
基于VERICUT的HNC数控铣系统环境的构建与仿真调试
2017-01-11 08:20江洁詹华西
智能制造 2016年7期
江洁+詹华西
HNC与FANUC数控铣系统在编程规则上同样遵循ISO国际标准协定,其指令系统有一定的共性但也存在个性化差异。本文通过分析两者的异同,在已有FANUC系统环境的基础上,针对其个性差异,探索了VERICUT中HNC控制系统库的构建方法,经仿真调试验证了基于个性定制的有效性。
一、引言
VERICUT是一个面向NC程序实施加工仿真的软件,能在零件加工前期对用户编制的NC程序实施高真实度的仿真检查,以验证工艺及程序实施的可行性、规避技术风险。VERICUT对数控机床的支持需要通过构建控制系统库文件和机床结构模型文件来实现,机床结构模型只需根据各机械部件的逻辑运动关系进行搭建即可,它与数控系统无关,而控制系统则需根据数控系统的指令功能及编程规则有针对性地进行环境构建,然后通过VERICUT的内嵌函数宏来实现对应的功能。HNC三轴数控铣系统的基本指令功能及格式规则同样也是遵循ISO国际标准协定的,其与FANUC有大多的相似之处。因此,研读VERICUT下FANUC数控铣系统库环境,在分析两系统在指令功能上的共性和个性异同基础上,即可有针对性地构建HNC数控铣系统库环境。
二、HNC与FANUC数控铣系统指令功能的异同分析
作为同样遵循ISO国际标准协定的数控系统,HNC与FANUC数控铣系统在基本线圆插补(GO/G1/G2/G3)、坐标系构建(G54等)、加工平面限定(G17/G18/G19)、绝对/增量坐标编程方式(G90/G91)、刀补控制(G40/G41/G42/G43/G44)、回零控制(G28)和常用辅助功能M/S/T/F等基本指令功能及格式规则上是共同的。其个性差异主要表现在三个方面。
其一,在程序头信息中,FANUC的首行是以O××××作为程序番号,而HNC系统的首行既可用是O××××也可用%××××作为程序番号。
其二,HNC铣削系统大多指令钻镗循环的含义及格式均与FANU C类同,但G73/G83/G76/G87几个钻镗循环指令中部分参数则有所不同。如FANUC的G73/G83中提刀回退量不受指令控制,而是由系统参数设定的,而HNC中的提刀回退量则由指令中K参数控制,其指令格式中增加了K参量;FANUC中G76/G87的让刀横移方向也是由系统预先设定好参数控制的,指令中仅包含回退量Q参数,而HNC的指令格式不使用Q参数,由I、J对让刀横移作矢量控制,既包括回退量又包含回退方向。
其三,FANUC系统在实施钻镗循环期间不允许使用基本线圆插补指令功能,需先使用G80退出钻镗循环后才可执行基本线圆插补功能,而HNC系统既可用G80取消固定循环,也可由01组的G代码取消固定循环,其程序编制更灵活。
三、VERICUT下 HNC数控铣削系统环境的构建
针对以上基于HNC与FANUC数控铣系统指令功能及编程规则的异同分析,在VERICUT中可用fanlom.ctl基本数控铣削控制系统为蓝本,在其基础上进行具共性基本指令功能的检视及个性差异系统指令功能的添加和删减操作,由此构建出HNC M.CTL的控制库环境。
1.基本指令功能的检视
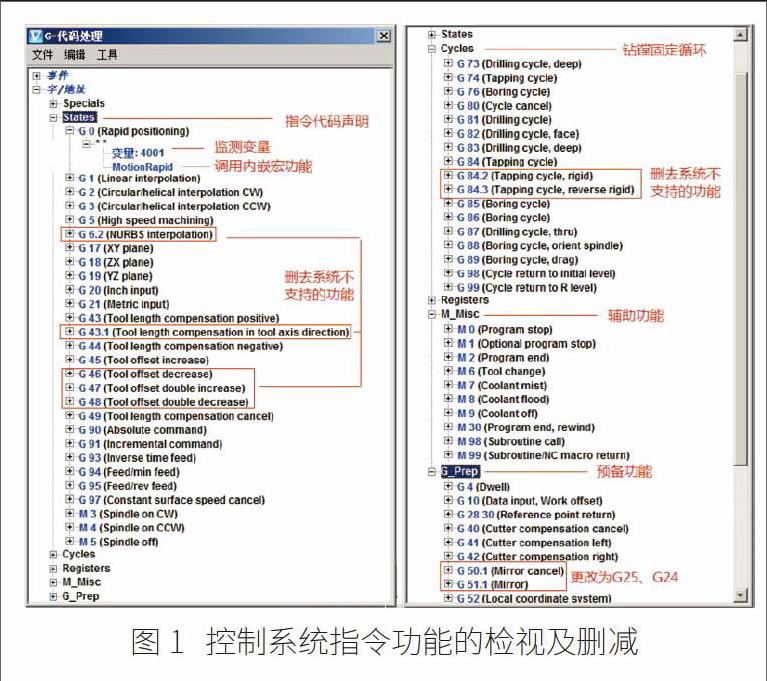
先调用fanlom.ctl为控制系统库,其基本指令功能可通过点击VERICUT主菜单“配置”→“文字/地址”功能项,如图1所示,在弹出对话框中检视其是否具备HNC所支持的系统指令功能,包括States指令代码声明中的基本指令功能、Cycles钻镗循环功能、M_misc辅助功能及G_prep预备功能等。在此,可删去系统不支持的指令代码功能,或在指令代码声明中添加HNC M系统支持的G代码功能及宏调用关系。增删后将系统库另存为HNC M.CTL,则大部分FANUC已有的系统指令功能可直接沿用到HNC_M控制系统环境中。
2.个性差异指令功能的定制修改
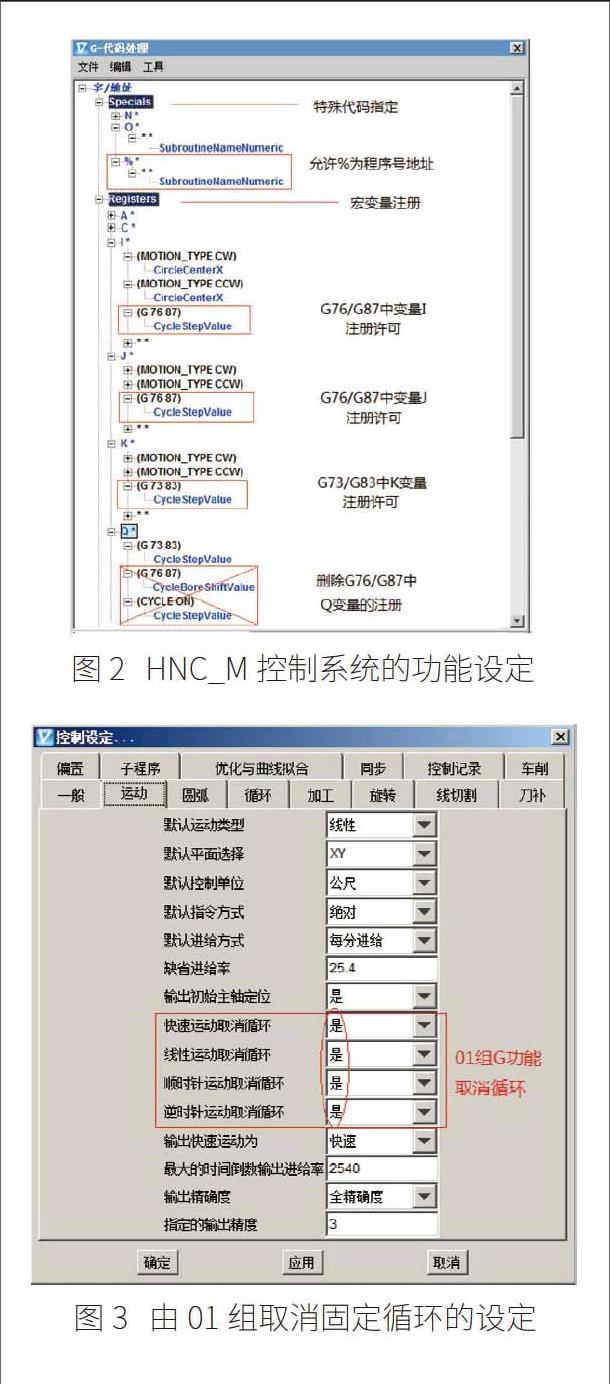
针对HNC与FANUC系统指令功能出现的个性化差异,可在对话框中按图2所示进行基于HNC_M系统的G代码控制处理的设置。主要包括两点。
其一,参照“0”指令的函数调用设置,在specials特殊代码指定中添加允许“%”作为程序番号地址的支持。
其二,在Registers宏变量注册中为I、J变量添加其对G76/G87钻镗循环支持的注册许可,为K变量添加其对G73/G83钻镗循环支持的注册许可,删除Q变量对G76/G87钻镗循环的注册支持等。
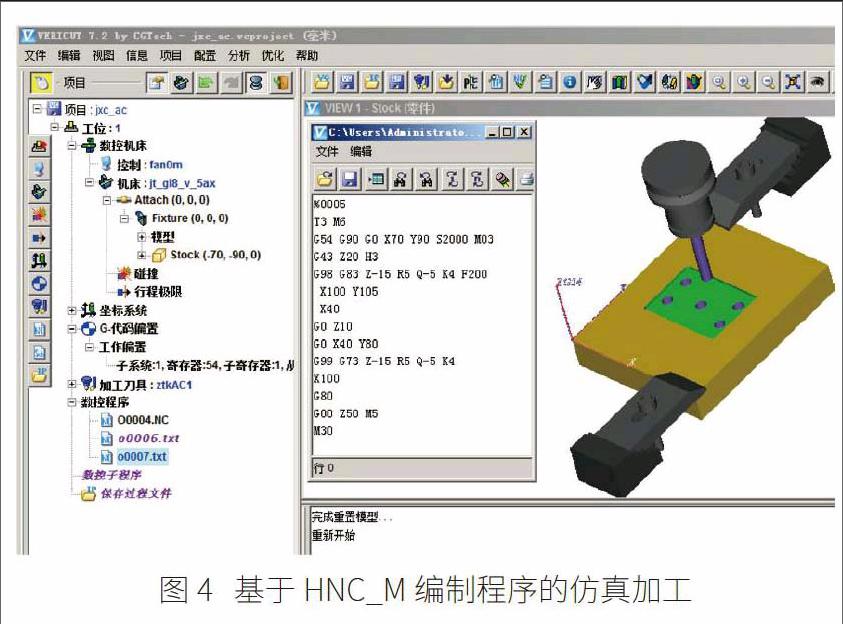
由于HNC M系统既可用G80取消固定循环,也可由01组的G代码取消固定循环,因此,在点击主菜单“配置”一“控制设定”弹出的图3所示对话框中,可就其基本运动规则设定允许01组G功能取消钻镗固定循环。这样在几个钻镗循环之间可直接用GO实施孔间定位移动,而不需先用G80取消固定循环。
四、HNC_M控制系统指令功能的仿真调试
在VERICUT中经上述系统环境设置后,即可对所调入的预设零件数控铣削项目按HNC系统编制的加工程序实施仿真验证。图4所示为某零件加工仿真验证的结果,其在基本指令功能及基于HNC系统钻镗循环个性化指令功能的应用上都能得到理想的实现。
在基于HNC系统编制的程序在仿真调试中,若选用未修改定制的原fanuc10m系统库,由于未进行基于HNC钻镗循环新增变量的注册设置,当执行程序语法检查或运行加工仿真时,将会在信息区显示“××代码不支持”的信息警示。改用新定制的HNC_M系统库后重新进行仿真检查,则不再出现这些警示信息。
另外,若将图3所示的01组G代码取消固定循环均设定为“否”,当程序在几个钻镗循环之间使用了GO/G1的z向运动时,就会出现“循环进给应沿着刀轴运动”的信息警示。只有将这些均设定为“是”,才不会出现警示信息。
由此可见,以上针对HNC数控铣削加工进行的VERICUT系统库环境的定制设置是成功的。
五、结语
VERICUT作为一款基于NC程序实施加工仿真验证的软件,在业内具有较为广泛的应用,但其对国产数控系统的支持尚需用户自行构建系统库文件,方可实施正确的仿真。本文针对HNC与FANUC指令功能的相似性,仅就其间个性化差异展开探索,较粗浅地介绍了开发定制VERICUT控制系统库的方法,期望能对使用VERICUT进行数控系统环境定制的相关研究者提供一定的借鉴。
猜你喜欢
制造技术与机床(2019年7期)2019-07-22
动漫星空(2018年11期)2018-10-26
动漫星空(2018年2期)2018-10-26
动漫星空(2018年9期)2018-10-26
动漫星空(2018年5期)2018-10-26
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
现代工业经济和信息化(2016年12期)2016-05-17
