
西门子涡轮压缩机组安装技术及施工管理
2016-12-08 06:19蒋荣
工程建设与设计 2016年14期
蒋荣
(陕西西安华陆工程科技有限责任公司,西安710000)
西门子涡轮压缩机组安装技术及施工管理
蒋荣
(陕西西安华陆工程科技有限责任公司,西安710000)
在石油化工项目中,如装置尾气加压、装置加氢的动力压缩机一般都选用西门子生产的BCL型涡轮压缩机组,压缩机是整个装置的心脏设备。因此,掌握好压缩机的安装技术和做好压缩机施工管理很重要,直接影响压缩机试车的成功与否,也直接影响企业的生产效益和压缩机使用寿命。
涡轮压缩机组;组织;安装;调试;试车
【DOI】10.13616/j.cnki.gcjsysj.2016.10.033
1 压缩机原理及组成
某年产5万t蛋氨酸项目安装了一台西门子涡轮压缩机组,压缩机组用于MESH装置尾气的压缩,该尾气有毒有害且易燃易爆,该压缩机设计执行标准为API617,型号为BCL00106-H-ANL610-B,压缩机是整套原装进口,为了节约成本,没有备用机。
该压缩机是涡轮压缩机,涡轮压缩机是动力类型的压缩机,压缩气体是基于动力原理。利用配有叶片的旋转叶轮将能量传递给缸体。气体不断地通过叶轮从里到外流动,同时气体离心力场变化。离开叶轮后的气体压力、温度、速度比入口时高。在叶轮后安装一个扩压装置,由于速度延后,因此,进一步提高了气体压力和温度。
压缩机由其本身、变速器、联轴器、主机电机、油滑润系统、电仪控制系统等组成,详见图1。
压缩机级本身包含带配备叶片的整合叶轮的蜗壳,带进口导叶的导叶壳,横向进给壳和扩压器。压缩机级直接通过法兰直接装在变速器齿轮系统上。叶轮和小齿轮轴用冠耦合和扩展螺栓相互连接。这种型号的附件在叶轮被拆开数次后,仍保留原始平衡状态。配有叶片的扩压器被安排在叶轮后。在压缩机进口吸入侧,有一个带导叶的可调进口导向装置来控制流量。进口导叶的导向叶片在发生电源故障时自动关闭,而且弹簧加载。
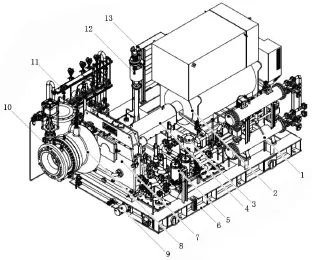
图1 压缩机原理及组成
为了保证尾气不向外泄漏到大气和阻止变速器中润滑油进入到压缩的尾气中,轴通路被机械式密封,密封采用博格曼生产的干气密封,密封气采用干燥氮气。
油润滑系统由主油泵、辅助油泵、油过滤器、油冷却器、油箱及部分管道,配件以及测量设备和控制组件组成。(1)主油泵是通过齿轮系统机械驱动。(2)辅助油泵是通过电机驱动,在透平压缩机组启动和停车期间,和当油压下降时给系统供油。油温由控制阀保持恒定。供油压力通过压力控制阀保持恒定。主油泵和辅助油泵的安全阀防止油供应系统产生不允许的压力。(3)油过滤器是一个双过滤器,油过滤器有一个压差显示器,可以在操作时相互切换而不产生压力损失。(4)油箱中没有压力并且配有一个加热系统,辅助油泵,油雾分离器,液位监测系统,液位指示计,和充油口。
本机叶轮通过变速器把电机驱动转速2980 r/min调整为18494r/min,该变速器是一个单级尖角齿轮,小齿轮轴的轴向推力是通过压力梳齿传递到大齿轮轴的。在那里轴向推力传递给径向—止推轴承。小齿轮轴安装在径向倾瓦轴承里。大齿轮轴安装在多叶轴承。为了保证高转速叶轮的安全性,采用温度传感器监测轴温度。为振动监测有2个非接触式编码器附在小齿轮轴轴承点,为轴向位移监测有一个非接触式编码器附在小齿轮轴上。
操作和控制通过一个驱动器的控制器和一个配电柜控制器来进行,由现场控制系统用回流阀和进口导叶通过压力和流量控制涡轮压缩机组,所有的数据传送至整个系统的控制系统,自动化程度高而灵敏,有利于保证整个压缩机组运行的安全稳定。
2 建立施工组织和掌握施工流程
按工程项目的管理层次及专业分工不同建立压缩机施工安装组织机构,以明确职责,落实责任目标到个人,发挥团结协作精神,保证工作质量、提高工作效率。施工分包单位提交压缩机的安装施工方案经各方审批通过后方可进行施工。安装队伍要选用有压缩机安装经验的人员进行,并掌握压缩机施工流程,施工流程如下。
施工准备→设备开箱验收→基础验收处理→机组吊装就位→机组初找正、找平→一次灌浆→机组精找正、找平→二次灌浆→进出口、密封气、仪表风、油冷却器水等管线的配装→电仪对接安装→机组油循环→主电机试车→轴对中复核与联轴器安装→机组单机试车。
在以上施工流程中,需要厂商代表参加的有:设备开箱验收、电仪对接安装到机组单机试车。
通过与厂家达成售后项目协议制定《压缩机安装过程各方配合程序》,明确厂家安装指导工程师需要进行的工作项。
施工检查记录与施工同步进行,避免写回忆录现象。
3 施工准备和设备验收
3.1 施工准备
1)参与压缩机施工安装的专业工程师、技术员应熟悉所有图纸资料;
2)总管理方专业工程师对施工方技术员进行技术交底,施工方技术员对施工队伍人员进行培训;
3)总管理方督促指导施工方编制施工方案并提交审核;
4)总管理方按实际编制切合实际的压缩机安装专项计划。
3.2 设备验收
设备进到现场,设备开箱过程控制得好,将对后续工作顺利开展提供良好的基础,开箱验收要求建设单位、总管理方、监理单位、施工承包单位、供货厂家代表等有关人员参加,并按要求对设备的完整度、尺寸、数量等项目以及设备出厂验收必须附带的技术文件进行检查,并作记录[1]。
设备开箱时,交接双方按装箱单共同检查清点,并记录作为移交凭证;对设备外观和开盖检查,如有发现设各上有伤痕,锈蚀和变形,向厂方提出,请求处理,并对设备的主要尺寸、机械加工质量和管口方位的尺寸进行检查,要符合设备的装配要求,并记录检查情况;设备到达现场后,现场保持平整,清洁,设备及内件堆放整齐,同一种设备的内件堆放在一起,避免混杂堆放;根据设备的基础、方位、底座仔细核查设备基础是否与设备底座相符合,如不符合,尽早提出,并进行必要的修改;凡与设备配套的电气仪表等设备及配件、专用工具,由专业人员进行验收、妥善保管;核对设备管口方位、接管型式、材质、规格型号是否与工艺图纸相吻合。
4 基础验收处理和机组吊装就位
设备安装前,对基础进行交接验收、复查,做好复测记录,并按下列规定进行:(1)基础外观不得有裂纹、蜂窝、空洞及露筋等缺陷;(2)检查土建单位提供的基础混凝土强度试验报告和基础沉降观测报告,其强度及沉降值一定要符合设计要求;(3)土建单位向安装单位办理基础移交手续,要求有基础测量记录,在基础上应有明显的标记。标出标高基准线及基础的纵横中心线;(4)基础混凝土强度应达到设计要求,地脚螺栓的螺纹部分应无损坏和锈蚀情况,且有保护措施;(5)混凝土基础的外形尺寸、坐标位置及预埋件,应符合设计图样的要求,混凝土基础的允许偏差,应符合表1的规定;(6)检查各压缩机的纵向中心线应与横向中心线垂直,校正主电机横向中心线应与压缩机的横向中心线平行,主电机的纵向中心线应与压缩机的纵向中心线重合;(7)检查地脚孔位置应正确,偏差≤±10mm,地脚孔深度符合设计图纸的要求,检查测量基础的标高应符合图纸的设计要求,基础验收合格后将标高、纵横中心线引入基础侧面并用红油漆进行“△”标识,铲除基础表面硫松层。基础上表面的浮浆应铲除,并每100cm2铲出3~5个点的麻面,清除表面及预留孔洞内的油污、杂物,临垫铁与顶丝块放置位置应平整坚实,处理基础时不得使用风镐;(8)机器吊装就位时,按图2进行,索具应系于机器的吊耳处,不得系于机器的其他处,并于主要受力点挂上1~2个5t以上的手拉葫芦,以便将机器调整到水平状态进行吊装。
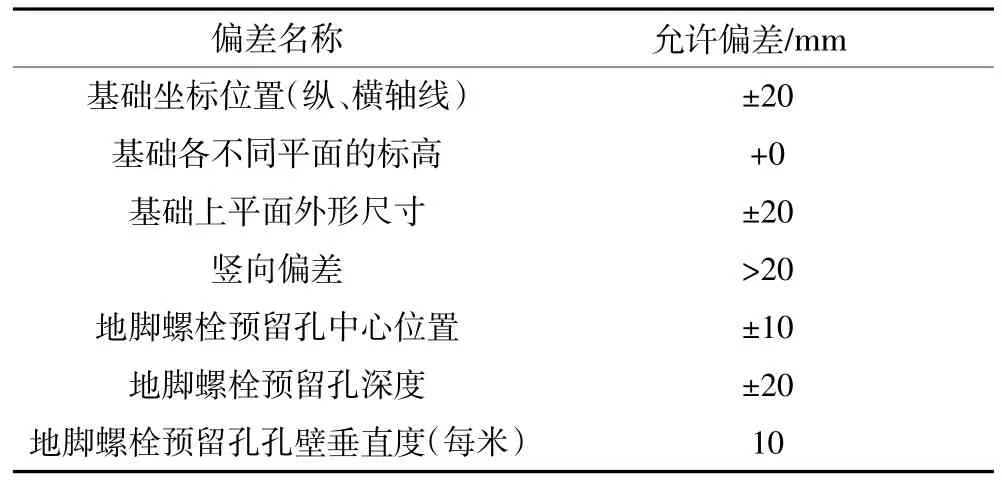
表1 混凝土基础的允许偏差
图2 机器吊装示意图
5 机组初找正、找平和一次灌浆
按照机组随机图纸资料要求,本机组采用无垫铁安装就位,底座是靠可调节的专制螺栓顶丝支撑(见图3),按照图纸专制螺栓顶丝放置位置进行布置顶丝,按设计标高及说明要求对设备进行安装及找正找平工作,以此来衡量压缩机的水平度,为下一步主电机与压缩机的对中奠定基础。机组找正找平偏差按表2控制。
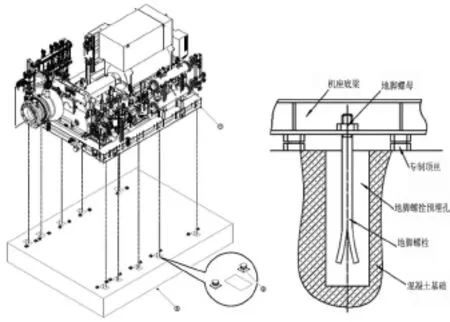
图3 可调节的专制螺栓顶丝支撑示意图
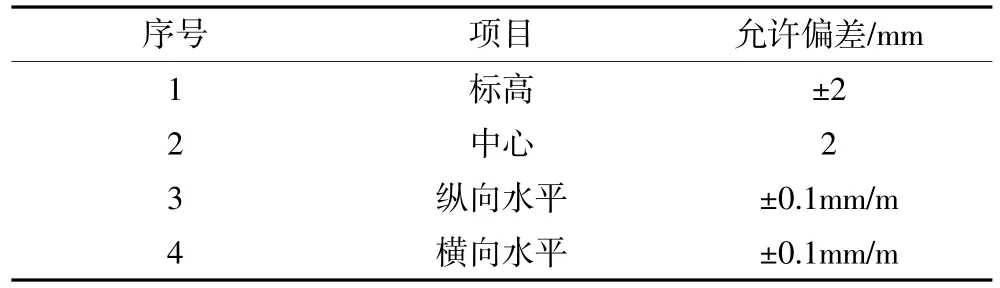
表2 机组找正找平允许偏差
在完成最终找正之前,不能将压缩机进出气口与主气管路连接。
机组初找平、找正合格后,方可进行一次灌浆,一次灌浆所用混凝土强度须高于基础设计强度一个等级,且混凝土用“瓜子片”碎石作骨料。
灌浆前,将地脚螺栓孔内的杂物及浮浆清理干净,且将地脚螺栓置于机组底座地脚螺栓孔的中间位置。
6 机组精平、找正和二次灌浆
在一次灌浆7d后进行机组的精找正找平,通过上紧地脚螺栓上螺母和专制螺栓顶丝调整,用精度为0.02mm/m的水平仪进行测量检查,以压缩齿轮箱的输入轴为纵向水平控制核心点,控制在±0.02mm/m内,齿轮箱上厂家提供有4个基准平面、主电机支座厂家上有4个基准平面,各面上纵横向水平控制在±0.1mm/m内。螺栓的拧紧力矩按厂家随机资料规定进行。
通过验收合格后24h内完成机组的二次灌浆,灌浆料采用型号为CGM-4高强无收缩灌料,执行标准:《水泥基灌浆材料应用技术规范》(GB/T 50448—2008)。灌浆完成后进行3d的保养,如保养不到位将产生裂缝。
7 与压缩机对接管线的安装
本机为单级压缩机,压缩机主要流程见图4,需要与压缩机对接的外管路有:压缩机级进出口管线、油冷却水管线、密封气盘干燥氮气管线、现场控制柜用仪表风管线、干气密封放空管线。在管路安装对接上,按表3进行施工质量控制[2]。
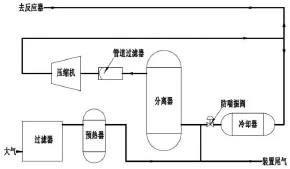
图4 压缩机主要流程
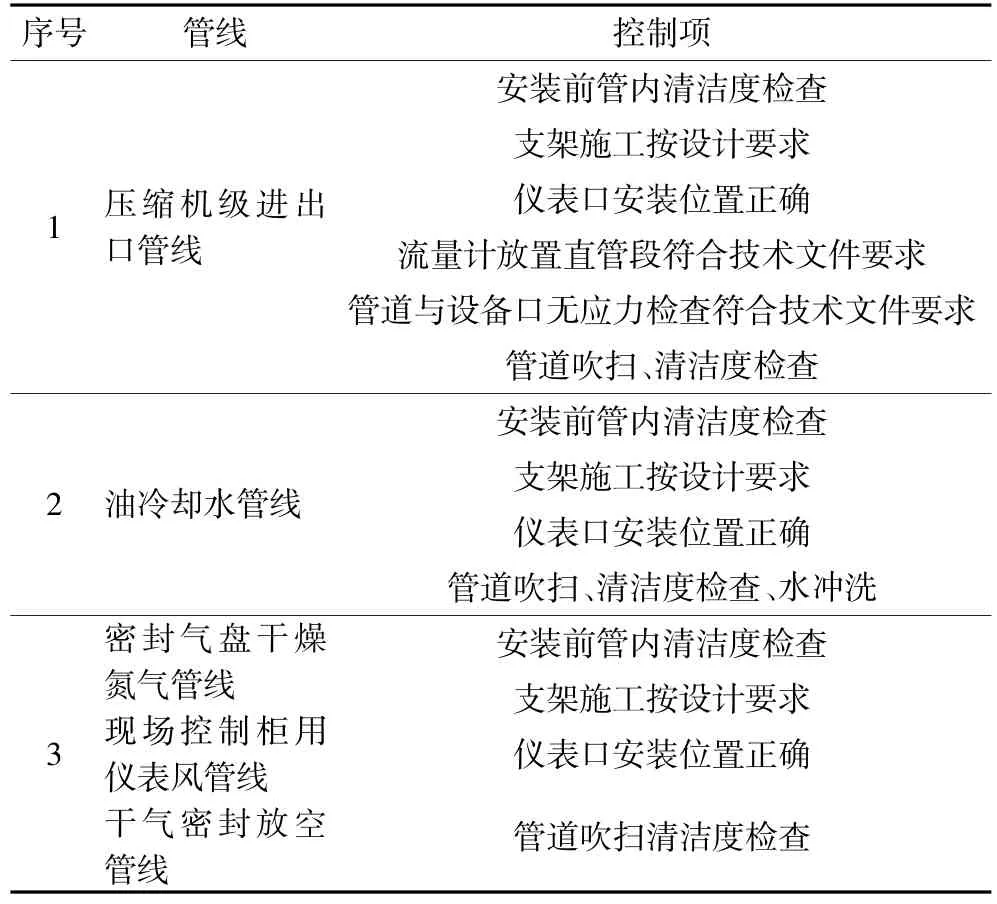
表3 与压缩机对接管线的安装施工质量控制
需要注意的是因压缩机级出口温度为130~160℃,压缩机和出口管线有热膨胀,设计上出口管线上有弹簧支架和可前后滑动支架以消除管道热应力,检查管道应力时,弹簧支架应处在无锁自由状态下,管道在滑动支架上可前后移动。还有在单机试车前厂家代表都会从分离器到压缩机级进口管清洁度进行复核检查,所以施工方在进行无应力自检合格后,应提前拆下管道过滤器。
8 电仪对接安装
按压缩机安装进度专项计划,总管理方设备专业工程师主动去检查电仪的安装与调试情况[3],检查内容有:主电机、辅助油泵、油加热器、油雾分离器、现场控制柜的供电电缆敷设和电气试验;现场控制柜安装就位和信号线敷设;就地仪表、变送器安装及信号线敷设;远程控制组态调试;电动气动阀门自动控制测试;流量计校正。
对没有按时完成项和电气、仪表专业协调,督促尽快施工,对存在问题通过开专题会形式进行解决,在厂家进场调试前完成应完成工作项。
9 厂家服务人员进场调试与单机试车
把机组水平度复核、进出口管道应力检查、轴对中复核、螺栓坚固检查、油系统冲洗等机械方面调试需要的工具准备好。
人力配合上也要做好准备,机械安装熟练工2名,起重工1名,电仪工4名。
公用工程与辅料准备:正常稳定仪表风(压力0.14~0.7MPa)、正常稳定的密封用干燥清洁氮气(压力≥0.7MPa)、正常稳定的循环冷却水(压力0.14~0.7MPa)、ISO VG46机油。
动力电方面应是正式电、控制电源稳定正常并有UPS保护。
进出口管道已完成气密性试验。
厂商2名服务专员进场,对厂商服务专员进行安全培训,如是外籍人员需要配备翻译员。现场设备专工、电仪专工先带上服务专员对现场进行熟悉和施工安装完成程度进行掌握。总管理方主持各方召开压缩机安装专题会,布置下一步工作任务和计划,施工方、监理方对压缩机安装工作进行小结,厂商服务专员提到压缩机要达到具备试车的条件存在问题,各方就如何配合好厂商服务人员开展好工作进行交流,在安全工作上提出要求。
待厂家机械专员和电仪专员完成各项检查工作后,可按油系统启动操作规程进行油系统冲洗,冲洗4h后,检查滤芯情况,如合格可进入单机试车工作。
为了保证单机试车的顺利进行,针对本压缩机流程编制了《压缩机单机试车程序》,并组织各方召开了单机试车工作准备会,要求参与试车人员需熟悉掌握单机试车程序中内容,明确各方在单机试车中职责、人员分工,操作程序中指明了试车操作人员的分布和责任,根据厂家的技术文件规定,试车分2个阶段,4h机械测试的单机试车和72h的负荷性能测试试车,并把各阶段的试车流程线路进行确认发布[4]。
各方对试车条件确认签字后,进行了试车,在4h机械测试的单机试车机子,每0.5h记录机子运行参数:(1)压缩机进出口压力、温度、气体流量;(2)润滑油压力与温度、油箱液位、油质状况、油过滤器压差、气封流量及压力压差;(3)各轴承温度、轴位移、轴震动;(4)机组震动、声音、泄漏情况。
经过4h运行后,机子机械测试通过。
在机子进行72h的负荷性能测试试车前,厂家对机子做了加载超载实验,当超载时机子自动紧急停车,说明机子安保系统执行良好,可进行负荷试车。
在负荷试车过程中,厂家人员对用户操作人员进行了边试车边培训的实战操作培训,机子从启动到加载到满负荷运行,保持了48h,各运行参数正常,后因防喘振回路上的冷却器内漏,冷却水流入分离器,最后机子停车。
1 0存在问题和改进想法
1)因在进行二次灌浆后,施工方养护措施不得当,二次灌浆层存在小裂纹,压缩机运行过程中的震动可能会加大裂纹宽度和深度,若基础不稳固后机组的震动会更大。因此,要加强灌浆后保养跟踪和管理。
2)因厂家给设计单位提供的出口法兰规格和到货后规格不符,管道专业重新设计配制管路,重新补采法兰和管子,采购周期长,延误了施工总进度。以后开箱验收时对进出法兰尺寸复核,如存在问题可提早发现并及时解决。
3)在电机格兰头定货上,技术协议没有指明由厂家还是客户负责,到接电缆时才发现没有格兰头,重新采购周期长,延误了施工总进度。定技术协议时要认真检查漏洞,供货界面要分明。
4)压缩机厂房四面全开敞式,现场控制柜需要防淋,机组也容易贴上粉尘。设计厂房时全面考虑机组运行在良好环境中的防雨、防尘、通风。
5)因防喘振回路上的冷却器内漏,造成机子没有能顺利完成72h运行。对换热器生产厂家的设计图纸、材料选用认真审核,制造过程到出厂监查到位,以保证产品质量和投产后压缩机组及整个装置的长期稳定安全运行。
【1】GB 50231机械设备安装工程施工及验收通用规范[S].
【2】GB 50275压缩机、风机、泵安装工程施工及验收规范[S].
【3】SH/T 3539—2007石油化工离心式压缩机组施工及验收规范[S].
【4】HG 20231—2014化学工业建设项目试车规范[S].
Installation Technology Construction Management of SIEMENS Turbo Compressor Unit
JIANG Rong
(HualuEngineering&TechnologyCo.Ltd.,Xi'an 710000,China)
Inthepetrochemicalprojects,powercompressorsfordevicetailgaspressurizationandhydrogenationgenerallyuseBCLtypeturbo compressorunitproducedbySIEMENS.Thecompressoristheheartoftheentiredevice.Therefore,itisveryimportanttomastertheinstallation technologyofthecompressorandmanagetheconstructionofthecompressor,whichwillaffectthesuccessofthetrialrunandalsodirectlyaffect theproductionbenefitsoftheenterpriseandthelifespanofthecompressor.
turbocompressorunit;organization;installation;commissioning;trialrun
TK473
B
1007-9467(2016)10-0076-05
2016-08-15
蒋荣(1979~),男,江苏泰兴人,工程师,从事化工项目施工及技术管理研究。
猜你喜欢
流体机械(2022年5期)2022-06-28
今日农业(2021年12期)2021-10-14
船舶标准化工程师(2019年4期)2019-07-24
消费导刊(2019年29期)2019-07-14
铁路通信信号工程技术(2019年6期)2019-01-17
江西建材(2018年4期)2018-04-10
农村农业农民·A版(2017年7期)2017-07-17
经营者·汽车商业评论(2016年12期)2017-03-08
太空探索(2016年9期)2016-07-12
压缩机技术(2014年5期)2014-02-28
