
徐州华润电力给煤机控制系统改造及改造后系统在使用中检查和定度的探讨
2016-12-12 05:59:35马其林徐州华润电力有限公司江苏徐州221142
自动化博览 2016年11期
马其林(徐州华润电力有限公司,江苏 徐州 221142)
徐州华润电力给煤机控制系统改造及改造后系统在使用中检查和定度的探讨
马其林(徐州华润电力有限公司,江苏徐州221142)
1 前言
能源是当今社会发展的战略性物资。煤炭是我国最主要的一次能源,占我国一次能源消费总量的70%以上,随着我国经济的持续快速增长,对煤炭的需求也将保持快速增长。而火电是第一大耗煤行业,占煤炭消耗的50%。火力发电厂中给煤机给煤量测量的准确性直接关系到锅炉的安全经济燃烧,对建设节约、高效、环保的新型能源企业,有至关重要的作用。
徐州华润电力有限公司(一期为2×320MW机组,二期为2×320MW机组,三期为2×1000MW机组)一、二、三期给煤机分别采用沈阳电力机械厂、STOCK、上海新拓电力设备有限公司的产品。
2 设备现状与改造的可行性
一期机组为1996年投产,给煤机型号为NJG-60型,其控制系统由沈阳电力机械厂采用日本大和衡器技术制造,该控制系统核心元器件演算器(CFC-100)、变频器(SVF-552-380C)等已停产无备品,无法满足现场的生产需求。
3 原因分析和要因确定
一期给煤机控制系统运行至今,目前主要存在如下问题:
(1)系统运行时间长,控制柜内电气回路、电器元器件老化严重。
(2)该系统所使用演算器、变频器、隔离器等都已停产,无法采购,没有备品。
(3)给煤机左右侧各配置一个称重传感器,当单个称重传感器损坏并更换备品后难校验,即使校验成功,运行时给煤量偏差大、易波动,最终双侧必须都更换才能解决问题。
(4)传感器现有安装方式易导致电缆磨损,且当机务更换皮带时易对称重传感器造成冲击,影响精度。
(5)出现断煤情况,皮带转速突升至100%且运行没办法调整转速。恢复下煤后对皮带、燃烧造成冲击,易导致皮带损坏,燃烧不稳。
(6)机内没有超温报警,不利于运行监视、调整,易导致给煤机内元件和电缆的老化。
4 解决与实施
(1)采用SPERI品牌控制系统(美国STOCK技术)替代原来的CFC-100演算器和控制柜。SPERI控制系统是采用微机控制,如其升级更新主要是对控制程序添加新的功能和增加运算精度与速度,即更新仅针对软件的更新,并向下兼容,不会产生因控制系统的更新而无法替换的问题。
(2)采用挂码校验和模拟实物校验自动修正法相结合的定度方法取代原来费力且安全性差的链码校验,所有控制参数均为控制系统检测所得,无需人工估算,不仅使得控制精度和计量精度更高、更加可信,而且保障了校验人员的人身安全。
(3)综合考虑,称重传感器仍采用压式传感器。信号引出方式采用进口安费诺接插件,插拔方便,接触可靠;同时在给煤机机体中间部位,也就是在称重传感器安装部位两侧各开一个检修孔门,方便机务检修时称重传感器安费诺插头的插拔和更换传感器时的拆装,同时也解决了定度校验是挂码的安置,只需在定度时采用一个引伸件伸出机体即可方便地挂上或卸下挂码。
5 使用及探讨
一期机组给煤机控制系统改造后,公司的一期#1,#2机组和三期#5,#6机组所使用的控制系统均为上海新拓电力设备有限公司SPERI品牌控制系统。自从设备投用后,定期进行校验,维护等工作,但仍未有一套比较详细的校验和检查的系统材料。下面详细的对给煤机的使用进行系统的阐述。
在给煤机的检查过程中,一般可以分成以下的步骤进行:
5.1系统检查
(1)将给煤机电源停掉;
(2)将柜内设备清洁干净并将电缆孔洞封堵;
(3)检查接线无松动;
(4)检查卡件安装正确牢固;
(5)给煤机送电;
(6)检查面板上显示正确。
5.2参数检查设定
(1)给煤机在OFF状态;
(2)将键盘锁定开关打开(控制柜内单排空开);
(3)按SHIFT,SET-UP,00,此时的八位显示器左边显示地址00,右边显示参数;若参数与参数表不一致,应更改,并输入正确值,再按ENTER;
(4)按SHIFT,SET-UP,01(02,……,30),八位显示器右(左)边显示地址,左(右)边显示参数,若参数与参数调整表(如表1所示)不一致,应更改,并输入正确值,再按ENTER。

表1 参数调整表

5.3输入和输出信号通路调整
5.3.1A1板标定(用户输入通道板(指令输入))
方法一:(1)短接端子15和17,模拟远程启动状态,待启动后将其停掉,拉掉电源重新送电(解除闭锁),将状态打在远方位置。
(2)短接端子237和239,模拟有煤信号,否则在就地指令显示与实际指令会有误差。
(3)DCS给发出0指令的信号,在就地按SHIFT,TRIM,8,计算机将记下相应的频率值。正确值约为2000左右。
(4)DCS给发出85(即满量程)指令的信号,在就地按SHIFT,TRIM,9,计算机将记下相应的频率值。正确值约为8000左右。
方法二:(1)首先在SIG- 和SIG+ 接一个4~20mA的标准电流源。此步骤不用,直接使用DCS操控。
(2)然后输入4mA的电流信号。按SHIFT,TRIM,8,计算机将记下相应的频率值。正确值约为2000左右。
(3)然后输入20mA的电流信号。按SHIFT,TRIM,9,计算机将记下相应的频率值。正确值约为8000左右。
5.3.2A2板标定
(1)首先在143(- )和142(+ )接一个标准电流表。
(2)然后按SHIFT,TRIM,2,CLEAR,观察是否为4mA,按↑或↓,调整至4mA后,按ENTER。计算机将记下相应频率值。
(3)再按SHIFT,TRIM,3,CLEAR,观察是否为20mA,按↑或↓,调整至20mA后,按ENTER。计算机将记下相应频率值。
5.3.3A3板标定
方法一:(第1、2步骤由于接A1板校验继续,可省略)
(1)短接端子15和17,模拟远程启动状态,待启动后将其停掉,拉掉电源重新送电(解除闭锁),将状态打在远方位置。
(2)短接端子237和239,模拟有煤信号,否则在就地指令显示与实际指令会有误差。
(3)然后按SHIFT,TRIM,0,CLEAR(此按钮可不按,如果按下去,将自动使这个频率复位到近似的补偿和宽度值为200Hz),观察DCS画面反馈是否为0,按↑或↓,调整至0反馈后,按ENTER。计算机将记下相应频率值。
(4)再按SHIFT,TRIM,1,CLEAR(此按钮可不按,如果按下去,将自动使这个频率复位到近似的补偿和宽度值为1000Hz),观察DCS画面反馈是否为85(满量程),按↑或↓,调整至85满量程后,按ENTER。计算机将记下相应频率值。
方法二:(1)首先在140(-)和139(+ )接一个标准电流表。
(2)然后按SHIFT,TRIM,0,CLEAR,观察是否为4mA,按↑或↓,调整至4mA后,按ENTER。计算机将记下相应频率值。
(3)再按SHIFT,TRIM,1,CLEAR,观察是否为20mA,按↑或↓,调整至20mA后,按ENTER。计算机将记下相应频率值。
5.3.4线性度测试
(1)为了检查反馈信号的线性度,给煤机必须运行在遥控模式(短接端子15-17),定度块必须装上(处于称重位置),而“皮带有料”限位开关必须闭合(短接端子237-239),如果这个开关不闭合,线性度将受到影响,在FEEDING LED指示灯亮之前,给煤率控制电路按照在设定参数地址02中的密度来控制皮带转速,这个特性防止了皮带在带料的情况下运行于最高速度。
(2)检查给定信号在给煤机运行时的线性度,按SHIFT SELF TEST 6(可在运行中查看指令,可用于与DCS画面显示的指令相对比,正常应该一样,如误差大则说明存在问题)。
显示器将显示与给定信号相应的吨/小时给煤率,三个指示灯RATE 、 RPM 和 DENSITY 都不应该亮,如提供一个与零给煤率相应的模拟信号,显示器将显示出存储在设定参数地址06中的最小给煤率(如指令设置是0~10t,则显示最小给煤率10t),如增加模拟信号到百分比25,50,75, 100,显示器将显示出相应的吨/小时给煤率。一般来说显示器显示的内容应该跟指令一样(如表2所示)。

表2
如果要显示器返回通常操作模式,按RATE键。当RATE灯亮时,显示器显示的是瞬时给煤率,相当于指令的反馈。
5.4标定前的准备工作(机械部分)
为了保持给煤机正确的称重精度,必须保证下述基本因素:适当的皮带张力,适当的皮带导向,称重辊和称重跨托辊的对中。
5.4.1调节皮带张力
从侧门可检查张力轮筒的中心是否在指示板得刻度中线(一般根据张力轮柱臂下端与臂拖的距离判断,大概在4~6cm左右,可适当调节),张力辊筒应在指示板刻度中线上下波动,如需调整皮带张力,可转动机体进料端门上的拉紧螺杆,两个拉紧杆应等量调节,调节时两侧交叉转动,避免损坏螺纹和引起皮带跑偏,如图1所示。
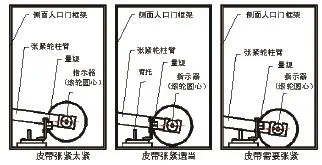
图1 皮带张力调节
5.4.2皮带导向
在胶带的内边中间有凸缘部分,它嵌入辊筒和托辊的中间槽内并使胶带对中,在运行时胶带表面应平整,如果通过辊筒或托辊时胶带有凸起现象,就应进行皮带导向调整。皮带导向可利用张紧拉杆的调节,拉紧或放松左侧或右侧的张紧螺杆,能使胶带偏左或偏右运行,以此方法来调整导向,具体调整量要在调试时确定,如图2所示。
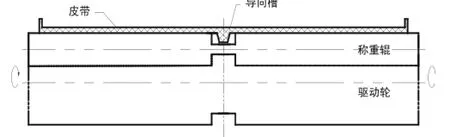
图2 皮带导向调整
5.4.3称重托辊
称重辊和两个称重跨距托辊应在水平上排成一直线,其直线度误差应在0.05mm以内以保证称重精度,如图3所示。
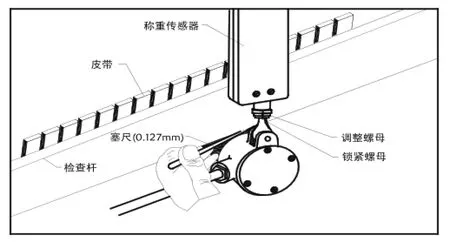
图3 称重托辊
(1)放下称重标准量块,使负荷传感器加载。这时校重杆轴处于水平位置,称重标准块完全与校重杆轴的柱臂脱开,整个重量完全加在传感器上。
(2)称重传感器应处于垂直状态,不可偏斜。如偏斜,使用吊锤标定,调节称重传感器水平拉杆(水平拉杆应处于水平位置)。
(3)将给煤机附件中的两根水平校验杆放在称重托辊上胶带的两侧,校验杆的加工面与托辊表面接触。经过调整,用手转动称重托辊时,水平尺不能跟随转动,也不能距离过大,直到似动不动时方可。
(4)应用塞尺及调节负荷传感器上的调节螺母(此螺母有三个,中间的是锁紧螺母,无需松动,一般调整是将最底下的小螺母松开,然后调节最上面的大螺母,调整到合适的位置,中间的螺母无须操作),使校验杆与3个托辊(称重托辊、称重跨托辊轴)同时接触,依次调整称重托辊的两边。调整过后使校验尺与称重托辊间的距离不大于0.05mm。
(5)提起校准量块。整个称重标准块的重量完全承重在校重杆轴的柱臂上,与称重传感器的吊环脱开。
(6)当给煤机称重托调整后,必须对给煤机重新定度。
5.5标定步骤之一 ——定度
注意:在定度之前,必须使给煤机运行15到30min,使皮带变软。
(1)关闭给煤机上方料仓的出口阀,清除皮带上的物料。
(2)按OFF键,定度前必须在OFF状态下做好准备工作。
(3)关闭给煤机卸料口下方的排出阀。
(4)打开给煤机称重跨门,顶端门以及微机控制柜门。
(5)打开给煤机两侧门,开始称重系统机械调整。
(6)将直尺放在给煤机一侧两量距托辊之上。
(7)调整负荷传感器调调整螺丝,直到直尺与称重托辊之间间隙为0.05mm为止。
(8)将直尺放在给煤机另一侧两量距托辊之上。
(9)调整负荷传感器调调整螺丝,直到直尺与称重托辊之间间隙为0.05mm为止。
(10)反复调整,直到满足要求。(具体调整步骤参照标定前的准备工作机械部分)
(11)皮带上无煤,按SHIFT,SELF TEST,9,加上定度块,观察八位显示器和四位显示器,其数值应为2000左右,且上下基本一致;卸下定度块,其数值应为500~600左右,且上下基本一致;然后按OFF键。
(12)靠近控制柜一侧的皮带边上贴上4片粘性反光纸,每片反光纸应与边缘垂直并位于皮带边上两个裙边切口之间而不可超越切口,在驱动辊和张紧辊处的皮带边上各贴一片,在称重辊处及其下方皮带返回部分各贴一片。证实4片反光纸中每2片间的距离大于定度探头之间的距离。
注意:皮带上可能存在上次定度时的反光纸,因此在每次定度之前,检查并清除上次使用的反光纸。
(13)分别将定度探头插入给煤机进口侧和出口侧插孔内,应保证探头上指示灯与连线插口水平。在定度探头插入侧皮带上贴四张反光纸,每两张间距应大于两定度探头间距。再将定度探头连接线接至电源板,进口侧插入A插孔(CAL-A),出口侧插入B孔(CAL-B)。
注意:靠近给煤机入料口的探头位置称为位置A,而靠近给煤机排料口的探头位置称为位置B。
(14)按JOG,检查皮带转动方向是否正确。按LOCAL,使电机运转在1000RPM,检查转速是否稳定在1000+ RPM以内。否则可调节调速板上的阻尼电位器。
(15)将定度块从两边称重传感器上移去。
(16)在OFF状态下,按SHIFT,CAL1,给煤机电机开始运转,延时25s,皮带传动电动机将增速到1000rpm,并且稳定在此值上。CALIBRATION(黄色)指示灯点亮,八位显示器右边右0开始计数至8后,电机停转,显示偏差百分比,应小于0.25%,否则将从0开始重复CAL1直至达到小于0.25% (转速重复误差百分比)。如果多次定度后仍旧失败,按SHIFT EXIT来停止定度,接着检查电动机速度控制或皮带运行的故障。
(17)如果毛重和皮带运转定度成功,淡黄色指示灯ADD WETGHT亮,同时在显示器上显示出定度块的重量(34.70),如果显示的重量与实际不符,请按SHIFT EXIT键停止定度。参照下列方法打入正确的重量值。
SHIFT SET-UP 13 **** ENTER
在星号位置打入定度块上打印的正确重量,必要时使用10进制小数点。
注意:如果在打入正确定度块重量时打错了数,按CLEAR键接着打入正确值。
(18)加上定度块后,按SHIFT,CAL2,电机再次转动,ADD WEIGHT(黄色)指示灯灭,八位显示器右边由0开始计数至8后,电机停转,CALIBRATION(黄色)指示灯点灭。
(19)8位显示器上将显示3个数据,将数据记录下来。前两个数据由CAL1影响,最后一个数据由CAL2影响。
(20)重复定度一次(重复执行CAL1、CAL2)。
(21)检查两次定度偏差,应小于+0.20% 。
· 按SHIFT,SELF,TEST,1,显示皮重偏差百分比。
· 按SHIFT,SELF,TEST,2,显示转速比偏差百分比。
· 按SHIFT,SELF,TEST,3,显示定度系数偏差百分比。
注意:在显示器左边出现的数字99是一个负值符号。
(22)如果两次定度偏差大于+0.20% ,重复执行直到满足要求。并做好相应记录。
5.6标定步骤之二——挂码
(1)将皮带上煤走空。
(2)总量保存。25单元设09,然后按SHIFT CAL1。
(3)参数设定:
· 01单元1000;
· 03单元05;
· 17 单元 2400(单位0.1秒,应在定度前设定,也可以设定其他时间);
· 24单元05。
(4)挂上称重块。
(5)按REMOTE键。
(6)短接15-17,遥控启动。
(7)待转速到达1000RPM时按SHIFT TOTAL RESET。
(8)给煤机运行设定时间后停止时,根据显示重量和理论重量就能计算出当时的计量精度。若精度不在要求范围内,寻找原因,如寻找原因比较困难时,可进行修正。
注:修正使用SHIFT+SELF TEST+8 ,此功能慎用。
(9)重复5-8 直至符合要求。
(10)卸下称重块。
(11)恢复总量
· 25单元设09,然后按SHIFT CAL2。
(12)恢复参数
· 03单元00;
· 24单元00;
· 25单元00;
(13)合上锁定开关SW1(键盘锁定开关)。
(14)关电后再上电,去除FS自保。
特别注意事项:
· 三根辊子必须校平,否则就谈不上计量精度。
· 连杆支座必须灵活,否则也谈不上计量精度。
· 挂码校验后必须恢复参数,否则就会运行设定时间后停机。
5.7标定步骤之三——砝码
(1)参数设定
· 按SHIFT SETUP 01 120 ENTER(设置转速);
· 利用↑键至 03 05 ENTER(单个砝码重量);
· 利用↑键至 25 07 ENTER(煤量计量放大100倍,将十分位和百分位亦显示出来);
按OFF键退出参数设定。
(2)卸下称重块。
(3)短接15-17,模拟中控室遥控启动。
(4)按REMOTE键,启动给煤机。
(5)放砝码40只(一个挨着一个,放中间位置)。
(6)当第一个砝码快到第一根称重托辊前,总量清零(按SHIFT+ TOTAL RESET键进行清0)
(7)全部40个砝码走完后停机(即按OFF键)。
(8)记下实际值和显示值。
(9)若精度不在要求范围内,按SHIFT+SELF TEST +8进行自动修正(平时不能随便使用此功能)。
(10)重复4~9直到达到要求。
(11)恢复参数。
· 按SHIFT SETUP 02 1000 ENTER;
· 利用↑键至 03 00 ENTER;
· 利用↑键至 25 00 ENTER;
按OFF键推出参数设定。
(12)按上键盘锁定开关.
5.8标定步骤之四——保护动作
(1)远控状态时,堵煤开关动作,主板背面灯DS11灯灭(正常常亮),DCS堵煤信号接堵煤开关常开点。触发时开关闭合,DCS显示堵煤信号,跳给煤机。
(2)就地状态,有煤开关动作时,主板背面灯DS12灯亮(正常灯灭),跳给煤机。DCS画面断煤信号与给煤信号均连接此开关。不同的是,给煤信号是在有煤的情况下且给煤机在运行,实际上就是有煤在运行。断煤只是单纯的开关通断信号。
5.9结束工作
(1)给煤机保护开关检查,如:LSFB和LSFD应回到正常位置。
(2)检查定度块应卸下。
(3)消除调试中产生的故障码。
(4)消除调试中总量累积数。
(5)合上键盘锁定开关。
(6)按REMOTE允许远方操作。
[1] QCDT-IWSSPC 1159-2010, 给煤机电子皮带秤技术标准[S].
[2] 电子称重式皮带给煤机使用手册[Z].
[3] 徐州华润320MW机组锅炉系统图[Z].
Discussion on the Examination and Calibration of the System Used in the Control System of Coal Feeder of China Resources Power (Xuzhou) Co. Ltd
本文介绍了徐州华润电力有限公司对原有给煤机控制系统的改造思路和具体方法,并对改造后的控制系统在功能使用方面进行了详细分析,为给煤机的校验和检查以及缺陷消除提供了一些说明,希望达到抛砖引玉的效果,进一步形成此类给煤机的作业指导书,对现场生产具有一定的作用。
给煤机;系统改造;标定;参数调整
This paper introduces the reforming ideas and methods of the original control system of coal feeder in China Resources Power (Xuzhou) Co. Ltd. We also analyze the functions and applications of the reformed control system in detail, and provide some explanations for the check, inspection and defect elimination for the coal feeder. Furthermore, we hope to develop instructions for the coal feeders in order to help with the production site
Coal feeder; System reformation; Calibration; Parameter adjustment
B
1003-0492(2016)11-0082-05
TP273
马其林(1982-),男,河北邢台人,工程师,学士,现任徐州华润电力有限公司技术支持部热控高级专业师。
猜你喜欢
能源工程(2022年1期)2022-03-29 01:06:28
科学大众(2021年9期)2021-07-16 07:02:46
电力设备管理(2021年2期)2021-03-15 01:53:38
机械管理开发(2020年11期)2020-04-15 03:23:20
山东冶金(2019年3期)2019-07-10 00:54:06
电子制作(2019年24期)2019-02-23 13:22:32
铜业工程(2018年6期)2019-01-07 07:17:16
电子测试(2018年13期)2018-09-26 03:29:36
电力与能源(2017年3期)2017-07-01 16:28:00
同煤科技(2015年2期)2015-02-28 16:59:14
