电容器铝壳自动上料-定量灌胶控制系统设计
2017-01-05 07:12:52郑天池孙小刚郭琳娜邵建新邱自学
工程设计学报 2016年6期
郑天池, 孙小刚, 郭琳娜, 邵建新, 邱自学
(南通大学 机械工程学院,江苏 南通 226019)
电容器铝壳自动上料-定量灌胶控制系统设计
郑天池, 孙小刚, 郭琳娜, 邵建新, 邱自学
(南通大学 机械工程学院,江苏 南通 226019)
针对电容器铝壳自动上料和定量灌胶工序存在自动化程度低、灌胶精度低等问题,设计了电容器铝壳自动上料-定量灌胶控制系统.采用三菱FX3GA系列 PLC对控制系统的软硬件进行合理配置,并详细设计了系统的硬件组成和软件流程;采用三菱GS系列触摸屏,实现系统的参数修改和状态监测功能.该系统已在电容器生产企业实际应用,应用效果表明:系统运行可靠、平稳,运行周期为10 s,铝壳定量灌胶误差小于2%,其提高了产品质量和生产效率,满足企业生产要求,具有一定的推广价值.
电容器; 铝壳; 自动上料; 定量灌胶; 控制系统
铝电解电容器是不可替代的电子元件,广泛应用于航空航天、汽车、家用电器等领域[1-3].随着我国经济发展进入新常态,电子元器件集成化的发展要求——“小尺寸、大容量、耐高温、长寿命”,将是铝电解电容器发展的必然趋势[4-6].
在完成电容器芯包引脚刺孔裁切、盖板铆接后,需对电容器铝壳进行定量灌胶.铝电解电容器有多种规格,相应的铝壳亦有多种规格(铝壳直径和高度不同),不同规格的铝壳,所需灌胶量不同.电容器铝壳进行灌胶时,其灌胶量须达到一定要求.
为提高电容器铝壳自动上料、定量灌胶的生产效率和灌胶精度,研制了电容器铝壳自动上料、定量灌胶设备,设计开发了电容器铝壳自动上料-定量灌胶控制系统,该系统能够实现多规格铝壳的自动上料、定量灌胶,提高了灌胶精度和产品质量,满足企业生产要求.
1 系统工作原理及控制要求
1.1 系统组成及工作原理
铝电解电容器铝壳自动上料-定量灌胶系统的组成如图1所示.
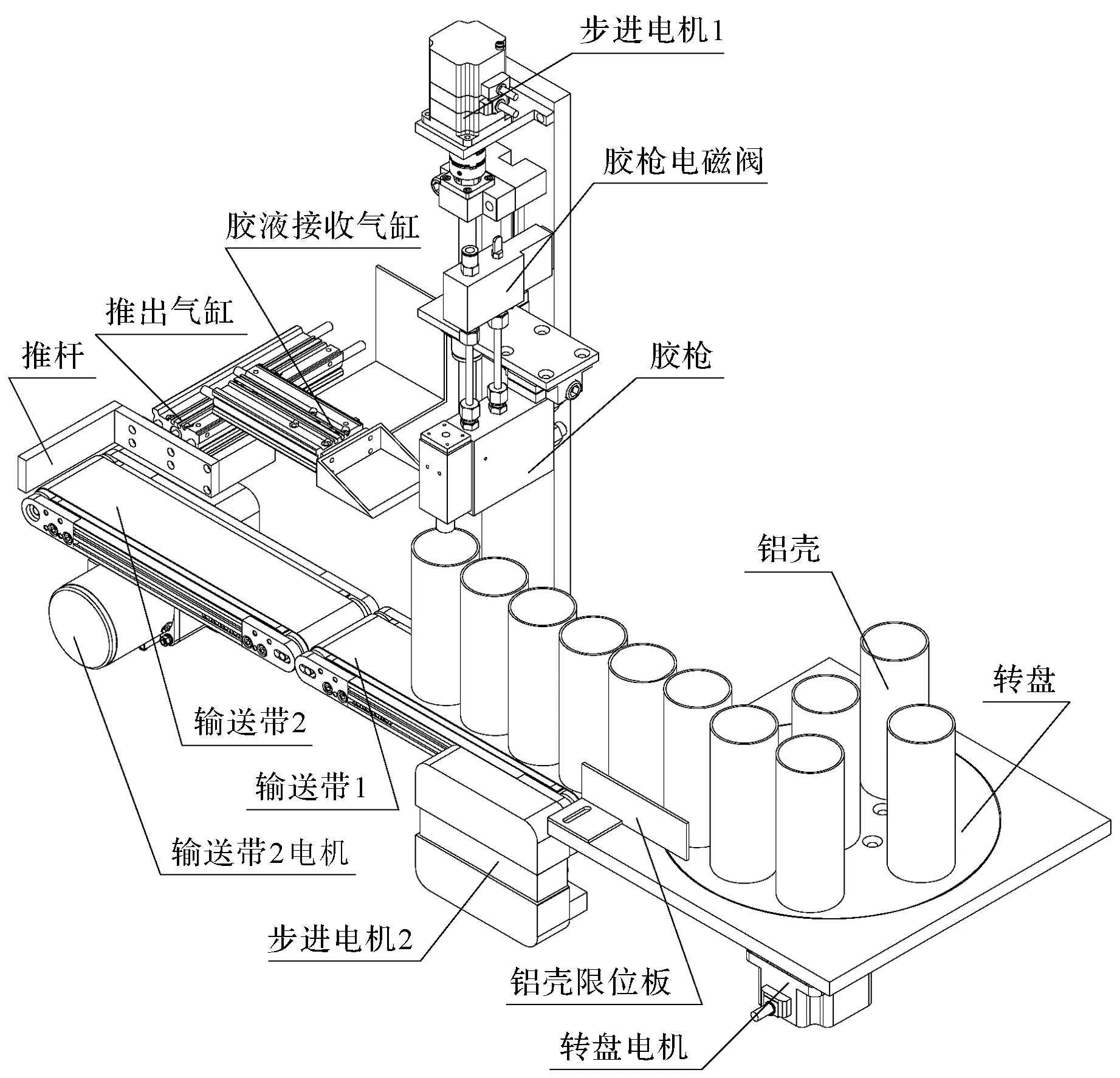
图1 系统的组成Fig.1 The composition of system
图1中,铝壳自动上料部件由转盘、转盘电机和输送带1(含步进电机2)、输送带2(含输送带2电机)等组成,用于实现将铝壳自动输送至灌胶位置的功能;铝壳定量灌胶部件由胶枪、电磁阀、胶液接收组件 (包括胶液接收气缸和胶液接收盒)等组成,用于多规格铝壳的定量灌胶;线性移动部件由步进电机1、滚珠丝杠、导轨等组成,该部件能够根据铝壳高度的不同,自动调节铝壳定量灌胶部件的高度;铝壳推出部件由推出气缸、推杆组成,用于将灌胶完成后的铝壳自动推送至下一工序.
1.2 气压系统原理
气压系统原理图如图2所示.

图2 气压系统原理图Fig.2 Principle diagram of pneumatic system
其工作原理如下:气源由空气压缩机提供,压缩空气经过气动三联件(空气过滤器、减压阀、油雾器)净化之后,达到所要求的空气质量.净化后的空气分为2路:一路经二位五通电磁阀通向铝壳推出气缸,通过PLC程序控制电磁阀的切换,控制铝壳推出气缸的前后移动,实现将灌胶完成后的铝壳自动推出的功能;另一路经二位五通电磁阀通向胶液接收气缸,通过PLC程序控制电磁阀的切换,从而控制胶液接收气缸的左右移动,达到自动接收残留胶液的目的.
1.3 控制系统功能要求
设计的电容器铝壳自动上料-定量灌胶控制系统用于实现对多规格铝壳进行自动上料和定量灌胶的功能,该系统以可编程控制器PLC为核心,采用触摸屏作为上位机[7-8],其主要功能要求如下:
1)对多规格铝壳的自动上料、定量灌胶功能.控制系统通过电机控制转盘的转动,自动将无序的铝壳按顺序逐个输送至输送带上;通过安装在灌胶工位的接近传感器,实现对铝壳在灌胶工位的精确控制;控制系统能够通过控制电磁阀来控制胶枪阀门的打开时间,实现对多规格铝壳的定量灌胶,且定量灌胶精度高,误差低于2%.
2) 参数设定功能.控制系统能够实现对多规格铝壳高度和灌胶时间的修改、设定.
3) 故障检测及报警功能.控制系统能够自动检测各传感器工作是否正常;能够检测各执行元件动作后是否回归到位;能够实时显示与监测系统运行状态,当系统出现异常时,一方面会在触摸屏上显示报警地点,另一方面会使故障部分设备中断,确保操作人员安全.
4) 系统运行状态.包括2种可切换的运行状态,分别为自动运行状态和点动运行状态.点动运行状态用于设备的检测、调试及各子控单元的控制;自动运行状态用于实际生产,实现控制系统中各运动部件的协同运动.
5) 停止和急停功能.设备自动运行过程中,当按下“停止”按钮时,停止当前自动运行动作;设备发生异常情况时按下“急停”按钮,停止所有运行动作.
2 控制系统硬件设计
铝壳自动上料-定量灌胶控制系统由PLC及输入输出模块、触摸屏、步进驱动模块、传感检测模块、电磁阀、转盘电机、输送带2电机、运行指示灯、启停按钮、报警器(三色灯)等元器件组成,其硬件接线图如图3所示.

图3 控制系统硬件接线图Fig.3 Hardware connection diagram of control system
2.1 PLC选型及I/O口分配
PLC作为整个控制系统的控制管理枢纽,对系统中的步进电机、交流电机进行启停和调节控制,对电磁阀进行切换控制,以及通过与触摸屏的连接,及时反馈系统的运行状态和参数的修改[9-10].
根据系统输入、输出端口的数量,综合考虑控制规模、特点及用户在使用过程中还需要增加的新功能和扩展等要求,选用日本三菱公司型号为FX3GA-40MT-CM的PLC,该型号PLC可提供24个输入点、16个输出点,同时自带2路高速通讯接口(RS422 & USB),方便了上位机、PLC 及触摸屏之间的通讯及调试,能够满足控制系统的要求.
本控制系统所需的输入端口为9个,输出口为12个,其I/O口分配如表1所示.
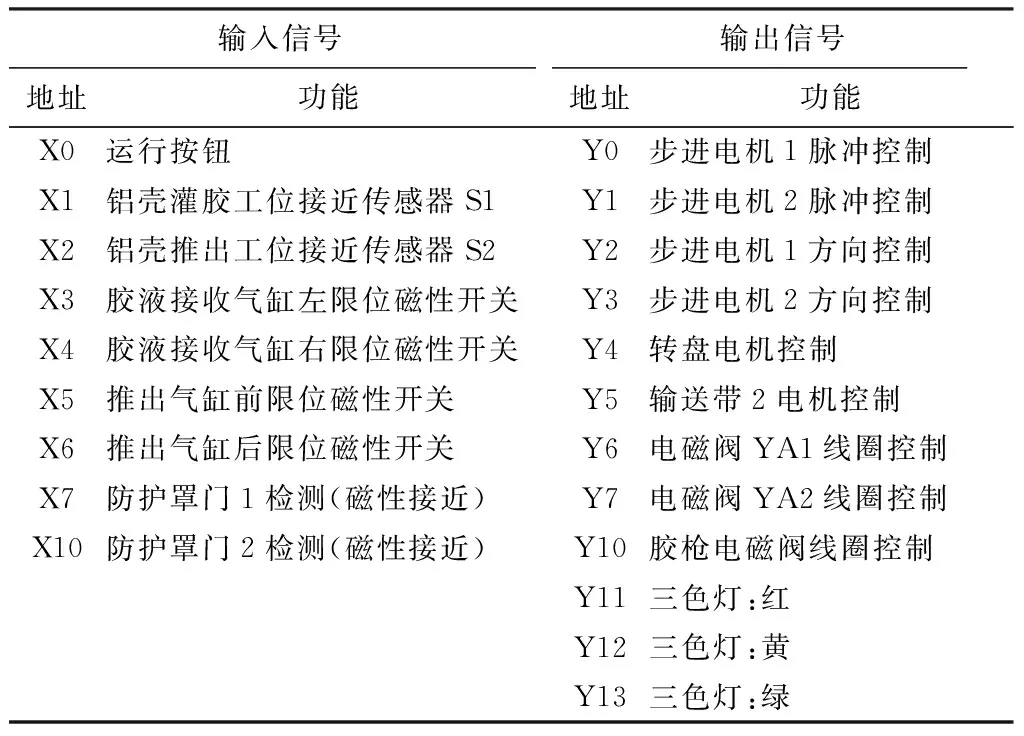
表1 PLC的I/O口分配
2.2 触摸屏选型
触摸屏作为上位机,通过RS422通讯接口实现与PLC相连,其型号为三菱GS2107-WTBD.触摸屏的作用是提供系统的状态界面以及系统主要参数的设定、修改,操作人员可从该界面查看系统当前及历史控制、报警和故障监测等信息,以解决故障及报警问题,从而实现系统的有效控制[11].
2.3 传感检测模块
为了保证铝壳自动上料、定量灌胶工序能够正常运行和提高系统运行安全性,需要使用接近传感器、磁性开关、磁性接近传感器等来检测设备的工作状态.控制系统所使用的各类传感器型号和作用如表2所示.

表2 各类传感器型号和作用
2.4 步进驱动模块
步进驱动模块采用东方马达五相步进电机组合产品RKS566AC(包含PKE566AC步进电机和RKSD507-C步进驱动器)作为驱动单元,其定位精度可达±1.4 μm.在步进电机驱动模块设计中,采用PLC对步进电机进行控制,利用PLC的高速脉冲输出功能输出脉冲信号,经过专用的步进电机驱动器控制步进电机[12-14].
3 控制系统软件设计
控制系统软件设计包括PLC程序设计和触摸屏界面设计两部分.
3.1 PLC程序设计
PLC程序设计采用编程软件GX-Works2,它是应用PC机对PLC进行编程的功能软件包.系统控制程序采用模块化设计思想,以梯形图的方式实现[15-16].根据设备的实际工作情况,PLC控制程序由手动控制和自动控制两部分组成,手动控制用于设备调试、检修及运行过程演示,自动控制用于设备的自动化生产.PLC工作的自动控制程序流程图如图4所示.编程计算机与PLC 通过USB通讯电缆连接,进行程序的下载与调试.

图4 PLC自动控制程序流程图Fig.4 Program flow chart of PLC automatic control
3.2 触摸屏界面设计
触摸屏将系统手动工作模式、自动工作模式的切换键及显示集于一体,能够方便地操作和监控设备,并显示当前设备工作的状态[17-19].用GT-Designer2软件编写触摸屏程序,GT-Designer2具有简单、高效、易于上手等优点,使自动化过程更加透明,组态更加简单,反应更加迅速.
控制系统的触摸屏界面主要包括:
1) 主界面.如图5所示,该界面由“自动上料”、“定量灌胶”、“设备调试”和“设备概要”这4个按钮组成,手动按下相应的按钮,即可进入该界面.

图5 触摸屏主界面Fig.5 Main screen of touch screen
2) 设备调试界面.如图6所示,该界面主要用于设备的点动调试,由“步进电机1调试”、“步进电机2调试”、“铝壳有无检测”、“防护罩门检测”、“胶液接收气缸调试”、“铝壳推出气缸调试”、“交流电机调试”(包括转盘电机调试和输送带2电机调试)、“三色灯调试”按钮组成,按下相应的按钮即可对该界面进行调试.

图6 设备调试主界面Fig.6 Screen of equipment debugging
3) 定量灌胶界面.如图7所示,该界面主要包含设备状态栏、参数设置栏和运行状态监测栏.
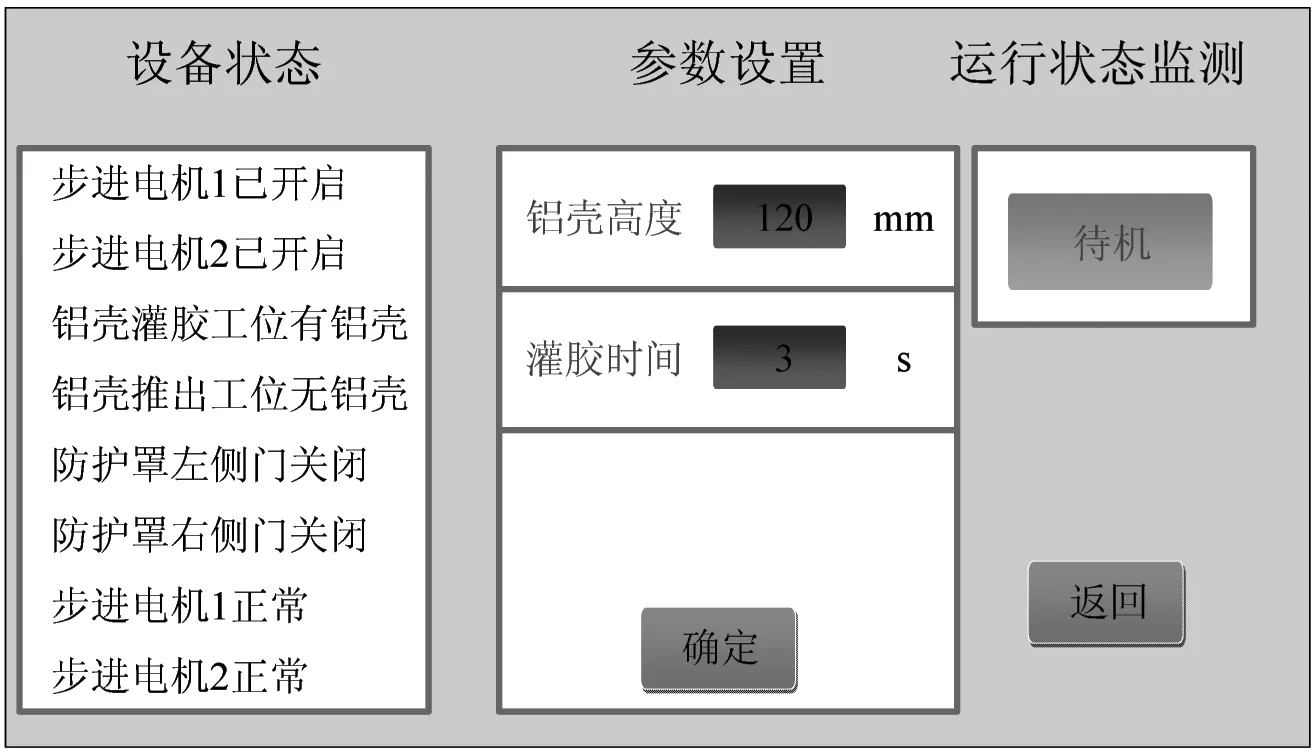
图7 定量灌胶界面Fig.7 Screen of quantitative filling
设备状态栏:实时显示铝壳灌胶工位、铝壳推出工位是否有铝壳;步进电机1,2是否开启及是否正常;防护罩左、右侧门是否闭合,若为否,则字体呈红色并闪烁.
参数设置栏:包括“铝壳高度”和“灌胶时间”两部分,其中:“铝壳高度”供用户根据当前待灌胶的铝壳高度进行参数设置,当用户输入新的铝壳高度,并按“确定”键后,控制系统控制步进电机1自动带动铝壳定量灌胶部件移动至当前铝壳所需灌胶高度位置;“灌胶时间”供用户根据当前待灌胶的铝壳的规格,设定胶枪阀门打开的时间,从而实现对铝壳的定量灌胶.
运行状态监测栏:实时显示整机的运行状态.
4) 报警界面.当设备出现故障或者参数设定不正确时,触摸屏中会弹出报警界面,三色灯中的红灯亮并显示报警信息,操作人员可根据界面中的信息找到报警位置;当故障排除后,报警信息消失.
4 结 论
1) 针对电容器铝壳自动上料、定量灌胶工序的生产要求,设计了铝壳自动上料-定量灌胶控制系统,采用三菱FX3GA系列PLC作为系统控制核心,三菱GS系列触摸屏作为人机交互界面,完成了系统的自动化控制.
2) 目前,该系统已在电容器生产企业实际应用,系统运行周期为10 s,有效提高了生产效率;铝壳定量灌胶误差小于2%,满足企业灌胶误差小于5%的要求;系统具有相应的检测功能,避免因无铝壳造成空灌胶;控制系统能够实现无故障连续运行,保障了产品质量和运行效率.
3) 实际应用效果表明该系统稳定、可靠、易于操作,在提高企业自动化程度的同时,节约了人力资源成本,为企业带来了一定的经济和社会效益,具有一定的推广价值.
[1] BOTH J. The modern era of aluminum electrolytic capacitors[J]. IEEE Electrical Insulation Magazine, 2015, 31(4): 24-34.
[2] 王志申,何业东,孙志华,等. 铝电解电容器高压电子箔点蚀机理的研究[J]. 材料工程,2012,40(5):15-19. WANG Zhi-shen, HE Ye-dong, SUN Zhi-hua, et al. Pitting mechanism for aluminum electrolytic capacitor high voltage foil[J]. Journal of Materials Engineering, 2012, 40(5): 15-19.
[3] ZHU S Q, BAN C L, TAO X Q, et al. Modelling specific capacitance of DC etched aluminum foil for aluminum electrolytic capacitor[J]. Journal of Materials Science-Materials in Electronics, 2015, 26(9): 6750-6756.
[4] 马皓,王林国. 铝电解电容器退化分析与故障预诊断[J]. 电力系统自动化,2005,29(15):68-73. MA Hao, WANG Lin-guo. Degradation analysis and failure prediction of aluminum electrolytic capacitor[J]. Automation of Electric Power Systems, 2005, 29(15): 68-73.
[5] RIGAMONTI M, BARALDI P, ZIO E, et al. Particle filter-based prognostics for an electrolytic capacitor working in variable operating conditions[J]. IEEE Transactions on Power Electronics, 2016, 31(2): 1567-1575.
[6] AMARAL A M R, CARDOSO A J M. Condition monitoring of electrolytic capacitors[J]. International Journal of System Assurance Engineering and Management, 2011, 2(4): 325-332.
[7] LIN H C. A remote monitoring and control-based precise multiplication riveting system[J]. Computer Applications in Engineering Education, 2006, 13(4): 316-323.
[8] 马巧红,李茜,王孟效,等. PLC 在饮用水深度净化控制系统中的应用[J]. 工程设计学报,2007,14(6):486-489. MA Qiao-hong, LI Qian, WANG Meng-xiao, et al. Application of PLC on control system of deep purification of drinking water[J]. Chinese Journal of Engineering Design, 2007, 14(6): 486-489.
[9] 李哲,王小强,李华龙,等. 海带条自动上料机的设计及应用[J]. 工程设计学报,2012,19(58):408-411. LI Zhe, WANG Xiao-qiang, LI Hua-long, et al. Design and application of the feeding machine for kelp strips[J]. Chinese Journal of Engineering Design, 2012, 19(5): 408-411.
[10] 林峰,刘杨,许焰. 基于PLC的水听器回转扫描控制系统的设计及实现[J]. 工程设计学报,2009,16(1):54-57. LIN Feng, LIU Yang, XU Yan. Design and implementation of sonar test system based on PLC[J]. Chinese Journal of Engineering Design, 2009, 16(1): 54-57.
[11] 张琨英. 基于PLC的磨削液变频恒压供给系统设计[J]. 工程设计学报,2013,20(2):168-172. ZHANG Kun-ying. Design of grinding fluid frequency conversion constant pressure supply system based on PLC[J]. Chinese Journal of Engineering Design, 2012, 19(6): 465-469.
[12] BERNAT J, STEPIEN S, STRANZ A, et al. Infinite time horizon optimal current control of a stepper motor exploiting a finite element model[J]. Bulletin of the Polish Academy of Sciences-technical Sciences, 2014, 62(4): 835-841.
[13] 王彦军,李增生. 基于PLC的步进电机控制[J]. 科学技术与工程,2011,11(5):1077-1010. WANG Yan-jun, LI Zeng-sheng. The control of the stepping motor basing on PLC[J]. Science Technology and Engineering, 2011, 11(5): 1077-1080.
[14] IBRAHIM D. Microcontroller-based stepper motor control basics[J]. Electronics World, 2015, 121: 20-24.
[15] 王俊杰,张伟,金杰峰,等. 电动汽车电池装箱生产线控制系统的设计[J]. 组合机床与自动化加工技术,2016(2):122-125. WANG Jun-jie, ZHANG Wei, JIN Jie-feng, et al. Design of controlling system for electric car battery packing production line[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2016(2): 122-125.
[16] 乔东凯,杨向宇,李多民,等. 基于PLC对三维立体运动系统的电气控制及应用[J]. 工程设计学报,2012,19(6): 465-469. QIAO Dong-kai, YANG Xiang-yu, LI Duo-min, et al. Electrical control and application of 3D motion system based on PLC[J]. Chinese Journal of Engineering Design, 2012, 19(6): 465-469.
[17] 王淑旺,顾立才,张定,等. 基于PLC和触摸屏的车身总装夹具控制系统设计[J]. 组合机床与自动化加工技术,2012(1):74-77. WANG Shu-wang, GU Li-cai, ZHANG Ding, et al. Design on control system of car body welding jig based on PLC and TP[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2012(1): 74-77.
[18] 庞海亮,潘丰. 液洗机配料控制系统设计[J]. 仪表技术与传感器,2015(7):81-85. PANG Hai-liang, PAN Feng. Design of blending system for liquid washing machine[J]. Instrument Technique and Sensor, 2015(7): 81-85.
[19] 朱剑,舒志兵,郑之开. 基于激光传感器的玻璃切割控制系统的设计[J]. 仪表技术与传感器,2016(2): 66-68. ZHU Jian, SHU Zhi-bing, ZHENG Zhi-kai. Design of glass cutting control system based on laser sensor[J]. Instrument Technique and Sensor, 2016(2): 66-68.
Design of automatic feeding and quantitative filling control system for capacitor aluminum shell
ZHENG Tian-chi, SUN Xiao-gang, GUO Lin-na, SHAO Jian-xin, QIU Zi-xue
(School of Mechanical Engineering, Nantong University, Nantong 226019, China)
Aiming at the problems existing in the automatic feeding, quantitative filling process of the capacitor aluminum shell such as low automation degree, low filling accuracy and so on, the control system of automatic feeding and quantitative filling for the capacitor aluminum shell was designed. The PLC of Mitsubishi FX3GA series was used to conduct the reasonable configuration of hardware and software for the control system and the hardware composition and software flow of the system were designed in detail. The touch screen of Mitsubishi GS series was used to achieve the system parameter modification and state monitoring. The system had been applied in the practical application of capacitor production enterprise and application effect showed that the system ran reliably and stably, the operation period was 10 s, the error of the quantitative filling for aluminum shell was less than 2%, and the product quality and production efficiency were improved, which could meet the production requirements of enterprises. The system has a certain popularization value.
capacitor; aluminum shell; automatic feeding; quantitative filling; control system
2016-05-24.
本刊网址·在线期刊:http://www.zjujournals.com/gcsjxb
江苏省产学研联合创新资金-前瞻性联合研究项目(BY2016053-14);南通大学研究生创新计划项目(YKC15007).
郑天池(1991—),男,江苏徐州人,硕士生,从事机电一体化装备及测控技术研究,E-mail: 876048162@qq.com. 通信联系人:邱自学(1963—),男,江苏南通人,博士,教授,博士生导师,江苏省有突出贡献中青年专家,从事机电一体化装备与测控技术、智能结构及其健康监测技术、无线射频识别及其应用等研究,E-mail:qiu.zx@ntu.edu.cn. http://orcid.org//0000-0002-3892-8256
10.3785/j.issn. 1006-754X.2016.06.015
TP 273; TB 21
A
1006-754X(2016)06-0620-06
猜你喜欢
物理之友(2020年12期)2020-07-16 05:39:20
电子制作(2019年22期)2020-01-14 03:16:28
装备制造技术(2019年12期)2019-12-25 03:06:36
山东冶金(2019年5期)2019-11-16 09:09:38
电子制作(2018年12期)2018-08-01 00:47:44
知识就是力量(2018年7期)2018-07-11 06:39:56
制造技术与机床(2017年6期)2018-01-19 02:41:21
电子制作(2017年19期)2017-02-02 07:08:38
通信电源技术(2016年6期)2016-04-20 06:21:10
当代化工研究(2016年6期)2016-03-20 16:21:46