
热泵减压真空精馏法在气田甲醇回收领域的应用①
2016-12-28 02:59赵玉君刘子兵李京子岳潘东
石油与天然气化工 2016年6期
赵玉君 刘子兵 杨 充 李京子 岳潘东
1.西安长庆科技工程有限责任公司 2.长庆油田分公司油田开发处
热泵减压真空精馏法在气田甲醇回收领域的应用①
针对长庆气田含醇污水浓度变化范围大、结垢严重、能耗高等运行现状,结合甲醇与水的相对挥发度,理论模拟分析了常压精馏、减压真空精馏、热泵减压真空精馏3种工艺,分析得出热泵减压真空精馏法应用在气田甲醇回收领域不仅节能降耗且能实现清洁生产。
含醇污水 挥发度 热泵减压真空精馏 节能降耗 清洁生产
1 气田含醇污水甲醇回收装置运行现状
长庆气田生产中采用甲醇抑制水合物的形成,一部分甲醇溶于水相形成了含醇污水。含醇污水中的甲醇需回收循环使用,以降低天然气的生产成本。
1.1 常压甲醇回收精馏装置运行现状
甲醇与水的相对挥发度α=3.5。通过研究分析认为,作为水合物生成抑制剂的甲醇,其纯度没有高的要求。因此,可以将气田含甲醇污水看作甲醇-水两相系统,采用单塔常压精馏工艺回收甲醇。单塔常压精馏提浓甲醇在甲醇工业领域是较成熟的工艺。但一般作为化工过程的物料其组成稳定,而气田水中甲醇浓度为5% ~20%(质量分数,下同),最低可至1%左右,其变化幅度大是一般化工精馏过程难以遇到的(见图1)。这些就带来两方面的困难:①已建设备适应性差;②单位水处理能耗明显上升,用常压精馏难以解决。
从图1可以看出,污水的含醇浓度随季节变化明显,随气温的降低,污水含醇量逐渐增加;随着气候的转暖,含醇量逐渐降低。全年气温最高峰为6~10月,污水含醇量普遍较低(均低于10%)。因此,这些低含醇污水导致产品甲醇达不到设计要求。

1.2 气田含醇污水现状
气田甲醇污水成分复杂且不稳定(见表1),不同地质层位水质差异大,其共性表现为水质普遍呈现偏酸性胶体状态,矿化度高,腐蚀性强,是甲醇污水处理设备结垢、堵塞的主要原因。
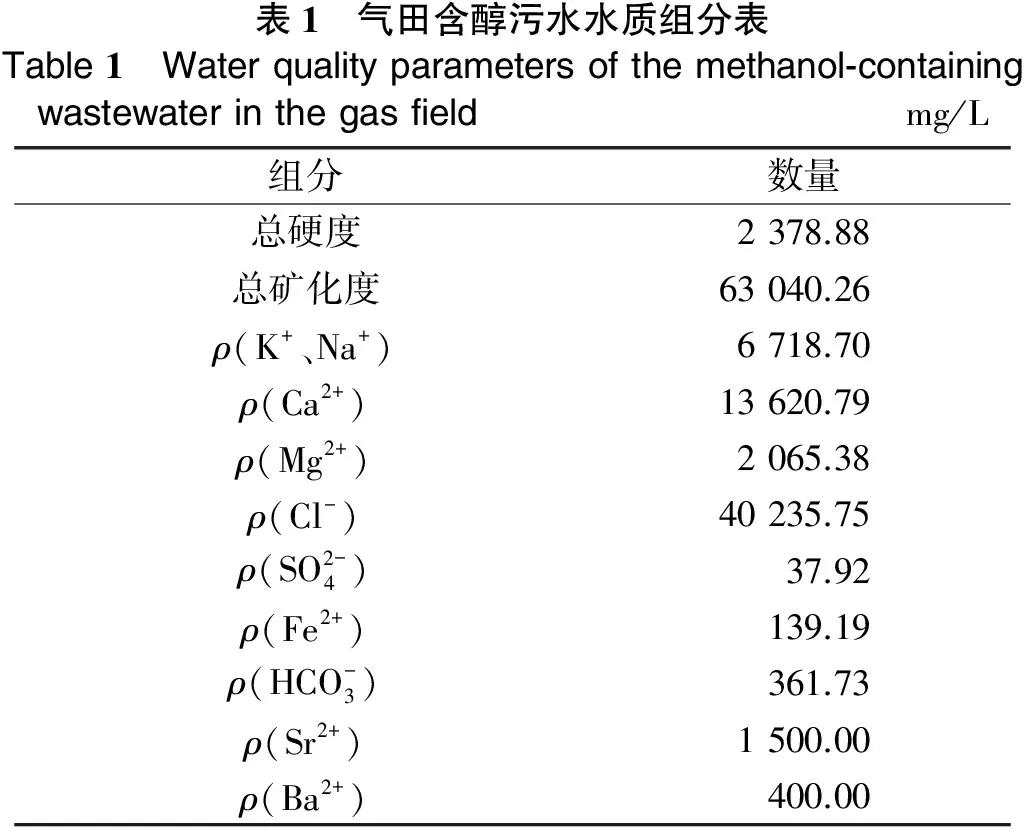
表1 气田含醇污水水质组分表Table1 Waterqualityparametersofthemethanol⁃containingwastewaterinthegasfieldmg/L组分数量总硬度2378.88总矿化度63040.26ρ(K+、Na+)6718.70ρ(Ca2+)13620.79ρ(Mg2+)2065.38ρ(Cl-)40235.75ρ(SO2-4)37.92ρ(Fe2+)139.19ρ(HCO-3)361.73ρ(Sr2+)1500.00ρ(Ba2+)400.00
由表1分析可知,设备的污垢成分主要为CaCO3、MgCO3晶体,以及一些高分子有机物絮体。
2 结垢原因分析
选用长庆气田某净化厂含醇污水,在实验室开展了污水动态结垢实验,实验结果见表2,含醇污水动态结垢实验趋势见图2。
从表2、图2可以看出,50 ℃、55 ℃、60 ℃无明显结垢现象,60 ℃后随着时间的增加,结垢趋势明显上升。
对长庆气田含醇污水结垢组分进行分析,具体结果见表3。

表2 长庆气田含醇污水动态结垢实验结果Table2 Dynamicscalingexperimentswiththemethanol⁃containingwastewaterinChangqinggasfield垢样质量增加率/%50℃55℃60℃65℃70℃0.5未检出未检出未检出72h65h1.0未检出未检出未检出78h70h1.5未检出未检出未检出83h72h2.0未检出未检出未检出87h73h2.5未检出未检出未检出91h75h3.0未检出未检出未检出94h77h3.5未检出未检出未检出96h78h4.0未检出未检出未检出99h81h4.5未检出未检出未检出102h82h5.0未检出未检出未检出108h83h
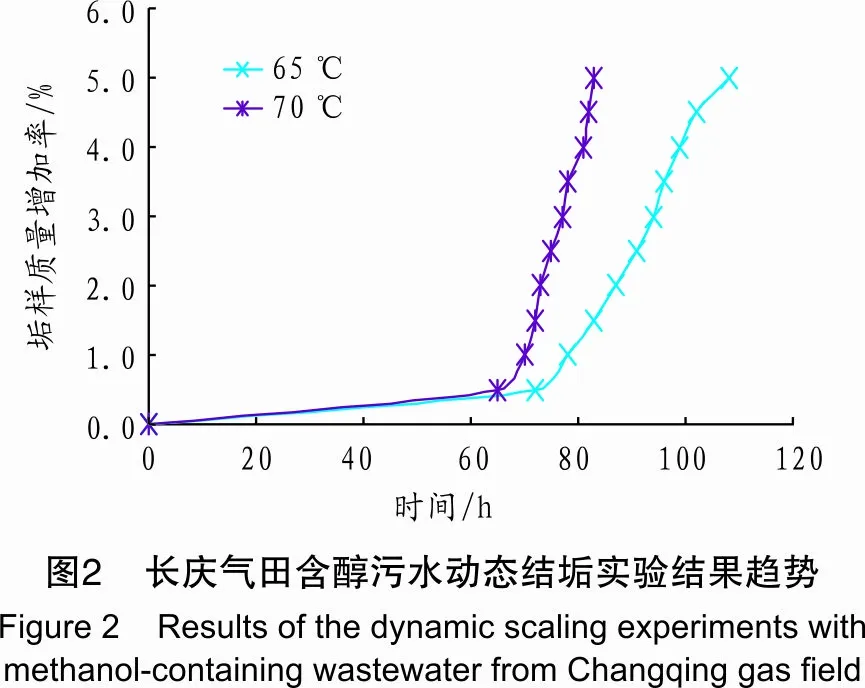

表3 长庆气田含醇污水结垢组分分析实验结果Table3 Analysisofthescalesfromthemethanol⁃containingwastewaterinChangqinggasfield垢样质量增加率/%65℃,w/%70℃,w/%CaCO3MgCO3CaCO3MgCO30.594.03.094.62.81.093.73.294.32.91.593.33.493.72.92.092.93.593.53.02.592.73.793.43.13.092.43.793.13.23.592.03.892.93.54.091.83.992.83.64.591.74.292.73.85.091.04.392.53.9
从表3可以看出,结垢物中主要是CaCO3和MgCO3,CaCO3浓度远高于MgCO3。随着运行时间的延长,CaCO3浓度缓慢降低,MgCO3浓度缓慢升高。
从室内实验结果可知,如果缓解进料口、塔底的结垢形成,进料、塔底的温度需控制在60 ℃以下。
针对气田目前存在的含醇污水浓度逐年降低,但腐蚀结垢依然存在的问题,计划采用减压真空精馏技术降低甲醇污水处理工艺的操作温度,解决结垢问题。
3 减压真空精馏法在甲醇回收领域应用的可行性分析
利用模拟软件模拟了甲醇精馏在不同压力下对应的相对挥发度,具体见图3。

从图3可以看出,随着压力的降低,甲醇-水体系的相对挥发度增大,体系更易分离。因此,选用减压真空精馏法回收甲醇工艺是可行的。
3.1 减压设备的比选
常压精馏甲醇回收装置的耗热点主要是塔底重沸器、原料预热器、塔顶空冷器处,具体示意图见图4。

从图4可以看出,常压精馏的耗热点主要是塔底、塔顶和进料处,塔底提供的热能在塔顶有约85%被浪费掉。
减压设备主要是真空泵,能够满足本项目的真空泵有水环式真空泵、螺杆式真空泵、罗茨真空泵、水蒸气喷射泵等。
采用真空泵抽取塔顶产品蒸气形成的负压流程如图5所示。

从图5可以看出,采用真空泵减压可以实现精馏塔真空运行。虽然塔底的热负荷有所降低,但是塔顶的冷却负荷、塔底的热负荷依然存在。因此,真空泵节约能耗不理想,所以不选用。为了有效降低能耗,经过多方比选,选用热泵技术。热泵减压真空精馏是将塔顶低温的甲醇蒸气热源通过压缩提升为高温甲醇蒸气热源,作为塔釜再沸器的热源,充分耦合了冷凝热和汽化热,大大降低了过程能耗,节能效果显著。
3.2 热泵的选型
热泵分为压缩式热泵和吸收式热泵两类。压缩式热泵可将低温位余热提高到150 ℃左右,甚至可以提高至250~300 ℃,主要以消耗电能为主。而吸收式热泵是以髙温位热量为推动力,同时也消耗少量电能。表4所列为这两类热泵参数。
从制热系数来看,压缩式热泵优于吸收式热泵,因此采用压缩式热泵来实现含醇污水的精馏过程。
压缩式热泵真空精馏又分为开式热泵减压真空精馏和闭式热泵减压真空精馏。开式热泵减压真空精馏为塔顶气体直接压缩式热泵精馏,闭式热泵减压真空精馏为单独工质循环式热泵精馏。
图6所示为开式热泵减压真空精馏流程,图7所示为闭式热泵减压真空精馏流程。

表4 压缩式与吸收式热泵制热系数的比较Table4 Comparisonoftheheattransfercoefficientsbetweenthecompressiontypeandtheabsorptionheatpump高温热源温度制热系数有效制热系数(η=0.6)tg/℃Tg/K压缩式热泵φ吸收式热泵φ′压缩式热泵Φyx=ηφ吸收式热泵Φyx=ηφ′8035310037315041320047340067380010738.3251.4141.6942.5583.6704.7006.0514.9950.50900.60980.92081.14011.69202.1783
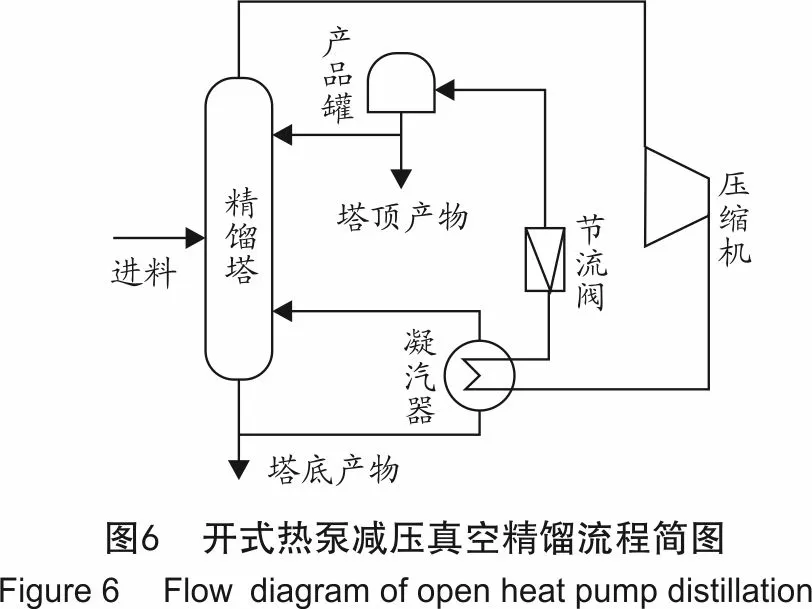

开式热泵减压真空精馏与闭式热泵减压真空精馏相比较具有以下特点:①所需的载热介质为体系物流;②只需要一个热交换器(即再沸器),压缩机的压缩比通常低于单独工质循环式的压缩比;③系统简单,稳定可靠。
开式热泵减压真空精馏适用场合:塔顶、塔底温度接近;被分离物因沸点接近,难以分离,必须采用较大回流比,需要消耗大量加热蒸汽(即高负荷的再沸器);塔顶冷凝物需低温冷却的精馏系统。而甲醇水蒸气无腐蚀性,同时精馏塔塔底温度偏低,因此选用开式热泵减压真空精馏工艺。
3.3 开式热泵减压真空精馏工艺可行性分析
图8为开式热泵减压真空精馏工艺流程,表5为不同压力下甲醇溶液泡点温度,图9为不同压力下甲醇溶液泡点曲线。

从表5和图9可以看出,相同浓度的甲醇-水体系随着压力的降低,泡点温度降低;相同压力下随着甲醇-水体系中甲醇含量的增加,泡点温度降低。
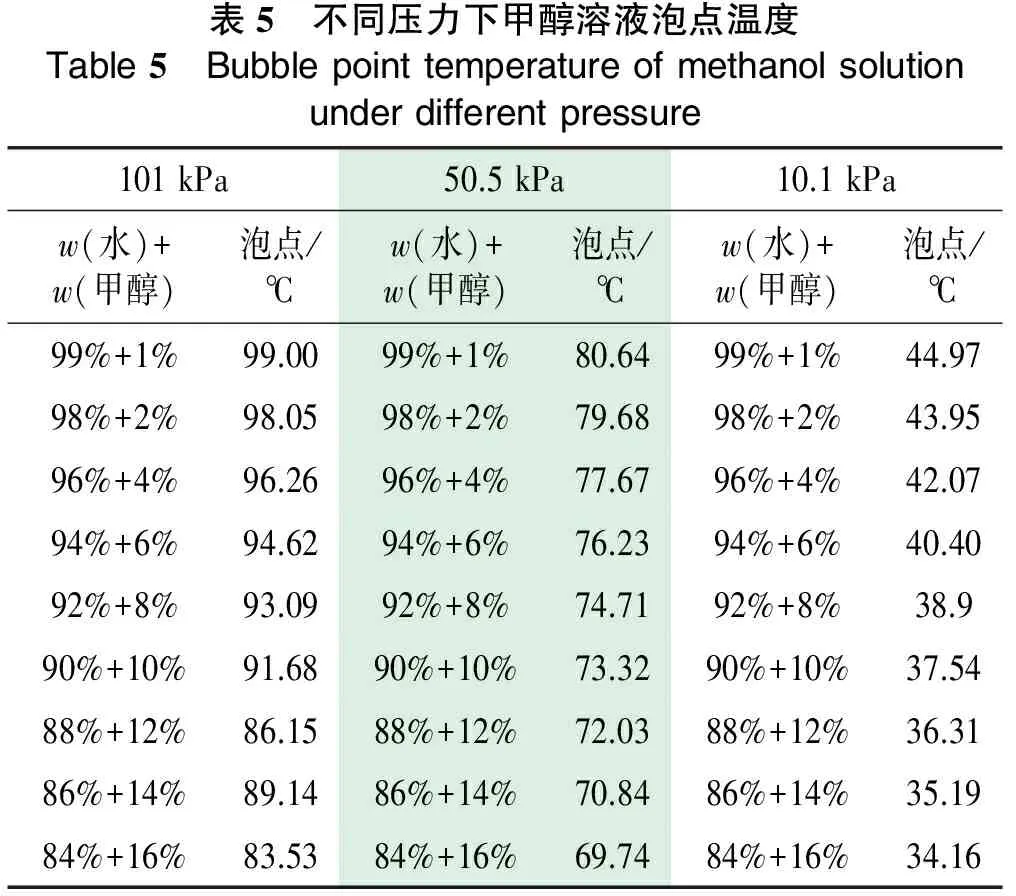
表5 不同压力下甲醇溶液泡点温度Table5 Bubblepointtemperatureofmethanolsolutionunderdifferentpressure101kPa50.5kPa10.1kPaw(水)+w(甲醇)泡点/℃w(水)+w(甲醇)泡点/℃w(水)+w(甲醇)泡点/℃99%+1%99.0099%+1%80.6499%+1%44.9798%+2%98.0598%+2%79.6898%+2%43.9596%+4%96.2696%+4%77.6796%+4%42.0794%+6%94.6294%+6%76.2394%+6%40.4092%+8%93.0992%+8%74.7192%+8%38.990%+10%91.6890%+10%73.3290%+10%37.5488%+12%86.1588%+12%72.0388%+12%36.3186%+14%89.1486%+14%70.8486%+14%35.1984%+16%83.5384%+16%69.7484%+16%34.16
表6为塔顶待冷却和热泵技术中节流阀后的物流参数列表。图10为塔顶待冷却物流参数和节流后物流参数曲线图。
从表6和图10可以看出,在压力为10 kPa时,塔顶待冷却物流的泡点和节流阀后物流的露点基本一致,节流后物流可以满足回流在塔顶处的参数需求。


表6 塔顶待冷却和热泵技术中节流阀后的物流参数列表Table6 Cooledflowparametersofthetowertopandtheflowparametersafterthethrottlevalvebyheatpumptechnology塔顶待冷却的物流①节流阀后的物流①压力/kPa泡点/℃压力/kPa露点/℃1016.221-17.0202533.752-7.3655048.6956.6527558.211018.37010065.372031.2705050.520 注:①w(甲醇)+w(水)=95%+5%。


表7 压缩后和塔底待加热的物流参数Table7 Flowparametersaftercompressionandbottomtobeheated塔底待加热的物流①压缩后的物流①压力/kPa泡点/℃压力/kPa露点/℃1522.6710067.083036.4420097.755549.73300120.608058.621000139.5010565.422000168.605000214.70 注:①w(甲醇)+w(水)=0.1%+99.9%。

表7为压缩后和塔底待加热的物理参数表。图11为压缩后和塔底待加热物流参数图。
从表7和图11可以看出,压缩后的物流携带的热量可以满足精馏塔底的物流精馏分离的需求。
从以上分析可知,采用热泵真空精馏技术处理气田含醇污水是可行的。
4 理论模拟计算分析
4.1 模拟计算基准
采用Pro/II软件进行模拟计算;甲醇精馏的处理量为50 m3/d;进料温度为25 ℃。
4.2 甲醇精馏工艺规定
塔顶甲醇的质量分数为95%;塔底甲醇的质量分数为0.1%。
4.3 不同精馏工艺模拟流程及参数
表8为常压精馏、减压真空精馏适合的最低甲醇污水浓度模拟计算统计。

表8 两种精馏技术适合的最低甲醇污水浓度模拟计算统计Table8 Summaryofthesimulationwiththemethanol⁃containingwastewateratlowestconcentrationsuitableforatmosphericandvacuumdistillation减压真空精馏常压精馏w(甲醇)/%回流量/(m3·h-1)w(甲醇)/%回流量/(m3·h-1)30.9931.8950.9851.88100.96101.86150.93151.85 注:处理规模为50m3/d,塔顶产品质量分数为95%,塔底水中甲醇的质量分数<0.1%。
从表8可以看出,常压精馏塔塔顶压力不控制。在较低浓度时,常压精馏塔回流量增大。减压精馏可以控制塔顶压力,满足不同浓度的精馏要求。
图12、13、14均为用Pro/II软件模拟的常压精馏模拟流程、减压真空精馏模拟流程、热泵减压真空精馏模拟流程示意图。
表9所列为用Pro/II软件模拟得出的参数。




表9 不同精馏工艺模拟对比参数Table9 Listofthecontrastiveparametersfromsimulationonthedifferentdistillationprocesse常压精馏减压真空精馏热泵减压真空精馏塔顶压力/kPa96.045.014.0塔釜压力/kPa118.057.015.1塔顶温度/℃66.548.825.2塔釜温度/℃104.084.454.0温差/℃38.035.629.0回流比7.24~2.51 7.10~2.205.60~1.80
4.4 不同工艺能耗对比
图15为常压精馏、减压真空精馏、热泵减压真空精馏工艺的综合能耗柱状图。

从图15可以看出,随着含醇污水中甲醇质量分数的增加,常压精馏、减压真空精馏的综合能耗缓慢增加,而热泵减压真空精馏综合能耗变化不大;减压真空精馏综合能耗较常压精馏能耗降低约5.73%~6.64%,且随着含醇污水中甲醇含量的增加,综合能耗降低越多;热泵减压真空精馏较常压精馏综合能耗降低约44%~55%,且随着含醇污水中甲醇含量的增加,综合能耗降低越多;热泵减压真空精馏较减压真空精馏综合能耗降低约40%~52%,且随着含醇污水中甲醇含量的增加,综合能耗降低越多。
图16为常压精馏、减压真空精馏、热泵减压真空精馏工艺的单位能耗柱状图。
从图16可以看出,热泵减压真空精馏单位能耗较常压精馏降低44%~55%;热泵减压真空精馏单位能耗较减压真空精馏单位能耗降低40%~52%。
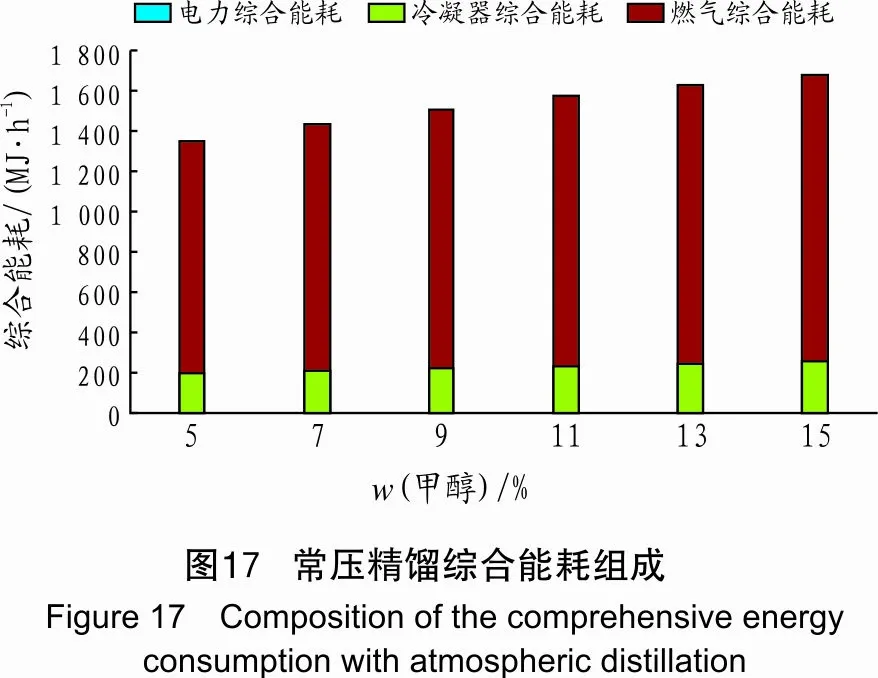
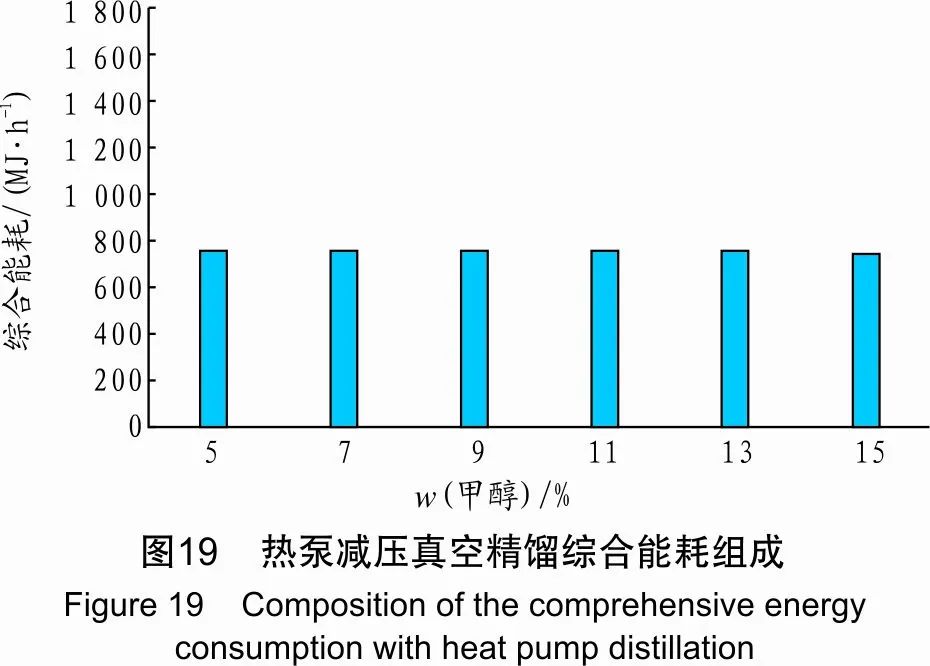
图17、18、19分别为常压精馏综合能耗组成图、减压真空精馏综合能耗组成图、热泵减压真空精馏综合能耗和组成图。
从图17、18、19对比可以看出,热泵减压真空精馏工艺仅消耗电能且综合能耗对进料浓度不敏感。


5 结 论
(1) 降低精馏塔压力,甲醇污水相对挥发度变大,体系容易分离。精馏工艺适用浓度范围更广,产品更易达标。
(2) 减压真空精馏能耗随原料中甲醇质量分数的提高而增加,较常压精馏能耗降低5%~7%(降低1~1.5 MJ/m3污水),热泵减压真空精馏能耗进一步降低35%~45%(降低8~12 MJ/m3污水)。
(3) 利用热泵将精馏塔塔顶甲醇蒸气加压升温,作为塔底再沸器热源,加压升温后的甲醇蒸气通过再沸器后温度降低,再经节流阀进一步降温后回收塔顶甲醇蒸气的冷凝潜热。既节省热量又减少冷量,节能效果十分显著。同时可实现抽真空功能。
(4) 热泵减压真空精馏塔塔底温度控制在60 ℃以下,可以有效缓解结垢,实现清洁生产的目的。
[1] 宋维端. 甲醇工学[M]. 北京: 化学工业出版社, 1991.
[2] 杨福升, 齐淑. 甲醇生产工艺与操作[M]. 石油化学工业出版社, 1974.
[3] 《化学工程手册》编辑委员会. 化学工程手册(1、3)[M]. 北京: 化学工业出版社, 1989.
[4] 秦杰, 许新乐. 甲醇生产过程的水系统集成与优化[J]. 石油与天然气化工, 2016, 45(1): 107-111.
[5] 李勇. 长庆气田含甲醇污水处理工艺技术[J]. 天然气工业, 2003, 23(4): 112-115.
Application of heat pump distillation for methanol recovery in the gas field
Zhao Yujun1, Liu Zibing1, Yang Chong1, Li Jingzi1, Yue Pandong2
(1.Xi'anChangqingTechnologyEngineeringCo.,Ltd. ,Xi'an710018,China) (2.OilfieldDevelopmentDepartmentofChangqingOilfieldCompany,Xi'an710018,China)
The methanol-bearing wastewater from Changqing gas field were associated with varied concentration, serious scaling potential, and high energy consumption. In this paper, combining with the relative volatility of methanol and water, theoretical simulation were conducted on atmospheric distillation, vacuum distillation, and heat pump distillation. The results revealed that the application of heat pump distillation for methanol recovery in the gas field could achieve the purpose of energy-saving and cleaner production.
methanol-bearing wastewater, volatile degree, heat pump vacuum distillation, energy saving and consumption reducing, cleaner production
赵玉君(1975-),女,1998年毕业于西南石油学院天然气加工专业,高级工程师,现就职于西安长庆科技工程有限责任公司,从事油气加工设计工作。E-mail:191531471@qq.com
赵玉君1刘子兵1杨 充1李京子1岳潘东2
1.西安长庆科技工程有限责任公司 2.长庆油田分公司油田开发处
TE99
A
10.3969/j.issn.1007-3426.2016.06.021
2016-07-04;
2016-09-12;编辑:钟国利
猜你喜欢
中国特种设备安全(2021年5期)2021-11-06
云南化工(2020年11期)2021-01-14
化工技术与开发(2020年1期)2020-02-20
中国生物医学工程学报(2019年4期)2019-07-16
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
石油天然气学报(2018年5期)2018-11-08
材料科学与工程学报(2016年4期)2017-01-15
中学数学杂志(2016年1期)2016-02-16
天然气勘探与开发(2012年2期)2012-03-25
