
基于OWL的工艺BOM本体构建方法研究
2017-01-04 08:47钟艳如韦秀仙梁毅芳
制造业自动化 2016年12期
吴 帆,钟艳如,韦秀仙,梁毅芳,彭 娟
(1.桂林电子科技大学 广西高校图像图形智能处理重点实验室,桂林 541004;2.桂林电子科技大学 商学院,桂林 541004)
基于OWL的工艺BOM本体构建方法研究
吴 帆1,2,钟艳如1,2,韦秀仙1,2,梁毅芳1,2,彭 娟1,2
(1.桂林电子科技大学 广西高校图像图形智能处理重点实验室,桂林 541004;2.桂林电子科技大学 商学院,桂林 541004)
针对工艺物料清单在异构系统上传递和共享困难的问题,引入网络本体语言的形式化表示技术,研究工艺物料清单本体的构建方法。首先在零件加工面与工艺关系的基础上,设计了基于特征表面的工艺物料知识表示模型,通过产品零件加工表面与加工工艺的对应关系,工艺步骤到生产资料的映射关系,将工艺知识与工艺物料信息相结合;其次借助模型构建基于网络本体语言(Web Ontology Language, OWL)的工艺物料知识元本体模型,实现工艺物料清单(Bill of material,BOM)的本体构建;最后以联轴器为例,在protégé软件上对联轴器的工艺BOM进行本体构建,为后续的工艺BOM自动生成、知识推理及知识库构建奠定基础。
工艺;物料清单;本体;网络本体语言
0 引言
在工业4.0的时代趋势下,发展智能制造已成为全球制造业的目标。然而企业智能化在管理上面临着的问题不再限于人、机、料、法、环等方面,同时还面临着大量数据资料的管理问题,异构知识信息的共享传递正是其中之一,诸如计算机辅助设计(Computer Aided Design,CAD)、计算机辅助工艺计划(Computer Aided Process Planning,CAPP)、企业资源计划(Enterprise Resource Planning,ERP)等系统都是独立发展起来的[1]。企业知识多形式样化,异构系统数据结构不兼容,甚至有些工艺物料清单文件,还得依靠人工手工录入和传递[2],这就造成了企业信息共享传递的滞涩形成信息孤岛[3]。
BOM是ERP的核心技术文件,是各部门指导工作和组织计划的基本资料及重要依据[4]。为了解决BOM信息从设计部门到工艺部门的转换和传递低效的问题,梁平[5]、周圣文[6]等人以可扩展标记语言(eXetensible Markup Language,XML)模式的对BOM进行存储,郭春芬[7]、曲敏[8]等人,采用本体技术对工艺类知识进行描述和管理,钟艳如[9]、覃欲初[10]等人针对工艺公差知识进行详细研究,通过描述逻辑与本体技术,实现了公差类型的自动生成与推理,促进了工艺公差知识高效利用和共享,然而却未将工艺领域知识与BOM相关联,实现对工艺BOM的刻画。
首先,本文在前人研究的基础上设计基于OWL的工艺物料知识表示模型,然后,根据表示模型,采用本体形式化描述,将工艺领域知识与BOM相结合,构建工艺BOM本体,以OWL文件模式,促进设计部门到工艺部门BOM信息的高效传递与知识共享。
1 工艺物料知识表示模型的设计
1.1 概述
表示模型体现了自顶向下逐层细化的研究思路。通过对BOM文件的研究分析,将产品信息与工艺知识相结合,设计基于特征表面的工艺物料知识结构表示模型,模型将产品零件、加工表面、工艺知识和生产加工所需要的生产资料进行关联,实现工艺BOM的本体构建。
本体(Ontology)最早是由亚里士多德在“存在论”中提出的哲学概念,随着人工智能的发展,本体在计算机科学领域被定义为“共享概念模型的明确形式化规范说明[11]”。它最突出的优点是能够实现真正意义上的信息共享、应用集成、语义互操作及知识重用[12]。
W3C(World Wide Web Consortium)最初为了定义和实例化Web本体,设计了本体描述语言OWL,它由RDF语言和RDF(S)语言发展而来,其语法格式延续了RDF/XML的语法格式,使得非专业人员也能读懂OWL的代码。protégé软件是由斯坦福大学医学院研究中心,基于Java语言开发的本体编辑工具,是语义网本体构建的核心开发工具,支持OWL、RDF(S)、XML及DAML+OIL等本体语言[12]。本文将采用Protégé软件来实现工艺BOM元本体模型的构建。
1.2 表示模型结构的设计
模型设计由4个层次构成,自上而下分别为产品结构层、加工表面层、加工工艺层、生产资料层,如下图1所示。其中A为装配体,PK为零件,k=1,2,…,k;Sn(Pk)为零件Pk的第n个加工特征表面,n=1,2,…,n;同理m=1,2,…,m;PrS1·i为加工工艺,i=1,2,…,i;Mj为工艺加工的生产资料,j=1,2,…,j。
通过装配体到零件的装配约束关系,零件加工特征表面加工工艺关系,以及零件工艺到加工所需生产资料的对应关系,将零部件信息、加工工艺信息与工艺生产资料信息相互链接,形成一个整体模型,进一步对工艺知识、工艺物料知识进行整合管理。
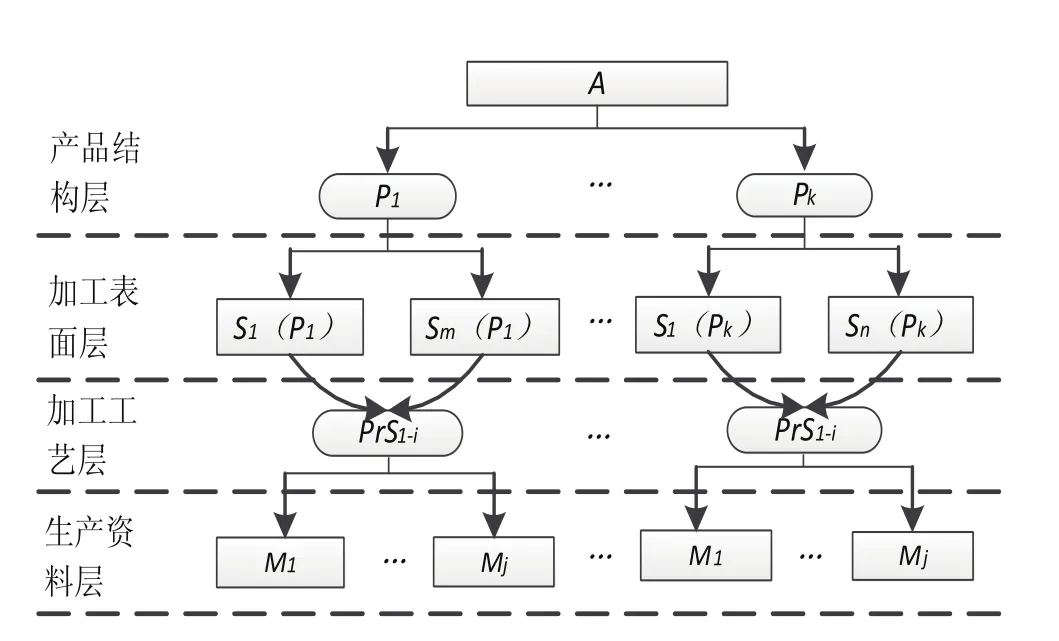
图1 工艺物料知识表示模型
1)产品结构层
表示模型的第一层是产品结构层,它主要表示产品层次结构以及零件之间的装配约束关系,该层除了反映产品的结构关系还主要承载着产品零件的主要设计信息,以及BOM中装配体及零件的基本属性,同时依据其零部件的装配约束关系呈现其产品的零部件结构树,产品结构层中装配体可以看成是由一个或多个零件,按照一定的装配约束关系组成的集合,同时如零件的材质、原材料的基本尺寸等都将为模型后面的加工工艺层及生产资料层的构建奠定基础。
零件自身信息包括设计零件的基本尺寸等,除此之外还有与其相关的物料属性,如:层次号(level)、物料编号(material Number)、图号(drawing Number)、零件名称(part Name)、来源(source)、数量(amount)、材质(material)、备注(remarks) 8种,这些属性信息源于BOM文件,是对零件工艺知识以及BOM知识进行本体描述的重要依据。
2)加工表面层
加工表面层是知识表示模型的第二层,其主要作用在于分析零件所需加工的表面,将作为下一层工艺加工层的重要支柱。对零件进行工艺分析确定零件加工工艺路线,除了需要考虑零件本身毛坯的材质、尺寸以及现有生产条件外,还需要考虑零件加工表面的形状类型以及粗糙度、精度的要求,不同的加工特征表面能够采取不同的加工工艺方案,而精度的要求除了对工艺加工方式的影响外,更多的是在是否考虑需要进行粗加工、半精加工和精加工上的划分。
在本文中借鉴产品几何规范(Geometrical Product Specification,CPS)中对几何面的分类,即GPS中的七个恒定类如表1所示,任何几何体模型或每个零件都可以看成是由数个特征表面围成的闭合几何体,这些特征几何面以其自由度及拟合导出要素划分为Spherical(球面)、Cylindrical(圆柱面)、Planar(平面)、Helical(螺旋面)、Revolute(旋转面)、Prismatic(棱柱面)、Complex(复杂面)。除了以下七种特征表面外,在实际加工工艺分析中还需要考虑是否为实体加工,在的成型过程中,部分实体加工的工艺会有一定的差异,例如内孔的加工,在特征表面中可以将其划分为圆柱面的特征表面加工,但在工艺分析中若为实体加工则必须优先进行钻孔工序。
3)加工工艺层
表示模型的第三层是加工工艺层,表示零件生产加工工艺约束关系,对产品每个零件进行工艺分析,提取工艺约束关系,为最后零件加工时所需生产资料的调度统计做准备,同时加工工艺层也是构建实际生产的工艺类本体的基础。工艺知识管理虽然在早年就被提起,但是由于其工艺种类的复杂性,工艺知识领域存在大量的显性和隐性知识,加上企业的知识形式多样化,表达方式不统一、不规范,致使工艺知识共享困难。
为此在加工工艺以七个恒定类的基础上,受限于文章篇幅仅以零件的切削加工为主要研究对象,对常规的切削加工工艺知识归纳总结如表2所示,通过表中关系约束简化工艺知识的复杂性,同时为之后的本体形式化描述对相关领域知识的提取奠定基础。
在工艺分析中工艺路线的确定中,除了需要考虑车间实际的生产加工条件,和加工表面类型外,同时还需要对加工面的精度进行考虑,同样的加工表面类型会有不同的加工精度要求,需要采取不同的加工策略,如表3所示,得出常用切削加工工艺与精度约束关系表,将加工工艺与加工精度相关联,为之后工艺知识的提取以及工艺知识库的构建以及知识推理奠定基础。
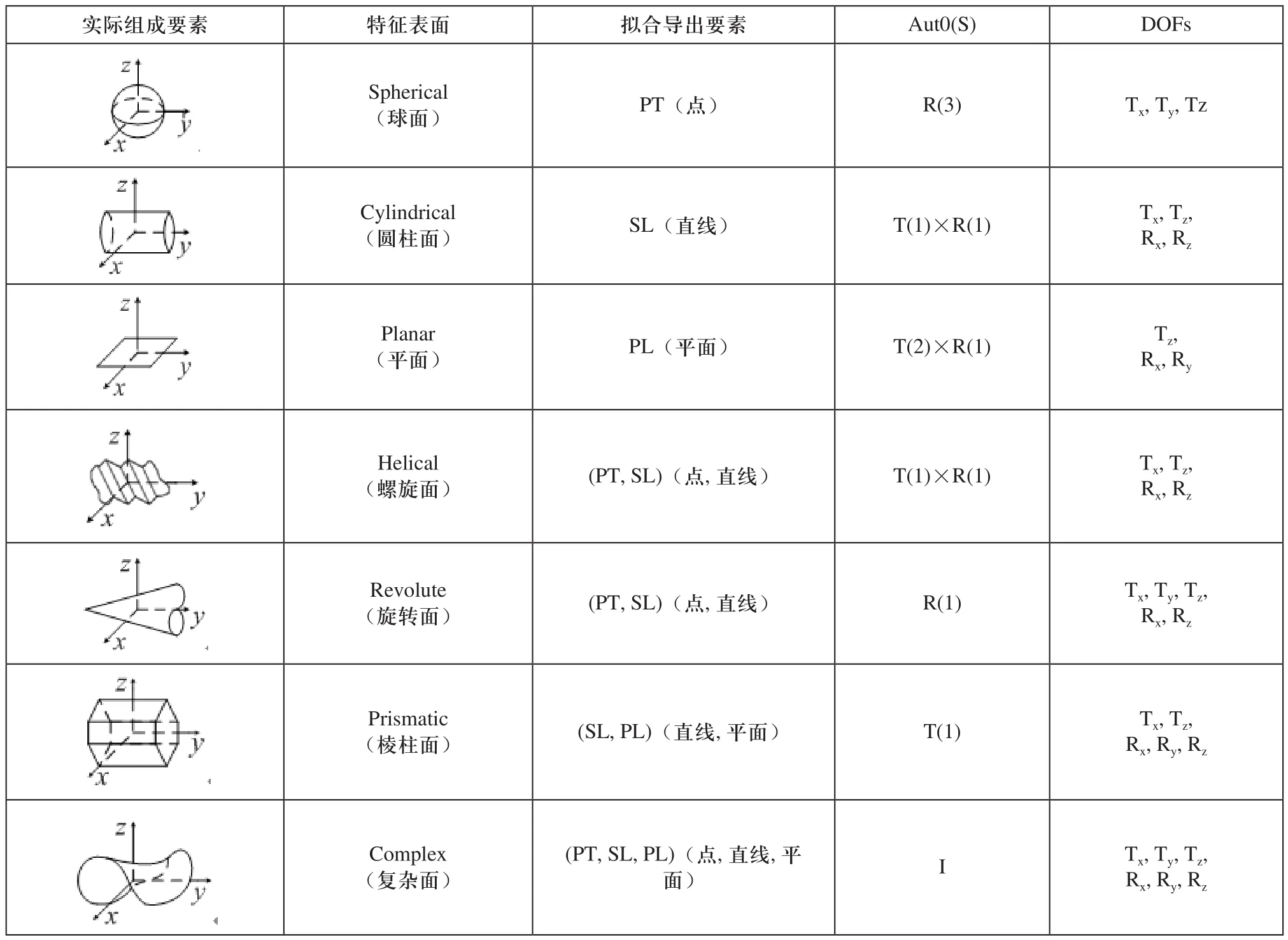
表1 GPS中的七个恒定类
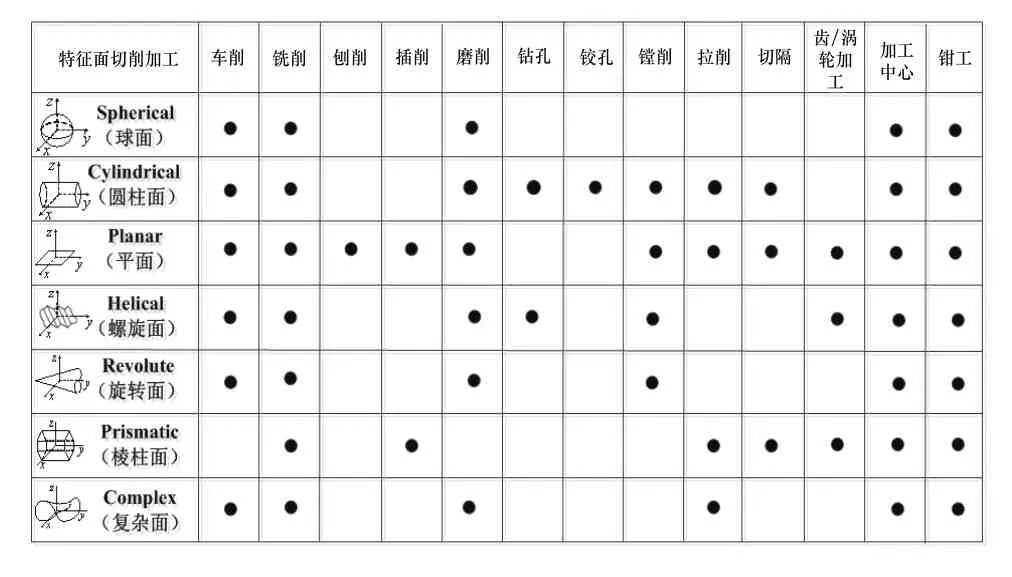
表2 加工特征表面切削加工约束关系
工艺约束关系中主要包含了我们在生产过程中所参与的工艺相关步骤及工艺知识,如:毛坯清理(Blank Clean)、切削加工(Machining)、检验(Test)、装配(Assemble)等工艺步骤,以及在实际工艺中所采用的“其他加工”等步骤(如:倒角、工件调转、工件装卸、特种加工等),在切削加工中主要涉及常规的加工方式有车削(Turning)、铣削(Milling)、刨削(Planing)、插削(Slotting)、磨削(Grinding)、钻孔(Drilling)、铰孔(Reaming)、镗削(Boring)、拉削(Broaching)、切割(Cutting)、齿/涡轮加工(Teeth/Turbine Machining)、加工中心(Machining Center)、钳工(Bench Worker)等。
4)生产资料层
表示模型的最后一层为生产资料层。BOM在企业的不同部门和产品的不同阶段具有不同的信息表示,建立不同BOM之间的逻辑联系和映射转换是制造企业实现协同设计、制造和管理的关键,BOM间数据转换如图2所示[13]。产品设计开发部门主要反映产品零件的名称、数量等产品属性,而在工艺设计部门所编制的工艺BOM更多反映的是产品工艺属性:工序号(processNumber)、工序名称(processName)、工序内容(content)、设备(device)、刀具(cutter)、夹具(tong)、量具(measuringtool)等。
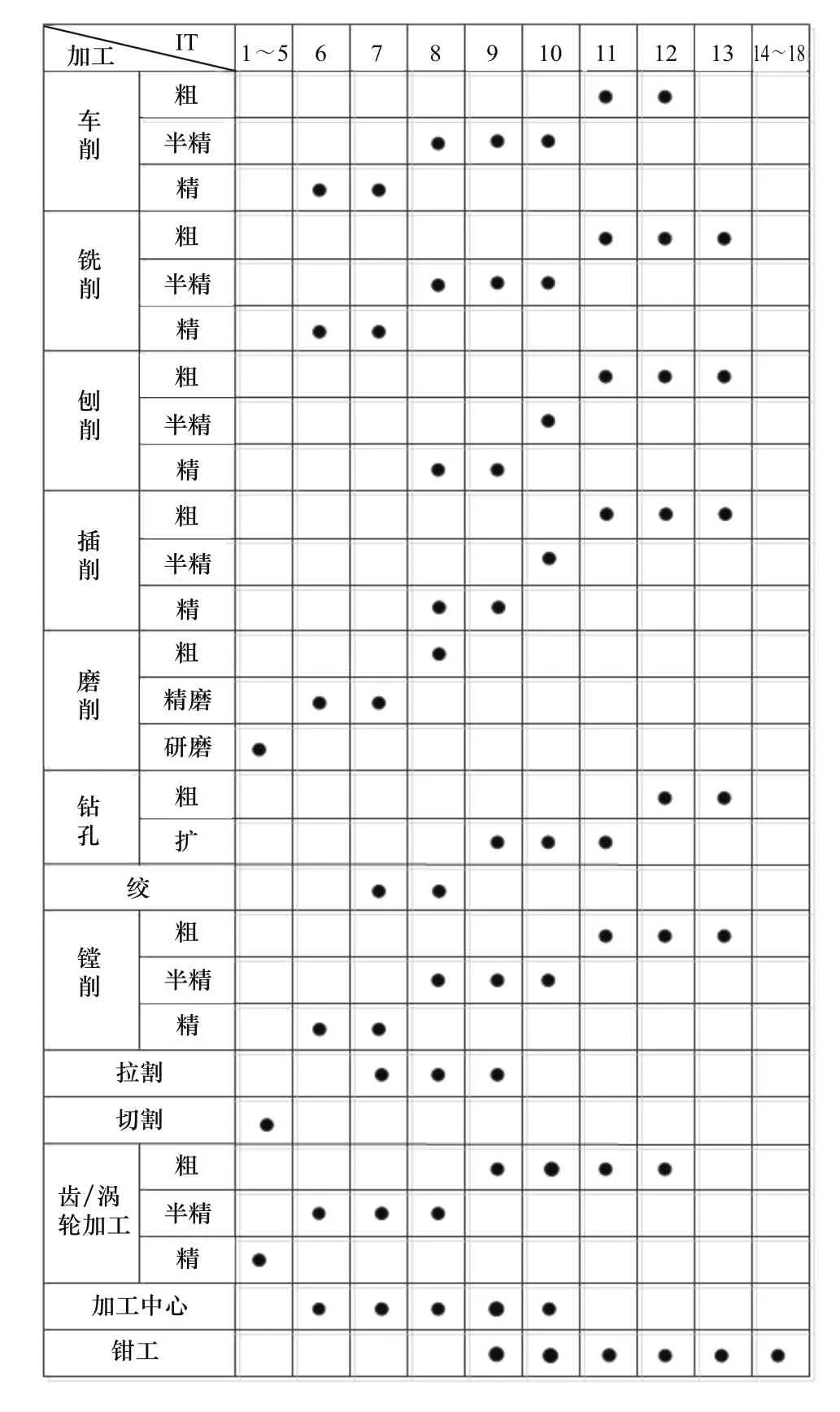
表3 加工精度等级与工艺约束关系
这些属性所反映的信息是表示模型第三层,生产资料层所携带的。在分析了前三层的约束关系之后,提取各个零部件在加工生产过程中所涉及到的生产资料,为之后工艺BOM的本体构建奠定基础。
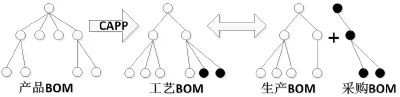
图2 BOM转换示意图
2 工艺BOM本体的构建
工艺BOM的本体主要涉及到两个领域方面的知识:一是与物料清单领域的相关知识;另一个是产品工艺领域的相关知识。通过表示模型对该两个领域的知识进行了收集整理和归纳,将两个领域的知识相结合,从而为构建领域类本体建立基础。
通过表示模型获取构建本体领域知识后,将对本体的类以及属性进行创建。类的设置有三大部分,分别是表示BOM基本信息的BOM类(BOM Classes);产品零件信息相关的产品产品装配体类(Assembly)以及与生产工艺相关的工艺类(Process),通过分析研究把所有的类及其他的层次结构关系进行组织,其树状结构如图3所示,其中Part、Feature Surfaces、Surface Precision分别表示零件、加工表面、特征表面和表面精度。
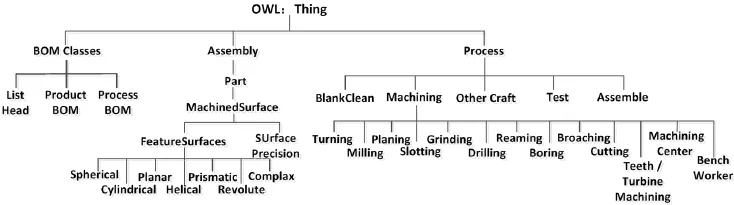
图3 工艺BOM类及层次关系
BOM领域知识与工艺领域知识相结合进行本体构建的过程中,无论是产品自身物料信息,还是工艺上所涉及的物料内容,都会在软件界面中以属性栏中内容信息的方式清晰呈现,便于工作人员的查阅、修改。构建的本体属性分为两大类,即用来表示类中二元关系的关系(Object Properties),以及用来表示一个类固有特性的数据属性(Datety Properties),在本体中所设置属性关系及层次结构及含义如图4所示,has-Reflect表示反映关系即BOM反映产品或工艺相关属性信息,has-ACR表示具有零件间装配约束关系或,has-Surfaces表示零件具有加工表面或零件与实际表面的构成关系关系,has-Process具有表示工艺关系,Sub-Of表示具有子类或子属性。
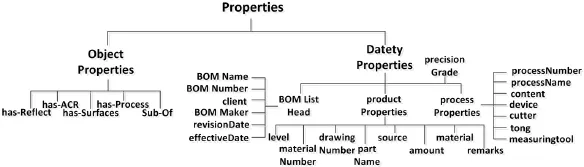
图4 工艺BOM属性及层次关系
在对属性进行了定义域和值域的限定之后,即完成了领域类本体的构建,最后依据设定的类与属性及其约束关系,得到基于OWL的工艺BOM元本体模型如图5所示。
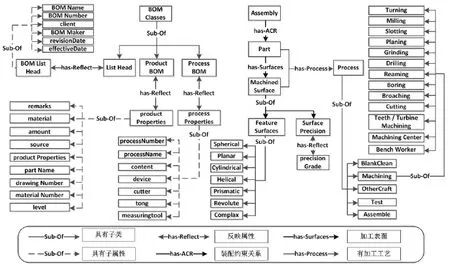
图5 基于本体的工艺BOM元本体模型
3 实例研究
最后文章通过以联轴器工艺BOM为实例,在研究调查中获取了零件图纸、工艺说明书、工艺卡片以及在工艺编制阶段所使用到的物料清单,作为我们构建本体实例的重要材料,最后在protégé软件中构建本体。如图6所示,protégé中创建的本体类以及相应的OWLViz图。
图7为BOM Classes中联轴器实例个体BOM ListHead的属性内容展示,在属性栏中主要承载了联轴器工艺BOM的表头信息,如BOM名称“CouplerProcessBOM”、BOM编制者“David”等,同样在相应的BOMClasses类下的ProcessBOM、ProductBOM中会呈现相应的联轴器工艺BOM、产品BOM的相关信息。
最终在Protégé中会生成一份OWL格式的文件,BOM的信息在文件中以OWL数据的形式表示,如下两段代码1所示,OWL文件格式能被计算机直接识别读取,与传统的BOM文件相比,OWL提供的RDF/XML语法对BOM的知识信息进行表示,非专业编程人员同样也能轻易理解其表达含义,计算机可以轻易的对信息进行维护、存取,这极大的促进了产品物料信息在跨部门跨系统间顺畅传递以及知识有效共享。同时只需经过简单的Java解析即可进行数据形式转换,直接导入Access、MySQL等数据库或知识库中。
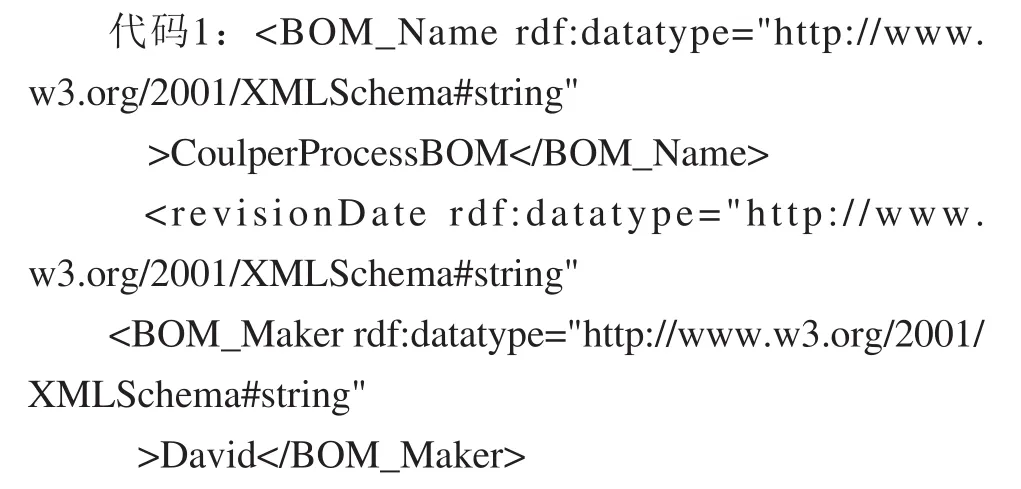
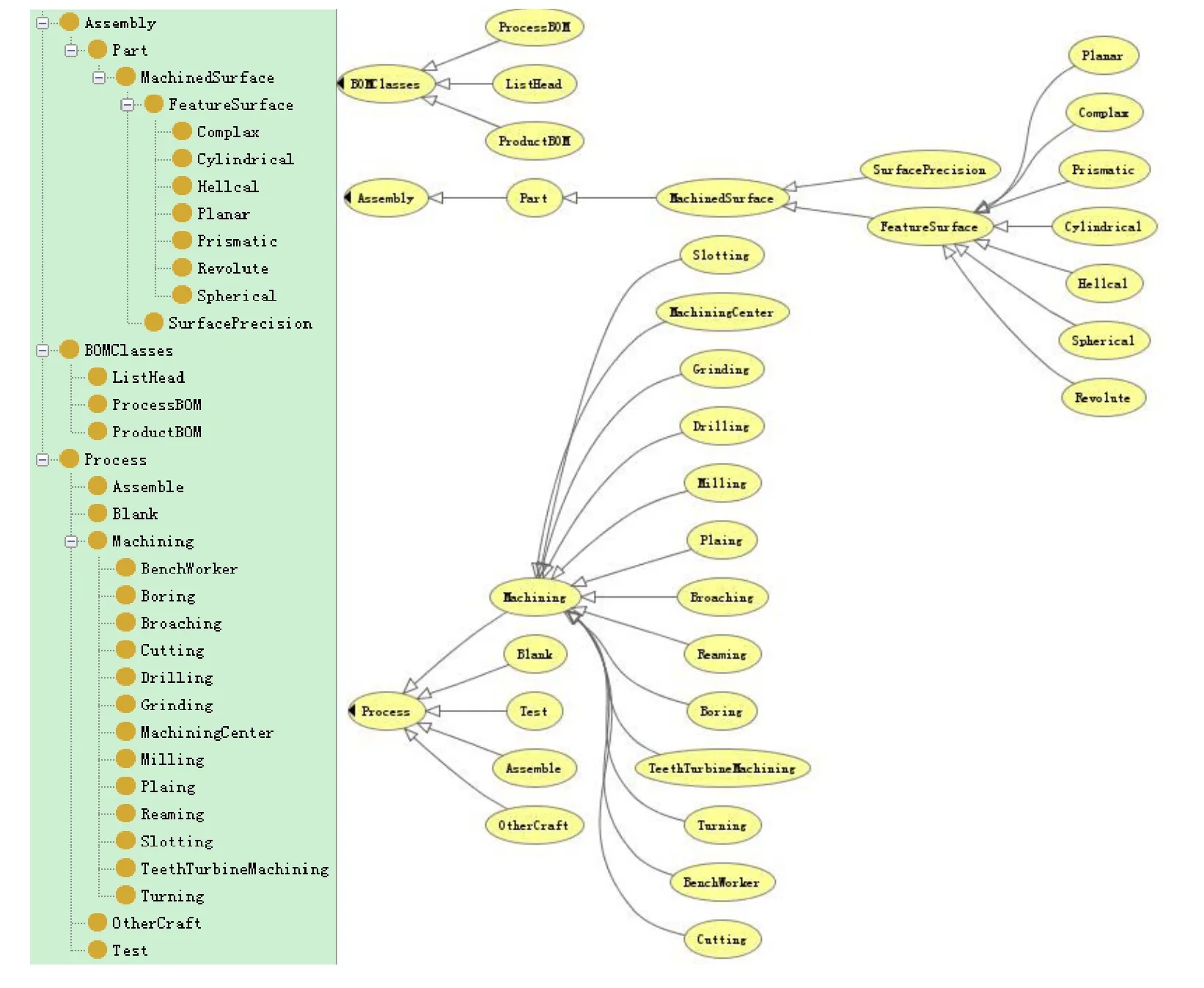
图6 protégé中类及OWLViz图
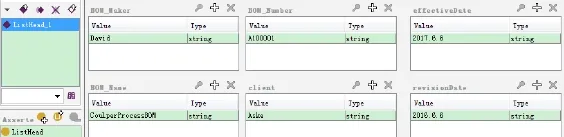
图7 联轴器实例个体BOM ListHead
4 结束语
本文主要针对工艺BOM的本体构建的问题进行研究。将本体形式化描述技术引入物料清单领域,通过对BOM领域类知识以及工艺类知识的研究分析,设计了工艺BOM的结构表示模型,科学合理的构建了工艺BOM的本体,针对由于不同部门不同系统所导致的物料信息数据的异构问题,提供了一种行之有效的解决方式,以促进产品物料信息跨部门跨系统的顺畅传递。接下来将进一步的研究其本体知识库的构建,将工艺知识转变为约束规则,通过推理机对知识规则进行智能推理,最终实现工艺BOM的自动生成,推进企业产品信息的自动化、智能化管理。
[1] 吕江虹.基于产品数据管理(PDM)的CAD/CAPP/CAM并行集成技术研究[D].哈尔滨理工大学,2006.
[2] 杜亚莲.基于PDM的CAD/CAPP集成[D].哈尔滨工程大学,2005.
[3] 宋文龙.CAD与PDM集成关键技术的研究与实现[D]. 西北工业大学,2007.
[4] 吴新波,王耕耘.基于三维CAD实体模型的模具BOM表自动生成方法研究[J].模具工业,2007(2):1-6.
[5] 梁平,赵韩,毕宝庆.产品BOM的XML模式的建立研究[J].机械设计与制造,2005(6):116-118.
[6] 周圣文,郭顺生.基于XML的BOM数据存储模型[J].计算机应用,2011(3):73-74.
[7] 郭春芬.基于本体的工艺知识管理关键技术研究[D].山东科技大学,2011.
[8] 曲敏,冯志勇.基于OWL Ontology的制造业知识管理[J].制造业自动化,2006(28):8-12.
[9] ZHONG Yan-ru, Huang Mei-fa, QIN Yu-chu. Geometrical product specification knowledge representation [M].Xi’an:Xidian University Press,2013.(in chinese).
[10] 钟艳如,覃欲初,黄美发,曾聪文.基于特征表面和空间关系的公差表示模型[J].机械工程学报.2013(11):161-170.
[11] Studer R,Benjamins VR, Fensel D. Knowledge engineering Principles and methods[J].Data&Knowledge Engineering,1998, 25(1-2):161-197.
[12] 覃欲初.基于本体的装配公差类型的自动生成方法研究[D].桂林电子科技大学.2013.
[13] 韩丹,张和明.工艺产品物料清单转换方法及其实现技术研究[J].中国机械工程.2008(18):2119-2202.

图3 仿真运行结果
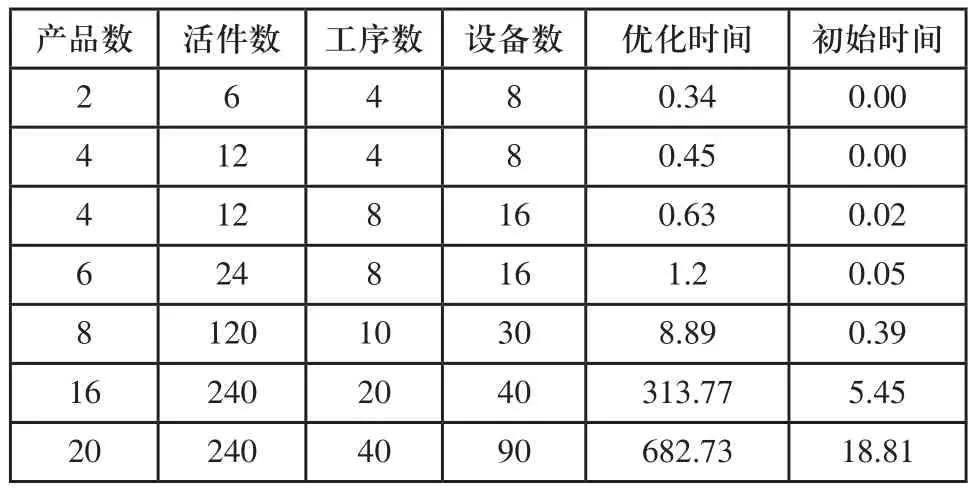
表1 运行时间(秒)
比较复杂或数据规模较大的企业,往往不是关心得到计划问题的最优解,而是在合理时间内获得问题的优化满意解。
经过不断仿真试验验证,结果表明模型可处理印刷企业纵多约束下的柔性复杂生产过程,满足排产目标,获得问题的优化解。在产能充足条件下,模型可获得优化解。在产能不够情况下,在设定的运行时间到达时将自动终止运行。依据终止原因,可增大产能即增加班组数或者松弛模型约束,如松弛模型紧急程度较低的订单的交货期约束,重新运行模型,获得排产问题的优化解。
4 结束语
提出的基于约束规划的印刷计划排产模型在满足企业交货期的前提下,以缩短平均生产周期和减少车间在制品库存为目标。充分考虑了印刷企业的实际生产过程中班组、设备、作息、产品、柔性工艺等状况,采用虚拟设备添加至设备模型,简化委外工序处理。以虚拟活件添加到产品模型,将多活件组装的装订工序转化为单活件处理的方式,简化模型,减少约束。经仿真验证所建立的模型可有效处理印刷企业纵多约束与印刷特有的生产产品结构,可满足印刷企业的需求。
参考文献:
[1] 殷旅江,何波,杨立君.多类指派约束下汽车总装装配线平衡优化[J].制造业自动化,2014,36(12):41-44.
[2] 郭冬芬,等.基于约束满足的车间调度算法综述[J].计算机集成制造系统,2007,13(1):117-125.
[3] 刘玉.基于约束理论的作业计划系统研究与实现[J].计算机工程与设计,2011,32 (4),1152-1156,1306.
[4] 宋士新,宋健海.求解资源受限项目调度问题的约束规划/数学规划混合算法[J].控制理论与应用,2011,28(8):1113-1120.
[5] 姜丽苹,史海波,彭慧.涂装装配车间计划排产建模与仿真[J].信息与控制,2013,42(5):652-656.
[6] 郭盛,梁艺瀚,等.基于虚拟仿真的并联构型手控器动力学建模与力反馈控制[J].机器人,2015,37(2):224-230.
[7] 龙田,王俊佳.基于调度规则和免疫算法的作业车间多目标调度[J].信息与控制,2016,45(3):278-286.
[8] Mercier L,van Hentenryck P.Strong polynomiality of resource constraint propagation[J].Discrete Optimization,2007,4(3/4):288-314.
Research on the construction of bill of material ontology based on Web ontology language
WU Fan1,2, ZHONG Yan-ru1,2, WEI Xiu-xian1,2, LIANG Yi-fang1,2, PENG Juan1,2
TP182
A
1009-0134(2016)12-0038-06
2016-08-10
国家自然科学基金资助项目(61562016);广西区国家自然科学基金重点项目(2014GXNSFDA118039);重庆市教委科学技术研究项目(KJ1502301)
吴帆(1990 -),男,广西灌阳人,硕士研究生,研究方向为产品数据管理和本体智能推理。
猜你喜欢
中老年保健(2022年5期)2022-08-24
娃娃乐园·综合智能(2022年8期)2022-07-28
哈哈画报(2021年10期)2021-02-28
模具制造(2019年4期)2019-06-24
制造业自动化(2017年2期)2017-03-20
小学阅读指南·低年级版(2017年1期)2017-03-13
少儿科学周刊·少年版(2015年3期)2015-07-07
人生十六七(2015年6期)2015-02-28
图书与情报(2013年1期)2013-11-16
卷宗(2013年6期)2013-10-21
