
3D打印技术在大学生结构设计竞赛中的实践研究
2016-12-22 05:34贺文涛付果
福建建筑 2016年11期
贺文涛 付果
(长沙理工大学土木与建筑学院 湖南长沙 410114)
3D打印技术在大学生结构设计竞赛中的实践研究
贺文涛 付果
(长沙理工大学土木与建筑学院 湖南长沙 410114)
第九届全国大学生结构设计竞赛首次应用3D打印技术进行结点连接件制作,文章以该竞赛为背景,简要介绍了竞赛规则,总结了打印工具的选择、3D绘图技巧、打印参数设置等对构件强度的影响,并分析总结出打印构件的强度及荷重比与打印层厚、打印速度、打印纹路及填充密度的关系。
3D打印;强度;3D绘图;结构设计
0 引言
大学生结构设计竞赛作为大学生创新训练计划的一种重要形式,是土木工程专业创新性和实践性最强的学科竞赛,在培养学生创新思维、创新意识和合作精神等方面发挥着重要作用[1]。2015年的第九届全国大学生结构设计竞赛首次采用了3D打印技术,充分体现了该赛事的前瞻性与创新性。同时也为大学生提供了更多的学习机会,增加了大赛的挑战性和趣味性。
1 竞赛规则及打印设备概述
竞赛模型由给定的山体模型、制作的桥梁模型和作为底座连接用的承台板3部分组成。桥梁模型由A、B 两段桥依山而成。其中B桥段结构的杆件采用给定竹材和502胶水手工制作,节点及连接部件由3D 打印机打印生成,由杆件、节点及连接部件装配而成,装配中不使用任何胶水。最终模型所受小车荷载与模型质量之比越大,且小车过桥时间越短者取胜。
大赛提供的打印机型号为太尔时代UP-Plus2打印机,该打印机成型技术为热熔挤压技术,打印层厚、打印速度及填充密度等参数按需要进行设置。在节点制作过程中,首先进行模型设计,然后仔细研究模型节点特征,对节点进行设计并使用绘图软件建模,最后打印成型,应用于结构中进行测试与改进[2]。
2 绘图工具与技巧
2.1 绘图工具及特点
打印机对STL格式的文件进行打印,可绘制3D图并导出STL格式文件的软件主要包括3DMax、Auto CAD、UG等软件。3D MAX的制作流程十分简洁高效,易于操作,有利于初学者学习,可以快速绘制出精美的图形。但该软件为基于PC系统的三维动画渲染和制作软件,侧重于图形美观及后期渲染,不便于绘制出精密的三维图,无法快速绘制出满足尺寸要求的构件,因此不适用于本次竞赛。
AutoCAD可以用于二维绘图、详细绘制、设计文档和基本三维设计;而UG则为专用的三维设计软件,其功能较Auto CAD更加全面。但由于受到打印机精度的限制,节点只能由简单的几何形体组合而成,因此在本次结构设计竞赛中,Auto CAD和UG两种软件均可使用,前者可以快速使用移动、复制、镜像等功能,以快速进行组合得到需要的结构,后者则在界面及操作等方面显得更加人性化,使用捕捉等命令时更迅速,熟练之后绘图速度更快。
2.2 软件绘图技巧
由于打印机精度的限制,无法完成高精度模型的打印或者某些太精密的细节不能打印,因此使用该类打印机时,节点的设计方面要简洁大气,不宜出现过于细小或花哨的部分。
为了绘图便利以及适应手工制作杆件的精度,节点主要由简单形体进行组合,合并。组合之后的图形可在合并之前先保存一份副本,因为同类结构进行杆件优化时往往只需要将节点进行尺寸上的改进即可,预先保存未合并的节点可快速改变节点构件。
考虑到打印出来的实物会表现出各向异性的特点,节点的设计方面还应该结合桥梁结构模型的受力,尽量减少节点在两个垂直方向同时受力的情况。存在转角的位置可使用圆角命令,在外角处可以减少节点质量,内角处能有效防止出现应力集中现象。
3 打印参数与构件强度
3.1 参数设置
完成了打印机的安装、调平及喷嘴高度等基本参数的设置之后需要进行打印选项的设置,下面将分别描述各选项的主要设置及特点。
3.1.1 角度与间隔
角度决定在什么时候添加支撑结构。若设置为40°,则表面和水平面的成型角度小于40°的时候,支撑材料才会被使用,如图 1所示。通常将角度设置较小时,模型成型效果较好,但拆除支撑时难度较大,支撑过多可能导致拆模时损坏模型。因此需要在支撑材料的最小值与模型的质量和移除支撑材料的难易程度之间去权衡。
间隔为支撑材料线与线之间的距离。间隔越小成型效果越好,但支撑也越难拆除。要结合支撑材料的用量,移除支撑材料的难易度,和模型打印质量来确定此参数。
3.1.2 模型摆放
一般外部支撑的移除比内部支撑更简单,摆放如图2所示,开口向上时为外部支撑,容易移除。且该摆放方式较开口向下节约打印材料,表面打印效果更好,因此合理选择摆放方式将提高效益。
3.1.3 面积与层厚
支撑材料的表面使用面积选择5mm2时,悬空部分面积小于5mm2时不会有支撑添加,将会节省一部分支撑材料并且可以提高打印速度,与间隔、角度类似,需要找到一个合适的面积提高效益。
层厚可将打印模型时层厚设置为0.15mm~0.4mm。当厚度较大时,打印速度将明显提升,其缺点在于无法打印足够精细的构件。
3.2 打印选项与构件强度
3D打印采用热熔挤压技术,故打印出来的构件顺纹方向与横纹方向强度不同,快速打印与普速打印所得试件在强度上也有所不同。为了解材料性能,在小吨位万能试验机上进行拉伸试验(试验加载如图3所示)和压缩试验(试验加载如图4所示)。
3.2.1 抗拉与抗压强度试验
根据实验需要,通过不同打印方式得到3组外形如图5所示拉伸试件(几何参数如表1所示)和3组外形如图6所示的压缩试件(几何参数如表1所示),通过材料力学的相关内容计算得出压缩试件不会发生失稳破坏,可通过压缩试验测出试件强度[3]。
通过改变打印机的参数得到力学性能不同的拉、压试件,然后分别对其进行轴向拉伸试验将和轴向压缩试验并记录试验数据。
3.2.2 实验结论
3.2.2.1 实验过程分析
在进行顺纹拉伸实验的过程中,试件横轴向开始出现白色条纹状损伤,随着拉力增加,条纹逐渐发展为环绕整个试件截面的环状条纹,且白色条纹数量逐渐增加。随着实验继续进行,破坏最严重的条纹宽度迅速增加,构件变形显著增加,出现类似于金属材料拉伸实验中的屈服阶段,最后达到强度极限突然破坏。横纹拉伸实验过程与顺纹拉伸相似,但是不出现屈服阶段。压缩实验过程中,由于材料自身特性原因,随着实验力增加,试件的横截面积逐渐增加,未表现出明显的破坏征兆,取压缩位移-试验力曲线斜率显著变化点所对应的试验力作为极限荷载。将测试结果整理后,如表2~表3所示。

表1 拉压试件几何参数表 mm
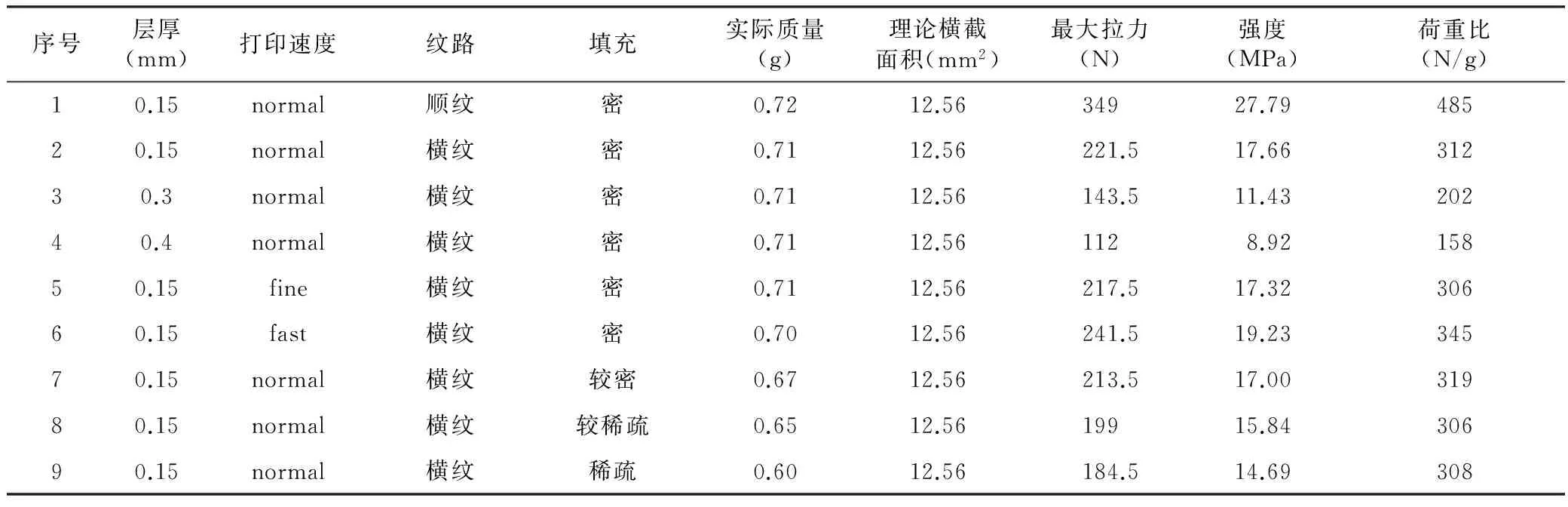
表2 不同打印方式抗拉强度对比
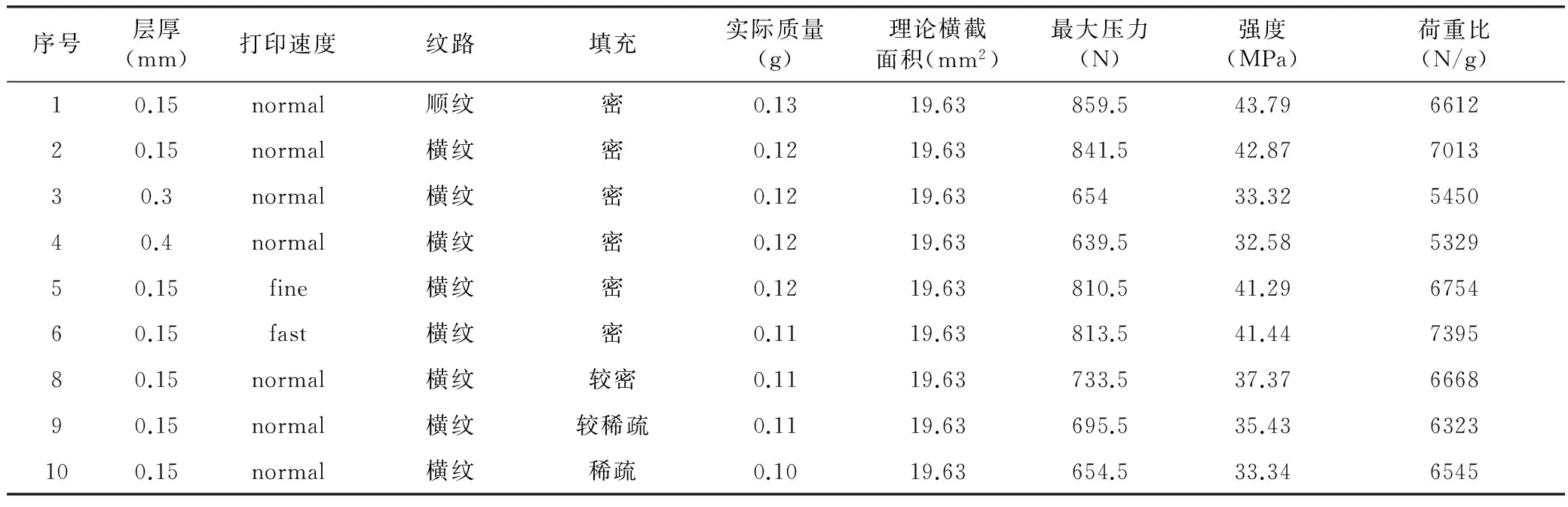
表3 不同打印方式抗压强度对比
3.2.2.2 实验结果分析
通过表2所得数据对比得,不同打印方式所得极限抗拉强度及荷重比随着打印层厚、打印速度、打印纹路、打印方式及填充密度的改变而改变, 由拉伸试验的位移-试验力曲线分析可得(图7),该材料在进行拉伸试验达到强度极限之前试件伸长量与所加荷载大小成正比,顺纹拉伸存在屈服阶段,而横纹拉伸无屈服阶段,顺纹拉伸延性优于横纹。实验结果总结如下:
(1)相同条件下,顺纹拉伸较横纹拉伸,强度及荷重比均有较大提升。
(2)相同条件下,层厚越大,强度及荷重比均越小。
(3)相同条件下,打印速度增加,强度及荷重比均增加。
(4)相同条件下,强度随填充密度增加而增加,荷重比变化无明显变化规律。
通过表3所得数据对比可知:仅增加层厚时,试件强度及荷重比均有所增加;只增加填充密度时,试件强度有所提高,但质量也随之提高,荷重比整体呈现升高趋势。其他各个变量改变时,试件的强度变化与荷重比变化未体现出明显规律,有待进一步研究。
4 结语
以第九届全国大学生结构设计竞赛为背景,对竞赛规则、打印设备及绘图工具的选择进行了简要分析,对使用3D打印节点的设计方法及打印技能进行了分析。通过实验分析总结出,打印构件强度和荷重比与打印层厚、打印速度、打印纹路、打印方式及填充密度的关系。因此,参赛者应该在充分了解3D打印应用技巧的基础上,结合具体结构体系,运用自己所学知识,展示结构模型节点的设计与创新。
[1] 付果,马晓娟. 利用结构模型设计与训练基地培养创新型人才的探索[J]. 中国电力教育,2013,25:50-51.
[2] 李青,王青. 3D打印:一种新兴的学习技术[J]. 远程教育杂志,2013,04:29-35.
[3] 孙训方,方孝淑,关来泰. 材料力学(第五版)[M],北京:高等教育出版社,2009.
Research on the practice of 3D printing technology in the structural design competition of University Students
HEWentaoFUGuo
(College of civil and architectural engineering, Changsha University of Science and Technology,Changsha 410114)
The Ninth National structural design contest for college student has adopted 3D printing technology for making node connecting pieces for the first time. Based on this contest and with brief introduction of the competition regulations, this thesis has summarized the influencing factors of component strengths, such as printing tools, drawing techniques, and printing parameter settings etc.And worked out the relation between printing component intensity and printing layer thickness, printing speed, printing pattern, as well as filling density; and the relation between load ratio and printing layer thickness, printing speed, printing pattern, as well as filling density .
3D printing technology;Strength;3D drawing;Structure design
湖南省普通高校土木工程大学生创新训练中心支持项目(TMDC2015001)。
贺文涛(1995.1- ),男。
E-mail:hewentao1995@126.com
2016-07-09
TU3
A
1004-6135(2016)11-0110-04
猜你喜欢
学与玩(2022年10期)2022-11-23
白城师范学院学报(2022年2期)2022-04-25
老年博览·上半月(2021年3期)2021-03-30
宇航材料工艺(2020年3期)2020-07-24
苏州科技大学学报(工程技术版)(2020年2期)2020-07-07
宇航材料工艺(2019年3期)2019-07-23
小学生优秀作文(趣味阅读)(2019年3期)2019-03-09
发明与创新(2016年34期)2016-08-22
北京信息科技大学学报(自然科学版)(2016年5期)2016-02-27
儿童故事画报·发现号趣味百科(2015年9期)2015-11-04
