黏胶纤维的截面形状对非织造材料可冲散性能的影响*
2016-12-19 06:13:12常敬颖李素英王建军
产业用纺织品 2016年10期
常敬颖 李素英 张 旭 孙 信 王建军
1. 南通大学纺织服装学院,江苏 南通226019;2. 南通威尔非织造新材料有限公司,江苏 南通 226144;3. 柯恩纤维(德国)北京办事处,北京100020
黏胶纤维的截面形状对非织造材料可冲散性能的影响*
常敬颖1李素英1张 旭1孙 信2王建军3
1. 南通大学纺织服装学院,江苏 南通226019;2. 南通威尔非织造新材料有限公司,江苏 南通 226144;3. 柯恩纤维(德国)北京办事处,北京100020
非织造材料的可冲散性受纤维间摩擦作用的影响,而纤维间摩擦作用又与纤维截面形状有关。采用木浆纤维、黏胶纤维、PLA纤维为原料,并通过湿法成网工艺,制备面密度为40~60 g/m2的非织造材料,研究黏胶纤维的截面形状对非织造材料可冲散性能的影响。试验结果表明,当黏胶纤维长度为8 mm、PLA纤维长度为7 mm、木浆/黏胶纤维质量比为5∶4、热风温度为65 ℃时,采用花朵状截面、表面沟槽多且深的Danufil纤维制成的非织造材料的可冲散性最佳。
截面形状,湿法成网,可冲散,非织造材料
随着人们生活水平的不断提高,日常生活中卫生用品的需求量在不断增加[1]。近几年,非织造材料卫生用品的销售额飞速增长,其中,随着“二孩”政策的逐步放开,尿不湿的需求增长尤为迅速。相关统计显示,2014年纸尿裤市场销售额约290亿元人民币,比2013年的250亿元人民币增长了16%,成人失禁产品的平均年增长率为28%。美国MPE公司预计,到2017年,中国纸尿裤市场销售额将增长到1 200亿元人民币。北美、西欧、亚太三大地区的非织造材料卫生用品用量最多,总占比接近68%,亚太地区的占比接近35%,增长速度约为8%[2]。
传统的卫生用品材料一般采用涤纶、丙纶等合成纤维,但这些纤维废弃后不易被降解。一次性卫生用品材料在使用后一般采用焚烧、填埋等方式进行处理,但这种方式会对环境产生二次污染。此外,科学研究人员通过考察得出,绝大多数的水管堵塞都是由不可冲散的一次性卫生用品所造成的[3]。近几年新推出的可冲散非织造材料可以广泛应用于湿纸巾、女性卫生用品、抽水马桶擦拭纸等[4]。本文采用可生物降解的木浆纤维、黏胶纤维、PLA纤维为原料,并通过湿法成网工艺,制备可降解、可冲散的非织造材料,研究黏胶纤维的截面形状对非织造材料可冲散性能的影响,通过试验与分析得出优化工艺参数,以期为可冲散材料的工业化生产提供技术指导。
1 试样制备
1.1 试验原料与器材
1.1.1 试验原料
Bramante、Danufil、Galaxy和Viloft异形截面黏胶纤维(德国Kelheim Fibres公司),普通黏胶纤维(山东雅美科技有限公司),PLA短纤维(江阴市杲信化纤有限公司),木浆短纤维(加拿大West Fraser公司)。
1.1.2 使用设备
湿法成网设备,热风烘箱。
1.2 试验方案设计
本试验主要研究不同截面形状的黏胶纤维对非织造材料的可冲散性能的影响,因此采用单一变量法,即设置不同截面形状的黏胶纤维为变量,木浆纤维质量分数、PLA纤维长度及质量分数、黏胶纤维长度和烘箱温度为定量。单因素试验方案设计见表1。

表1 单因素试验方案设计
1.3 制备工艺与流程
可冲散湿法非织造材料的制备流程:原料准备→打浆→称重混合→搅拌→湿法成网→热风加固→ 可冲散湿法非织造材料。
按照试验方案设计要求,用电子分析天平称取相应质量分数的三种纤维(黏胶纤维为40%,木浆纤维为50%,PLA纤维为10%),并将称取的木浆纤维用水浸泡2 h。然后将浸泡后的木浆纤维放入间歇式研磨杯中,研磨5 min,使木浆纤维在水中能够均匀分散。接着,将PLA纤维和黏胶纤维及搅拌后的木浆纤维一起倒入2 000 mL料桶中,用搅拌机搅拌10 min,使三种纤维混合在一起,并均匀分散在料桶中。将均匀混合的纤维输送到湿法成网设备,用挤压板不停地上下挤压,使纤维进一步混合均匀,并加速将水排出。最终,在成形网上形成一张纤网,待水分去除后将其从成形网上取下,平放静置晾干后置于烘箱中,设置烘箱温度为65 ℃,烘干1 h,进一步去除水分,并将PLA纤维熔融而实现黏合作用。
2 性能测试与数据分析
2.1 测试仪器及测试项目
测试过程中使用的仪器及测试项目见表2。

表2 测试仪器及测试项目
2.2 纤维性能测试与分析
湿法成网非织造材料中,纤维既作为主体成分又作为缠结成分和黏合成分,因此纤维性能对非织造材料的最终性能的影响很大。纤维的截面形状复杂、比表面积大,非织造材料的吸水性好;纤维的断裂强力高,则非织造材料的断裂强力高、弯曲刚度小。
2.2.1 纤维截面SEM观测与分析
将5种不同截面形状的黏胶纤维制作切片并镀金,在SEM下观测的截面形状如图1所示。

(a) Bramante纤维

(b) Danufil纤维

(c) Galaxy纤维

(d) Viloft纤维

(e) 普通黏胶纤维 图1 5种黏胶纤维的截面形状
由图1可以得知,Bramante纤维的横截面呈扁平空心状,表面有沟槽分布,纤维细度较小;Danufil纤维的横截面呈花朵状,表面布有多且深的凹槽,纤维细度较小;Galaxy纤维的横截面呈Y形或人字形,表面较规整,纤维细度较小;Viloft纤维的横截面近似矩形,截面四周为波浪形,纤维细度较小;普通黏胶纤维的横截面呈椭圆形,截面四周为波浪形,纤维细度较大。
2.2.2 纤维断裂强度测试与分析
纤维断裂强度采用一次拉伸试验,预加张力0.5 cN/tex,夹持距离20 mm,拉伸速度20 mm/min;5种黏胶纤维的强度如图2所示。

图2 5种黏胶纤维的断裂强度
由图2可以得知,Galaxy纤维的断裂强度最高,普通黏胶纤维次之,其余三种纤维较低。
Galaxy纤维的截面形状为Y形,进行拉伸试验时,纤维各角度受力较均匀,不容易产生应力集中,因此能承受的拉伸负荷最大。一般情况下,纤维越粗,其拉伸断裂强度越高。普通黏胶纤维的细度较大,因此能承受的拉伸负荷较大。
2.3 非织造材料试样性能测试与分析
2.3.1 均匀性
试样的均匀性可用试样厚度及面密度的标准差及变异系数表示。变异系数(CV)可按下式计算:
(1)
式中:R——数据均值;S——标准差。 标准差(S)按下式计算:
(2)

根据式(1)和(2)计算出5种试样的厚度及质量的标准差和变异系数,结果见表3。

表3 试样的均匀性
注:R1、R2分别为试样厚度和50 mm×200 mm的试样质量(间接反映面密度指标)的平均值(面密度=R2×100);S1、S2分别为试样厚度和试样质量的标准差;CV1、CV2分别为试样厚度和试样质量的变异系数
由表3可以看出,5号试样的厚度和面密度的变异系数都较大,表明普通黏胶纤维制成的试样的均匀性最差,因为其截面形状最接近圆形,表面虽有沟槽但不是很多,所以纤维在成网时容易滑移,纤维间抱合力差;2号试样的厚度和面密度的变异系数都较小,说明Danufil纤维制成的试样的均匀性最优,因为其截面形状呈花朵状,表面的沟槽多且深,成网时纤维间抱合力强。
2.3.2 断裂强力测试与分析
对5种试样进行拉伸试验,结果如图3所示。

图3 试样的断裂强力
由图3可知,干态下,采用Viloft纤维制成的试样的断裂强力高于其余四种;Viloft纤维经湿法成网后在纤网中呈不规则三维分布,因其截面形状为扁平状,且截面四周为波浪形,因此纤维间抱合力较强,能承受的拉伸负荷也最大。湿态下,采用Bramante纤维制成的试样的断裂强力高于其余四种,但其在干态下的抗拉伸能力并不出众,因此,有理由推测这与水的介入有关。Bramante纤维的截面为空心形结构,当其被浸湿后,水进入空心部分使纤维膨胀,导致纤维间抱合力增大,因此能承受较大的拉伸负荷。
2.3.3 吸水率测试与分析
对5种试样进行吸水率测试,结果见表4。

表4 试样的吸水率
由表4可知,1号试样的吸水率最高,这是因为Bramante纤维的横截面为扁平空心状;2号试样的吸水率次之,这是因为Danufil纤维表面具有很多较深的凹槽,水分很容易进入并储存;其余三种试样的吸水率相对较低。
2.3.4 可冲散性测试与分析
试样的可冲散性利用分散性进行表征。将试样放在装有300 mL蒸馏水的500 mL烧杯中,用保鲜膜封住杯口,并用橡皮筋将保鲜膜和烧杯固定住,放在THZ-82水浴恒温振荡器中,在温度为35 ℃和1个标准大气压的条件下,以500次/min的频率振荡[6],分别在1、2和3 min后观察试样在水中的分散情况并拍照(图4)。
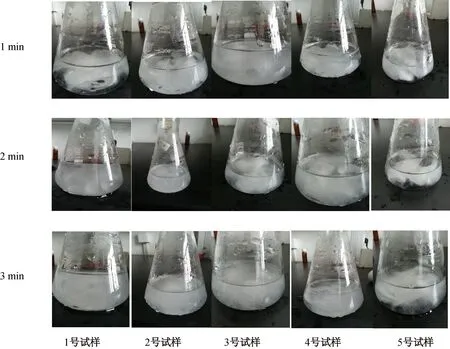
图4 试样的可冲散性
由图4不难看出,2号试样的分散情况最好,3号试样次之,1号和4号试样有一定的分散性但伴有沉淀,5号试样的分散性较差。
由前文可知,Danufil纤维表面具有很多较深的凹槽,这些凹槽可以作为水的流动通道,纤维在水中浸湿后,水分很容易渗入纤维内部,因此2号试样的可冲散性最好;Galaxy纤维的截面呈Y形,成网后纤维间隙较大,水分也较容易进入,因此3号试样的可冲散性较好;普通黏胶纤维的截面形状较接近圆形,成网后纤维间隙较小,导致水分不易进入,所以5号试样的可冲散性最差。
3 结语
(1) Bramante纤维的横截面呈扁平空心状,表面有沟槽分布,纤维细度较小;Danufil纤维的横截面呈花朵状,表面布有多且深的凹槽,纤维细度较小;Galaxy纤维的横截面呈Y或人字形,纤维表面较规整;Viloft纤维的横截面呈扁平状,截面四周为波浪形;普通黏胶纤维的横截面呈椭圆形,截面四周为波浪形,纤维细度较大。
(2) 当黏胶纤维长度为8 mm,PLA纤维长度为7 mm,木浆/黏胶纤维质量比为5∶4,热风温度为65 ℃ 时,2号试样的均匀性最好;4号试样在干态下的断裂强力最大,5号试样次之;1号试样在湿态下的断裂强力最大、吸水率最高,Danufil纤维制品次之;2号试样的可冲散性最优,3号试样次之。
(3) 在5种不同截面形状的黏胶纤维中,截面呈花朵状、表面沟槽多且深的Danufil纤维是制备可冲散材料的最佳选择。
[1] 徐红,汪辉,邵志华,等.新型棉混纺热熔保暖絮片的开发[C]//雪莲杯第10届功能性纺织品及纳米技术应用研讨会论文集. 2010:391-395.
[2] 张传雄,赵静,李桂梅,等.全球非织造卫生用品市场和产业发展研究[J].纺织导报,2011(7):89-91.
[3] 唐瑶.可冲散非织造材料的工艺及其分散机理的研究[D]. 上海:东华大学,2013.
[4] JONES R B,BOYLAN J R,HOBAR B R,et al. 用即弃产品的可冲散性、可分散性和生物降解性的测定[J].生活用纸,2007(11):41-44.
[5] 高居义,吴海波.可冲散性湿巾基材水刺加固工艺研究[J].产业用纺织品,2012,30(5):11-14.
[6] FATIH K,DREW M,BRUCE R.Development of a mathematical model for physical disintegration of flushable consumer products in wastewater systems[J]. Water Environment Research,2009,81(5):459-465.
Effects of cross-sectional shape of viscose fibers on flushable performance of non-woven materials
ChangJingying1,LiSuying1,ZhangXu1,SunXin2,WangJianjun3
1. School of Textiles,Nantong University,Nantong 226019,China;2. Nantong Well Nonwoven Materials Co.,Ltd., Nantong 226114,China;3. Kelheim Fibres Beijing Office,Beijing 100020,China
Flushable performance of non-woven materials is influenced by the friction between fibers,and the friction between fibers is related to the fiber’s cross-sectional shape. By using wood pulp fibers,viscose fibers,and PLA fibers,non-woven materials with areal densities from 40 to 60 g/m2were prepared through the wet-laying process,and then the effects of cross sectional shape of viscose fibers on flushable performance of non-woven materials were studied. The experimental results showed that when the fiber length of viscose fibers was at 8 mm,the fiber length of PLA fibers was at 7 mm,the weight ratio of wood pulp fibers and viscose fibers was at 5∶4,and the hot air temperature was at 65 ℃,the non-woven materials made of Danufil fibers which had flower-shaped cross-section and many deep trenches on its surface possessed the first-rate flushable performance.
cross-sectional shape,wet-laying process,flushable,non-woven material
*江苏省产学研联合创新资金项目(BY2014081-01)
2015-12-10
常敬颖,女,1990年生,在读硕士研究生,研究方向为非织造材料的结构及成型机理与产品开发
李素英,E-mail: lisy@ntu.edu.cn
TS172
A
1004-7093(2016)10-0026-06
猜你喜欢
纺织科学研究(2021年9期)2021-10-14 08:52:12
城市道桥与防洪(2019年5期)2019-06-26 00:55:32
伙伴(2018年2期)2018-05-14 10:49:15
家庭影院技术(2017年8期)2017-10-13 08:19:20
第一财经(2017年29期)2017-08-10 22:49:15
国际木业(2016年7期)2017-01-15 13:54:54
国际木业(2016年7期)2017-01-15 13:54:53
国际木业(2016年4期)2017-01-15 13:54:29
化纤与纺织技术(2015年3期)2015-12-26 03:33:47
化纤与纺织技术(2015年3期)2015-12-26 03:33:46