·B版(2018年11期)2018-01-28
中国老区建设(2016年12期)2017-01-15
