
挤出机控制系统设计
2017-02-05 01:28王仁智赵洪军
移动信息 2017年9期
王仁智 赵洪军
挤出机控制系统设计
王仁智 赵洪军
江苏中电联瑞玛节能技术有限公司,江苏 南京 210000
阐述了PID及阶跃控制在挤出机控制系统中的应用,针对挤出机控制系统要求,采用Siemens系列CPU设计了挤出机控制系统。系统采用总线通信架构,满足系统高可靠性、高可用性、安装维护简便的要求。系统使用方便,维护简单。
PLC;WINCC;PID通信
引言
随着时代的发展,单靠人工操作已不能满足大型企业的生产要求,也无法保证产品的高质量和企业的形象。人们在生产实践中看到,自动化带来了极大的便利,减轻了人员的劳动强度,减少了人员编制。在许多复杂的控制过程中操作人员难以实现的目标控制,PLC却可以很方便地实现。本文介绍了PID控制及步进控制在挤出机上的应用。
1 系统概述
1.1 挤出机介绍
挤出机的部件组成可分为两个部分:一是动力部分;二是加热部分。动力部分大多采用变频器控制电机的转速,即原料的挤出速度。加热部分大多采用导热油加热机体内部。
工作过程:塑料物料从料斗进入挤出机,在螺杆的转动带动下将其向前输送,物料在向前运动的过程中,接受料筒的加热、螺杆带来的剪切以及压缩作用使得物料熔融,因而实现了在玻璃态、高弹态和粘流态的三态间的变化。在加压下,处于粘流态的物料通过具有一定形状的口模,然后根据口模而成为横截面和口模样子相仿的连续体,继而冷却定型形成玻璃态,由此得到所需加工的制件。
在挤出机中,一般情况下最基本和最通用的是单螺杆挤出机。本项目主要应用的是双螺杆挤出机。其主要包括:传动、加料装置、料筒、螺杆、机头和口模等6个部分[1]。
1.2 控制系统简介
本系统配置两台LCD操作站,可对挤出机系统的所有设备进行监控,上位机控制软件采用德国Siemens公司的Win CC7.0软件。此软件是一个开放且可扩展的SCADA,支持目前大部分厂商的PLC及其通信协议,WinCC7.0软件通过内部特有的I/O Server服务器与PLC硬件采集通信数据,并把采集到的数据通过报警、趋势、报表等功能更直观地显示出来。下位机以Siemens公司CPU315为系统控制核心,CPU315能够对挤出机各个电机的转速、电流、电压、各个温度测点以及阀门的开关状态等进行监视,同时在一定条件下可对电机转速即阀门开度进行自动调整和同期操作。控制方式采用手动操作和自动控制两种方式[2]。手动操作是进行设备单体的启停控制,不参与设备之间的联锁控制;自动操作时,挤出机各加热点阀门可以根据温度自动调节开度,并且电机设备之间进行联锁控制。
1.3 PID介绍
在过去几十年里,PID控制也就是比例积分微分控制在工业控制中得到了广泛应用。在控制理论和技术发展的今天,在工业过程控制中95%以上的控制回路都具有PID结构,而且许多高级控制都是以PID控制为基础的[3]。常规PID控制系统的原理框图如图1所示。该系统主要由PID控制器和被控对象组成。
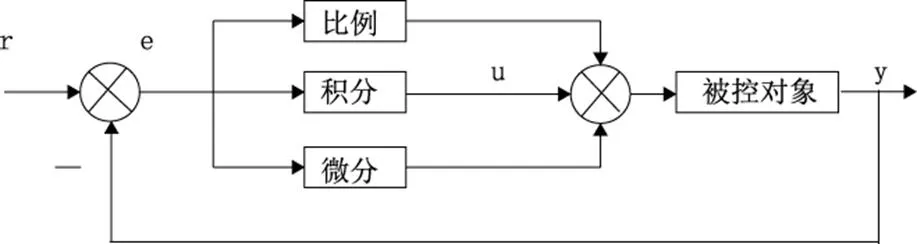
图1
本系统主要是对挤出机加热部分进行PID控制,通过导热油调节阀的自动调节,从而控制温度。
2 工程设计
2.1 系统硬件架构
本除控制系统采用PROFIBUS及MODBUS双通信架构。PLC与阀门及温度测点采用硬接点信号,与电机驱动器(变频器)采用Profibus通信,与加热控制器采用Modbus通信。通过通信这种方式,可以更精确地控制电机的转速以及加热器的功率。如果某个I/O模块发生故障,系统允许在不断电的情况下对故障的模块进行热插拔,避免不必要的生产停机,方便系统维护。具体硬件配置如图2所示:
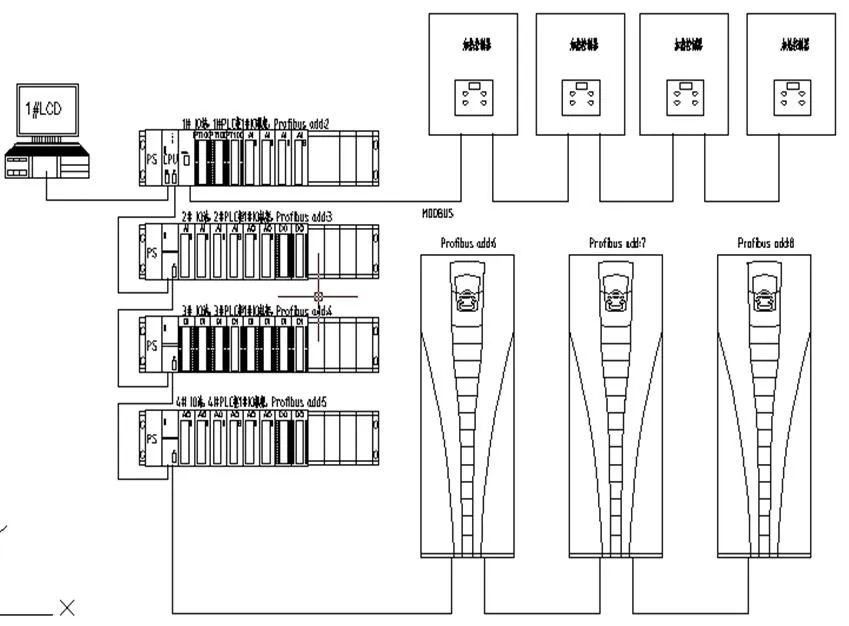
图2
2.2 控制要求
根据业主方提出的挤出机的控制要求,挤出机的初始升温阶段,各加热站的温度温升必须控制在10 ℃/min范围内,且最终的实际温度的误差范围必须控制在1 ℃。根据此控制要求,如果单一使用PID进行控制,则在升温过程中无法实现5 ℃/min的要求,因此此控制程序中引入了步进控制的理论。每分钟整定一次设定温度值,不断步进递升直到达到最终需要的温度。在其控制过程中,阀门通过PID进行自动调节,从而不断达到每分钟的设定值。
2.3 控制程序结构
本系统采用FBD(功能块图)及LAD(梯形图)作为编程语言。FBD及LAD编程语言直观性强,对控制逻辑关系复杂的控制系统来说,FBD及LAD编程语言能够更清楚地表达功能关系,大大减少了编程调试时间。
图3、图4、图5分别是挤出机加热站#1站的温度控制逻辑图。通过逻辑图可以看出温度设定值每30 s增加5 ℃,即1 min增加10 ℃,步进增加的设定值达到最终设定温度时停止[4]。图6为PID加热阀PID控制的控制逻辑图。
2.4 控制结果
图中相应线色分别代表:黑色为最终设定温度;蓝色为阶跃设定温度;天蓝色为实际温度反馈值;红色为加热调节阀的开度;绿色为冷却调节阀的开度。
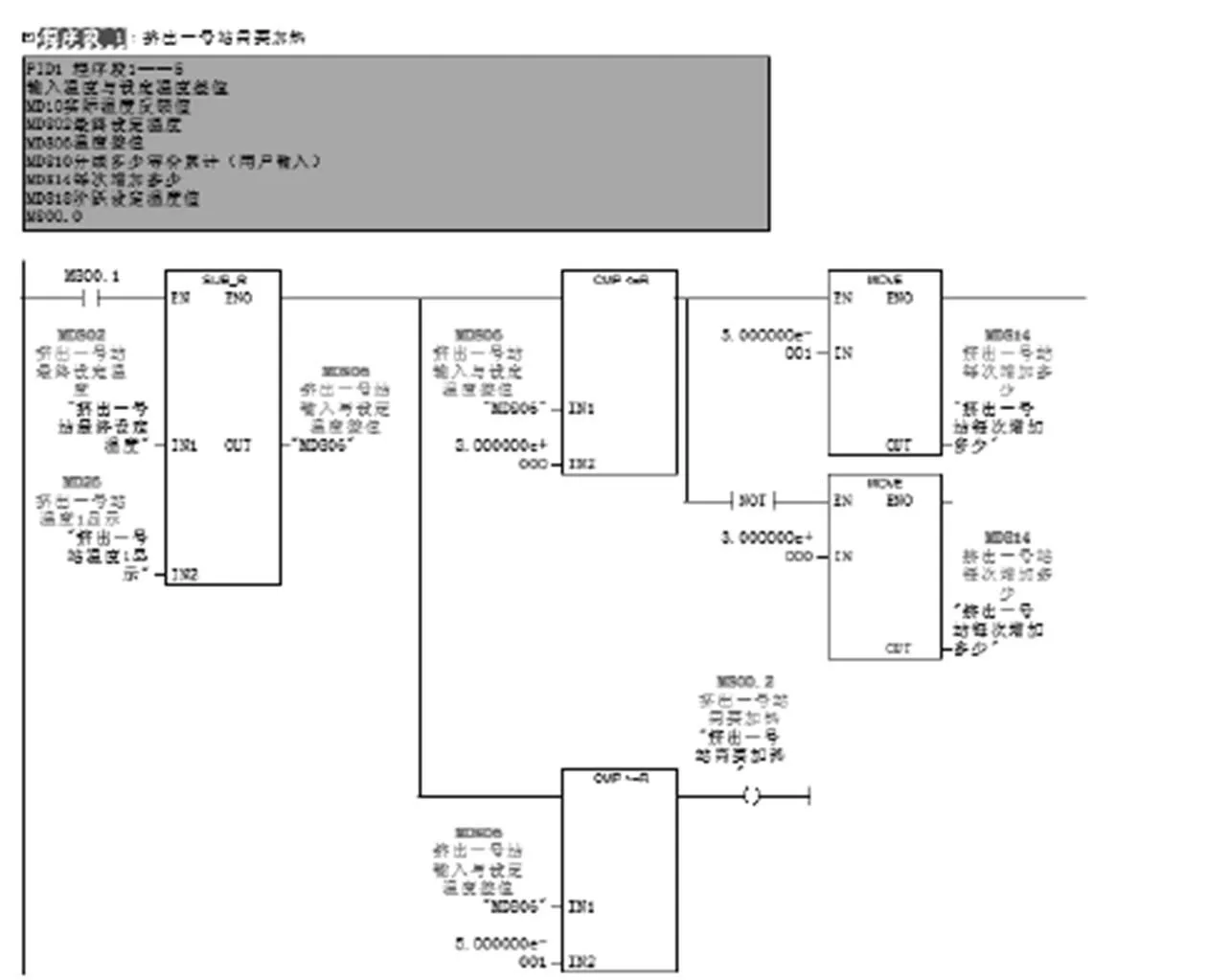
图3
图4

图5
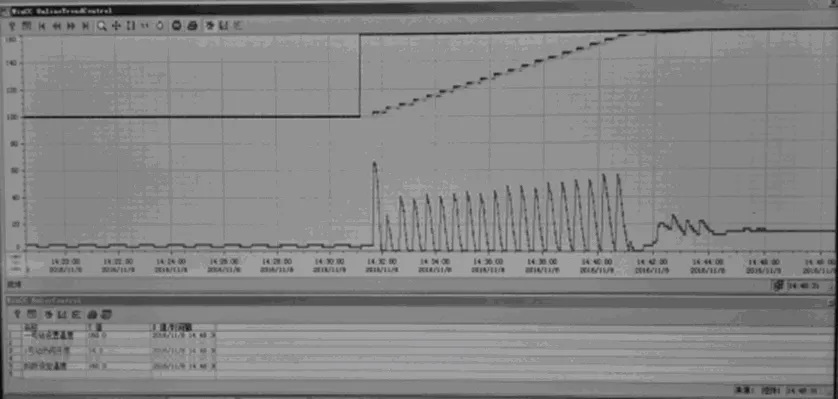
图7 控制效果图
根据图7的历史曲线图,可以观察出最终实际温度值已达到设定温度值,且二者之间偏差0.7 ℃,在1 ℃范围内。
3 结束语
由Siemens 系列PLC构成的控制系统,有很强的数据处理能力和逻辑运算能力,网络架构简单,数据通信可靠,操作界面友好。该套系统投运已有一段时间,总体效果不错,控制系统日常维护量少,安全可靠,操作简单,能很好满足工业生产的需要,值得在水处理行业推广。
[1]Siemens公司s7300_module_data_manual_zh-CHS_ zh-CHS模块手册[Z].
[2]Siemens公司 WINCC手册[Z].
[3]于庆广.可编程序控制器原理及系统设计[M].北京:清华大学出版社,2004.
[4]王卫兵.PLC系统通信、扩展网络互连技术[M].北京:机械工业出版社,2004.
Design of Control System for Extruder
Wang Renzhi Zhao Hongjun
Jiangsu Cec-ricm Energy Conservation Technology Co., Ltd., Jiangsu Nanjing 210000
The paper introduces the PID and step control in the control system of the extruder. According to the control system requirements of extruder, using Siemens series CPU designes a machine control system of extrusion. The system adopts bus communication architecture and meets the requirements of high reliability, high availability, convenient maintenance and installation of the system. The system is easy to use and easy to maintain.
PLC; WINCC; PID communication
TQ320.52
A
1009-6434(2017)9-0064-03
猜你喜欢
应用能源技术(2022年9期)2022-10-22
仪器仪表用户(2022年10期)2022-09-29
汽车维护与修理(2022年5期)2022-09-06
仪器仪表用户(2022年4期)2022-04-01
湖北农机化(2021年7期)2021-12-07
新疆钢铁(2021年1期)2021-10-14
科学与财富(2021年33期)2021-05-10
北京汽车(2021年2期)2021-05-07
发电技术(2020年3期)2020-06-29
戏剧之家(2018年21期)2018-10-19
