
医用热敷贴的质量影响因素探讨
2016-12-15 08:37吕鹏举徐苏华乔海颖杨芳芳谢新艺广东省医疗器械质量监督检验所广州510663
中国医疗器械信息 2016年11期
吕鹏举 徐苏华 乔海颖 杨芳芳 谢新艺 广东省医疗器械质量监督检验所 (广州 510663)
医用热敷贴的质量影响因素探讨
吕鹏举 徐苏华 乔海颖 杨芳芳 谢新艺 广东省医疗器械质量监督检验所 (广州 510663)
本文从影响热敷贴质量的主要影响因素展开讨论,分析讨论了市场上通用的医用热敷贴温度特性和外包装袋的气密性对产品质量的重要性。指出热敷贴发热包透气膜透氧速率及铁粉含量对产品性能影响较大,但标准中缺少对透气膜透氧速率及铁粉含量的规定。外包装袋的气密性是对产品最基本的保护,影响产品的寿命及有效期,一般选用有镀铝层或铝层的复合袋进行包装,不建议使用透明的材料进行包装热敷贴产品。
医用热敷贴质量影响因素 温度特性 外包装袋的气密性
0.前言
医用热敷贴是从暖贴使用升级来的,在日本70年代,有人基于化学知识发明了暖贴。不用火、电、水或其他能源,撕开外袋即可发热,可保持8~18小时左右(平均温度52°C),因此叫暖身宝又叫取暖袋(便利怀炉)。如今,在日本便利怀炉已经成为现代生活的必需品。冬季在户外活动时,可防止肌肉过冷而紧张、防止手部冻伤、预防感冒,或者缓解腰痛、腿痛、肩痛和其他生理病痛。因为不使用火,小孩和老人都可安全使用且积小重量轻、撕开一贴就发热,如此简单方便的取暖方式,让暖贴迅速风靡中国市场。据统计,目前我国每年销售的暖贴数量至少有2亿片。医用热敷贴来源于暖贴,但使用要求远高于暖贴,属于国家食品药品监督管理局规定的Ⅱ类:物理治疗及康复设备(6826)医疗器械产品,产品实行注册审批制度。
目前我国市场上常用医用热敷贴由无纺布层、自主发热体(以还原铁粉、活性炭、蛭石粉、盐、水等为原料)、缓释热垫(部分产品)、粘贴层、防粘离型纸及包装外袋组成(如图1所示)。而市场上的隔物灸贴、暖宫贴、灸疗贴、热疗隔盐灸贴与热敷贴组成及工作原理基本相同。
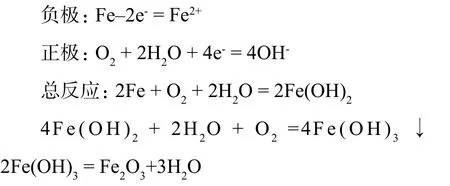
热敷贴为局部使用产品,与空气中的氧气发生放热反应的简易型一次性使用的发热器具,并可直接贴敷在皮肤表面。具有发热效果,可改善血液循环,消除肌肉疲劳,舒缓肌肉僵硬,缓解神经痛和肌肉疼痛,促进胃肠道的蠕动,缓解疲劳。热敷贴产生热量的机理是还原铁粉接触空气中的氧气,在盐溶液中发生电化学反应从而产生热量。其中盐和水属于介质、载体;活性炭起反应床的作用,因为活性炭内部均匀分布大量孔洞,可以使混合其中的铁粉反应速度均匀并起催化剂的作用;蛭石是一种保温材料,目的是减缓保温贴的散热。热敷贴最终使用完后,发热包由松软变成硬块,主要产物是三氧化二铁。热敷贴电化学反应过程如下所示:
热敷贴组成材料较为简单,但一定要严格控制物料的投放比例及组成的均一性,防止产品因局部过热,烫伤接触的皮肤部位,造成产品质量投诉。国家质检总局产品质量安全风险监测中心风险监测显示暖贴类产品安全风险主要来自于铁粉含量过量、无纺布密度、疏松度不符合安全使用的需要[1]。
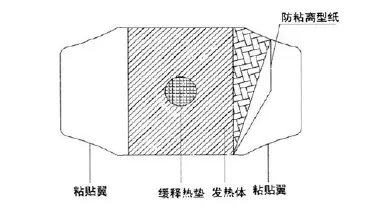
图1. 常用热敷贴结构示意图
目前企业注册的热敷贴标准是参照国家1911年发布的医药行业标准YY 0060-1991热敷灵进行制定,并增加生物性能试验方面的要求。通常有细胞毒性、迟发性超敏反应、皮肤刺激等生物性能项目。但有部分生产企业注册的热敷贴设计不直接接触人体皮肤,因而缺少了生物性能试验方面的内容。产品标准中一般规定了产品尺寸、内容物性状、内外袋包装的外观、密封性、温度特性、发热包的拉伸强度、持粘性、剥离强度、跌落强度、外包装袋的气密性及生物性能项目。其中涉及到YY 0060-1991和其他标准的项目不得低于相应标准的规定[2]。
1.热敷贴温度特性
温度特性是医用热敷贴最主要的性能指标,其主要是模拟与人体接触后热敷贴升温的过程,一般由升温时间、发热持续时间、温度保证时间和最高温度组成。一般由温热装置来测定温度特性各项性能参数,温热器中的传感器与热包袋没有通气孔的那一面接触,热敷贴在35±1°C恒定的环境下开始发热,记录时间与温度的曲线,典型的热敷贴温度特性曲线示意图如图2所示。
热敷贴升温时间YY 0060-1991热敷灵一般规定≤10min,一般产品都可以满足;持续时间由铁粉的含量衣无纺布透气膜透气速率决定,一般超过8小时的使用时间,具体持续时间的长短由产品本身特点决定。而温度保证时间是规定大于持续时间的40%,此时间正是热敷贴产品发挥功效的关健时段,温度保证时间一般可以达到持续时间的60%~80%之间。最高温度标准中规定不超过70°C,但此温度是通用温度要求,人体不同部位对温度的耐受性不同,不同种类的产品,比如前列腺贴、暖宫贴、肩贴、关节贴等应规定相应的最高温度。最高温度越低,产品发生烫伤的风险就越低,因此,合理定制热敷贴使用最高温度是产品安全使用的基本前提。
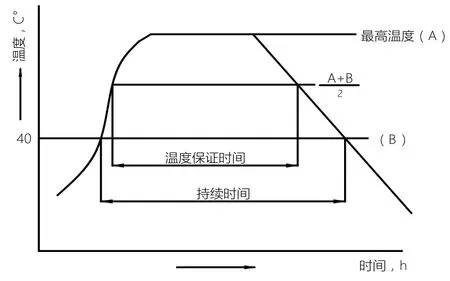
图2. 热敷贴温度特性曲线示意图
依据医学规定,人体长时间接触超过40°C物体时身体就会导致低温烫伤,低温烫伤原理为“热蓄积”,也叫“烤红薯效应”。虽然其看起来烫伤面积不大,伤情不是很严重,但由于接触时间较长,其创面往往比较深,很多低温烫伤的患者都能达到III度烫伤。在低温烫伤的病例中,患者多为婴幼儿、老年人及青少年[3]。
热敷贴放热过程中控制放热的时间和温度是通过一侧有透气孔的透气膜的透氧速率进行控制的。如果透氧速率太快,发热袋释放的热量比较集中,持续放热时间短,而且还会烫伤皮肤。如果透氧速率太慢,温度保证时间无法满足。当无纺布透气膜的密度较小、疏松度较大时,热敷贴产品内部铁粉产生的热量较快地传递到外层,导致产品温度较高。目前标准中没有对这层无纺布透气膜的透氧速率进行规定,只是对发热袋的强度做出了规定。热敷贴产品的热量完全靠铁粉的氧化所提供,铁粉含量越高,其与氧气接触放出的热量就越多。铁粉含量在20%~40%范围内风险较小,根据人体对热、温度的耐受度,合理的填充铁粉,使其总的放热量保持在一个合理的范围,是目前热敷贴企业需要特别关注的问题。
另外,为了避免低温烫伤,企业产品标准中应严格规定热敷贴与人体接触方式及部位,可短暂粘贴于皮肤,一般不超过24小时/片,连续使用时间不超过30天。暖宫贴类产品因贴于人体腹部易于发生低温烫伤,因此建议不直接接触皮肤使用。
2.热敷贴外包装袋的气密性
热敷贴由于其发热原理,在贮存时是一定要隔绝氧气的,因此,需要外包装袋或者是外包装真空袋来保证产品的气密性,即阻隔空气中的水蒸气及氧气进入到热敷贴发热袋中。YY 0060-1991对热敷贴外包装袋的气密性有严格的规定,透湿度应小于6.0g/(m2·24h),氧气透过度应不大于0.7mL(STP)/(m2·h·atm)。
透湿度即水蒸气透过量系指在规定的温度、相对湿度,一定的水蒸气压差下,试样在一定时间内透过的水蒸气量。透湿度是采用GB 1037-88塑料薄膜和片材透水蒸气性试验方法 杯式法的标准来进行检测,是将试样固定在特制的透湿杯上,通过测定透湿杯的重量增量来计算薄膜、薄片的水蒸气透过量的。标准中6.0g/(m2·24h)的指标限度已经是包装用双层复合膜的最高限度,而双层复合膜对于水蒸气透过量来讲是属于低阻隔产品。
氧气透过度即氧气透过量系指在恒定的温度和单位压力下,在稳定透过时,单位时间内透过试样单位面积的氧气的体积。氧气透过度是采用GB/T 1038-2000塑料薄膜和薄片气体透过性试验方法 压差法的标准来进行检测,其原理是用试验薄膜隔成两个独立的空间,将其中一侧(高压室)充入测定用气体,而另一侧(低压室)则抽真空,这样在试样两侧就产生了一定的压差,高压室的气体就会通过薄膜渗透到低压室,通过测量低压侧气体体积或压力的变化来计算气体透过量0.7mL(STP)/(m2·h·atm)对于包装用复合膜来讲是属于低阻隔产品。
热敷贴外包装袋的气密性主要与包装用的材质有关,通常用于热敷贴外包装袋为聚酯、镀铝聚酯、镀铝聚丙烯、铝箔、聚丙烯、聚乙烯材料等两种或三种复合而成。其中,聚酯PET薄膜具有极好的尺寸稳定性和耐热性,印刷适应性也十分优良,同时PET薄膜还具有较好的阻水、阻气性,能满足一般热敷贴对阻隔性能的要求。在热敷贴包装用复合膜中,PET薄膜是最常用的外层材料。聚丙烯PP薄膜在热敷贴包装用复合膜中也常作为热封层,PP薄膜具有平整性好、厚薄均匀度好的特点,但其阻氧性较差,以上两种材料经常以复合膜形式广泛存在于药品包装用复合膜中,但考察其本身,其整体阻隔性能较为一般,对于热敷贴内装物严格意义上的阻氧是难以达到效果的。所以在具体检验过程中,一般透明的双层复合膜包装氧气透过度达不到标准要求,另一方面热敷贴包装完整条件下放置一段时间(通常三个月以上),热敷贴内装物已经变硬变质,也说明了透明的双层复合膜阻氧效果较差。镀铝聚酯、镀铝聚丙烯是介于铝箔与聚酯或聚丙烯之间的材料,具有优良的阻水、阻氧的效果,成本也较纯铝箔低很多,广泛用于对水蒸气和氧气敏感的产品外包装上。
企业在生产设计时,为了美观和成本,设计了透明双层复合膜来包装热敷贴,虽可以直观观察到热敷贴内装物,但其阻隔氧气效果不好,进而会影响产品的有效期。为了严格控制空气中的氧气透过包装进入热敷贴内部,一般选用有镀铝层或铝层的复合膜进行包装,不建议使用透明的材料进行包装热敷贴产品。
3.结论
本文分析和讨论了市场上流通的医用热敷贴性能及质量影响因素,主要从医用热敷贴温度特性和外包装袋的气密性两方面展开讨论。建议热敷贴在标准方面增加对透气膜透氧速率及铁粉含量的规定,提出使用透明的材料进行包装热敷贴产品的不合理性,建议选用有镀铝层或铝层的复合袋来包装热敷贴以期保证产品的寿命及有效期。
[1] 蒋辉,殷坤勇等.暖宝宝致低温烧伤[J].华西医学.2012,27(9):1382~1383.
[2] 暖宝宝为何容易“烫宝宝”.中国质量报:2015年/4月/16日/第006版.
[3] 胡海臣,葛文兰,刘起卫.YY 0060-1991.热敷灵[S].北京:中国标准出版社,1992
[4] 吴德珍等.GB 1037-88.塑料薄膜和片材透水蒸气性试验方法 杯式法[S].北京:中国标准出版社,1989
[5] 刘山生等.GB/T 1038-2000.塑料薄膜和薄片气体透过性试验方法 压差法[S].北京:中国标准出版社,2000.
Discussion on the Influential Factors of Quality of Medical Refuling
LV Peng-ju XU su-hua QIAO Hai-ying YANG Fang-fang XIE Xin-yi Guang dong Medical Devices Quality Surveillance and Test Institute (Guangzhou 510663)
The main influencing factors of medical refuling are discussed in this paper, and it is pointed out that temperature characteristic and air tightness of the outer packaging bag on product quality are important for medical refuling in the general market. The rate of oxygen through breathable membrane and the content of iron powders of the heating bag of medical refuling play a more important role in the properties of the products. But the standards lack contents in this area. Air tightness of the outer packaging bag is important to protect the basic role, and affects the product's lifetime and effective period. Generally, the aluminized layer of composite bag packaging is used. The use of transparent material packaging for medical refuling is not recommended.
the influential factors of quality of medical refuling, temperature characteristic, air tightness of the outer packaging bag
1006-6586(2016)06-0034-04
R454.5
A
2016-02-11
猜你喜欢
粉末冶金材料科学与工程(2022年3期)2022-07-18
汽车工程师(2021年12期)2022-01-17
陶瓷学报(2021年5期)2021-11-22
科技创新与应用(2021年16期)2021-06-19
科学与财富(2021年34期)2021-05-10
铝加工(2020年6期)2020-12-20
装备制造技术(2020年12期)2020-05-22
昆钢科技(2020年6期)2020-03-29
合成材料老化与应用(2020年5期)2020-01-14
科技视界(2014年8期)2014-04-27
