
晶体磨床操控器设计
2016-11-28 01:29:29赵德权
微处理机 2016年5期
赵德权,李 翠,苏 琳
(中国电子科技集团公司第四十七研究所,沈阳110032)
晶体磨床操控器设计
赵德权,李翠,苏琳
(中国电子科技集团公司第四十七研究所,沈阳110032)
随着材料科学研究的深入,对晶体的精细加工已成为一种趋势和要求。因此,在新一代磨床设计上,使用了双电机调速及联动的方式,改进了工艺,提高了生产效率。通过进一步优化操控器,对模拟通道进行了非线性校正,即通过分档处理,采取整档位校准和档内线性插入的方法,有效地改善了控制曲线,提高了控制精度。采用12位D/A转换器,既保证调节的细腻平滑,也为校准预留了足够的映射空间,最终使系统在数字层面上实现了纠偏。同时还引入一些辅助手段,增加存储器,以保存机器参数和建立输入数据索引表,设立定时器、报警器和密码锁,以方便生产过程管理。
晶体;研磨;操控器;映射;传递;调速;非线性校正;加密
1 引 言
晶体材料因其特殊结构而具有许多独特的性质,相对这些性质都存在着一系列的功能材料,并由此可制备成各种器件而获得广泛应用。在工业、国防、医学等各个领域,成为一个关键性因数,决定着发展的程度和水平。近年来,各种针对晶体的研究开始热络起来,一些相关产业逐渐兴起,进一步支撑和促进了材料科学的进步。
因为晶体材料比一般材料要硬许多,加工起来比较困难,所以,一些先进的设备也开始研究制造,像切割,研磨等工艺方面的程控装备,国内已有公司开始涉足,或与国外进行合作生产,并转销世界各地。处理手段的发展,进一步推动了研究的深入,许多大学和机构开始投入一些资金和人力进来,前景令人期待。
2 磨床概述
晶体磨床由机械框架、承载盘和磨盘等构成。承载盘固定工件,盛放研磨液;磨盘卡挂磨石或砂轮。工作时,承载盘和磨盘在两台调速电机驱动下同向旋转[1],工件和盘间压力由压空传动机构提供并调节。侧后装有除热风扇和排气道以及压空进气口,上部有防护面罩,并设连锁开关。气泵作为辅件,可以选配。
承载盘电机为交流电机,由变频器进行调速,速度为0~250r/min;磨盘电机为直流电机,由直流调速器控制,速度介于0~300r/min之间。
变频器和直流调速器接收操控器送来的模拟控制量,幅度为0~10V的电压。
控制台面含有操控面板,压空调节阀以及声光报警设施,右手侧设置启动、停止按钮和紧急制动按钮。各型研磨设备大小迥异,功能配置也不尽相同,最大的区别在效率和精度上。
3 操控器结构
操控器主要提供人机界面,输出双路模拟调速电压,以及对变频器的运行/停止、正/反转等状态控制。其中变频器和直流调速器的选型,决定和约束了操控器的指标和功能设置,而操控器的优劣又直接代表和体现了设备的性能和档次。
操控器一般包含下列功能模块:①控制变频器的DAC通道[2-3];②控制直流调速器的DAC通道;③运行/停止控制开关,正/反转控制开关等;④键盘输入;⑤显示输出;⑥存放机器参数的外存(24C01);⑦定时器(DS12887);⑧报警。
4 模拟通道设计
(1)DAC转换接口
图1为第一路“DAC通道”,DQ11-DQ0为DAC的12位数据输入端,SEC0为口地址选择端,/WR为写入控制端,信号来自于微处理器的输出端口[4]。由于U0工作电压接+5V,参考电压Vref也接+5V,限定OUT1满档输出就为5V,经U3A的负反馈调理,使得输出更加稳定。当DQ11-DQ0满档输入为FFFH时,OUT1为5V,当输入为0时,OUT1为0V;再经U3B运放的零点修正、放大和极性调整[5],满档输出调在接近+12V,U4A是跟随器,起缓冲作用并维持信号幅度不变,G1为射随器,增加驱动能力,再经R4调节输出为10V电压。
通道校准步骤:①数据输入为0,调R0电位器使U3B输出为0V;②输入数据为满档(FFFH)调可变电阻R3,使U3B输出为12V;③输入数据为半档(7FFH),微调可变电阻R3,使U3B输出接近6V;④微调R3和R4,使得OUT-1半档输出约为5V,调节可变电阻R4,使OUT-1点的电压满档输出为10V;⑤微调R0,使输入为0时,OUT-1输出接近0V。重复上述过程,最终使得10V、5V和0V这三个点位的误差保持均衡,DAC的输入和输出关系可以认为是“线性”了。
第二路DAC除SEC0改为SEC1外电路完全一致,调节方式相同。
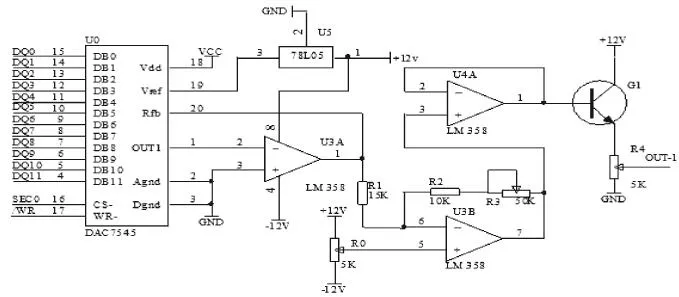
图1 DAC通道
(2)线性传递函数
变频器的映射关系为:
若输入Z(0≤Z≤10V),输出Y(0≤Y≤250r/min)

直流调速器的映射关系为:
若输入Z(0≤Z≤10V),输出Y(0≤Y≤300r/min)

12位DAC通道映射关系为:
输入为X(0≤X≤FFFH),输出为Z(0≤Z≤10V)

(1)与(3)合并,就有变频通道传递函数:

(2)与(3)合并,则有直流调速通道传递函数:

(3)非线性校正
采用12位D/A转换芯片,可以使无级调速做得很精细,但是,由于DAC通道及调速环节的畸变,会产生线性失真,使得某些点位的转速严重偏离实际。就一台机器而然,速度的大小仅仅是个概念数,只要具有可调性和重复性即可,若多台机器混用,会造成工艺参数的不确定,需要进行再摸索,以免造成不必要的麻烦。
另一方面,在一些特殊的应用领域,对某个或某几个速度点的精度要求会很高,不允许出现超差。而非线性往往会导致调校时两头难顾,靠调节电位器来对表的方式,极端情况下,或可只能满足一个点的纠偏。因此,要形成多点对应,需要进行一次非线性调整。
事实上,无论畸变发生在调速环节还是D/A转换环节,只要总的传递函数Y=F(X)是单调递增的[7],即对于任意的X(0≤X≤FFFH)都有唯一的Y(0≤Y≤250,或0≤Y≤300)与之对应,反之亦然,即有X=F-1(Y)成立,且当X0≤X1时,F(X0)≤F(X1),反函数也有相同的特性。由于线性失真,若Y域中离散点是均匀分布的,在X域中对应点则呈现非均匀分布,当这种对应结果确定之后,X数据可由Y进行索引。
因为函数是未知的,当以输出量Y来确定输入量X时,需要进行实际测量,形成这种数值的对应关系的过程,即为非线性校正。当Y值很大时,全部精细校正会很费时,可以采取分档处理的方法,即只在每个档位上进行校正,档与档之间采用线性插入,这种方式既保证了精度,也使调校过程变得更加简单方便。
若设档距为d[1≤d≤50(r/min)],档位Q与输入量P的索引关系为:P=f(Q),且为递增函数,(P,Q为自然数),对于转速Y,令m=Y/d(取整),n=Y%d(取余),则m即为档位数,n即为偏移量。输入量的线性插入算式就为:

关系式(6)即为档位校正档间线性插入的计算公式,而(4)和(5)两式则用来计算各自档位点的初值,并形成两个未经校正的索引表[5]。此时,用(6)式计算输入量与用(4)式(或(5)式)计算输入量是等价的,因当前仍属于线性映射。因此,发生校正后,用(6)式算得的结果,则更为接近实际。
以电机转速为目标的控制方式,即通过速度反求控制输入量,可以做到平滑调速。如用(4)和(5)式计算,当Y取1时,算得的值分别为X1和X2,则X1/10*K,X2/10*K(K为正整数)可作为调校变量,K越大,调节量越大,当K=10时,调节量约影响1转的变化。定义K(1≤K≤99)为调校系数,在操控界面部分将详细介绍。
5 控制信号生成
图2为继电器输出控制逻辑图,对变频器的控制输出信号,一般都为开关量,包括:“运行”、“停止”、“正转”、“反转”、“复位”等。对于具体设备上的使用,一些信号可以“接死”,如旋转方向就可以固定为正转,复位等功能不选用,实际需要控制的就是运行和停止,一些变频器这两个功能合并为一个端子,接地为运行状态,悬空或接高为停止状态,所以使用一组继电器(含常开、常闭触点)实施控制即可。
对于直流调速器而言,除了调速模拟量以外,没有开关量控制,理论上,当模拟输出量为0时,就可以关机。但直流调速器若出现“零飘”,直流电机则不能彻底停下来,还存在着轻缓转动。一般需要对直流调速器调校时留有一定的输入门槛电压,使操控器送来的电压低于这个门槛时不能启动,这也使直流调速器的传递关系发生微小改变,这是问题的一个方面。另一面,当操控器输出发生“零飘”时,也可能引起上述现象。在操控器层面,送出的模拟量可以做些预处理,即通过继电器传递后,再接给直流调速器,当停止发生时,继电器切向模拟地,而无需置“0”模拟量,并确保停机。当然,调速器要以三级仪表标准(输入1~10V,而非0~10V)来设计,使0~1V为死区,或本身增加关断设置,就不会发生这种问题。因此,对直流调速器的控制也要使用一组继电器。
采用机械触点的继电器切换,使操控器输出控制端与变频器(或调速器)的输入端形成电隔离,模拟通道的数字输入端与微控制器逻辑连接端,由光隔电路分开,两边不共地,输入侧的数字地与输出侧的模拟地之间跨接10MΩ电阻,以减少共模压差。至此,操控器除了模拟通道,均与变频器(包括调速器)实现了电隔离,这样做有利于系统的抗干扰。
第一组继电器控制变频器的启停,当继电器断开时,变频器的24V电压通过常闭(NC)触点接到变频器的启/停控制端,使变频器停止运行;当继电器合上时,变频器的模拟地Agnd通过常开(NO)触点连到启/停控制端,使变频器开始运行。
第二组继电器的控制方式有些类似,模拟地Agnd和直流通道的模拟输出量Aout2通过继电器实现切换,继电器合上时,输出端接通模拟量,控制直流调速器工作;继电器断开时,输出端连接模拟地,使调速器制动。系统提供两组集电极开路信号(OC1和OC2)来驱动三极管(G1和G2),用于控制12V的通断使继电器动作。

图2 继电器输出控制
6 操控界面
显示由12位(米字型)数码管构成:前4位状态栏,后8位信息栏。承载盘转数和磨盘转数同栏显示,形如“moto△300▽250”;档距和调校系数同栏显示,形如“adj d=10K=99”;实时时间设置形如“timeX-23-59”,日期形如“date15-12-31”(高两位20隐含);运行时间设定形如“timeR 23-59”。
键盘由速度调节键(↑↓)、选项键(←→)、运行键(RUN)、停止键(STOP)、校准键(COR-)、密码键(KEY)组成。设置参数时,每按一次“↑”当前调节项加1,若键不抬起,间隔500ms连续加1,连续超过10次,变为加10,…,直到抬起键,结束加速状态。“↓”键为反方向调整。“←”和“→”为选项键,方向互反。选中的项目闪烁,项目包括承载盘转速,磨盘转速,档距,调校系数,运行时间等。10s内无键键入则停止闪烁,输入的内容存入到DS12887ram中暂存[8]。
改变档距要十分谨慎,如若新旧档距成倍数关系,将使重合点重置到新的索引表中,非重合点,将以线性方式映射,否则,将全部进行线性化映射,机器运行后,以前的校正结果将丢失。
按RUN键将启动机器运行,并将DS12887中更改的系统参数转存到AT24C01中。按STOP键将停止运行,使电机停止转动。COR-键为调校键,电机转数设为档距的整数倍时,此键才起作用,否则告警提示。按下该键,状态显示“COR-“,选择项对应的电机将运转,以调校系数所决定的调校量作为每步的基值,按“↑”和“↓”键增减,按“←”键将减少调校量(K值变小),按“→”键将反向改变。同时用测速表测试电机转速,以当前示数对表,直到调到满意为止,再按一下COR-键,状态显示消失,调校的值便存入索引表。调校不必一次完成,随时都可以进行。产生报警时按任意键即消除。
7 密码设置
密码设置方法:首次设置密码,按下KEY键,数码管前四位显示“KEY+”。除了KEY键外,其它键皆可作为密码位输入,并按↑↓←→RUN STOP VER-顺序取值1234567,密码设置位最多8位,设置完成按KEY键,密码生效,如不输入内容,按KEY键则取消设置。有密码设定时,重新开机以“KEY+”方式询问密码,回答正确进入开机界面,机器参数由AT24C01转入DS12887ram中,否则告警提示5s。已有密码情况下按KEY键,进入询问密码状态“KEY+”,如果输入不正确或者不输入,再按下KEY键则取消询问。在询问状态下密码回答正确,则显示修改状态“KEY-”,输入的数值将作为新的密码,按下KEY键生效,如果不输入信息,直接按KEY键,则取消密码设置。
这一种加密使用,是为操作者设置的,某台机器只有持有密匙的人可用,方便单位出于安全方面的管理。生产厂家会给使用单位一组密码,用以禁止加密或解除加密,以防止或纠正人为的误操作。
按KEY键出现“KEYX”为禁止状态,意味着只能由高层管理者输入唯一的密码进行操作。输入正确,显示“KEY-0”,按“→”切换到“KEY-1”,按“←”回切,前者为禁止,后者为允许,按KEY键生效。在禁止状态,不接受其它非正确的信息,高级管理者在“KEY+”询问状态时,也可用同一密钥进入操作。另一种与定时有关的加密为厂家保护密码,只有厂家可以解锁。
采用DS12887时钟芯片进行定时,该芯片内置锂电池,保存数据10年,具有128个字节单元可寻址,并有定闹功能。引入时钟除了定时、临时存储机器参数以外,还有厂家加密的需要。一般采用两种方式操作:一是“累计机时到”要密码,另一个是“累积日期到”要密码,可以多点布设逐次消除,也可以一次性消除,由厂家给的密匙决定。加密的目的是厂家为自身利益的保护,使用者不能随意解锁。
8 结束语
通过对模拟通道的非线性校正,电机转速误差由原来的±3r/min减少到±0.5r/min,获得了比较理想的操控精度,调节升速或降速更为平滑细腻。经过双轮旋转操作,使得加工平整度、均匀性以及工作效率大为提高。转速的精确控制,又使机器具有很好的重复性,即在同型号磨床上使用同批型材,同一工艺条件下,具有基本一致的研磨效果。由于加入了抗干扰设计,系统在各种复杂的工况下,保持了较高的稳定度。
[1]谭建成.电机控制专用集成电路[M].北京:机械工业出版社,2003.Tan Jiancheng.Special integrated circuit for motor control[M].Beijing:Mechanical Industry Press,2003.
[2]任致程.实用电动机控制电路350例[M].北京:人民邮电出版社,2002.Ren Zhicheng.Practical motor control circuit 350 cases[M].Beijing:People post press,2002.
[3]马小亮.大功率交-交变频调速及矢量控制技术[M].北京:机械工业出版社,2003.Ma Xiaoliang.High power AC/AC variable frequency speed regulation and vector control technology[M].Beijing:Mechanical Industry Press,2003.
[4]陈章龙,娄兴棠,曹名扬,等.实用单片机大全[M].哈尔滨:黑龙江科学技术出版社,1988.Chen Zhanglong,Lou Xingtang,Cao Mingyang,et al.Practical single-chip daqo[M].Haerbin:Heilongjiang science and technology press,1988.
[5]陈国栋,何玉表,徐中佑,等.集成电路应用设计手册[M].沈阳:辽宁科学教育出版社,1986.Chen Guodong,He Yubiao,Xu Zhongyou,et al.Application of integrated circuit design manual[M].Shenyang:Liaoning science and education press,1986.
[6]同济大学数学教研室.高等数学[M]北京:高等教育出版社,1978.Tongji University Department of Mathematics.Higher Mathematics[M].Beijing:Higher Education Press,1978.
[7]严蔚敏,吴伟民.数据结构[M].北京:清华大学出版社,1987.Yan Weimin,Wu Weimin.Data structure[M].Beijing:Tsinghua University Press,1987.
[8]杨吉祥,成松林.微处理机实用30例[M].南京:江苏科学技术出版社,1985.Yang Jixiang,Cheng Songlin.Microprocessor practical 30 cases[M].Nanjing:Jiangsu science and technology press,1985.
Design of Controller for Crystal Grinding Machine
Zhao Dequan,Li Cui,Su Lin
(The 47th Research Institute of China Electronics Technology Group Corporation,Shenyang 110032,China)
With the development of material science,fine processing of crystals has become a trend and requirements,therefore,in the design of a new generation of grinder,the mode of dual motor speed control and linkage is used to improve the process and production efficiency.The controller is further optimized,correcting nonlinear analog channels,i.e.dividing gear processing,whole gear calibration and linear insertion,to effectively improve the control curve and the control precision.As the 12-bit D/A converter is used for smoother adjustment and enough calibration mapping space,the system realizes digital correction.At the same time,some auxiliary means such as the memory used for saving the machine parameters and establishing data input index table,and the timers,the alarms and the locks used for production process management,are provided as well.
Crystal;Grinding;Controller;Mapping;Transfer;Speed regulation;Nonlinear correction;Encryption
10.3969/j.issn.1002-2279.2016.05.018
TP3
B
1002-2279(2016)05-0073-05
赵德权(1962-),男,辽宁省铁岭市昌图县人,工程师,主研方向:计算机应用及可靠性技术。
2016-05-17
猜你喜欢
家庭影院技术(2020年7期)2020-08-24 08:18:16
家庭影院技术(2020年5期)2020-08-24 07:15:52
铁道通信信号(2020年8期)2020-02-06 09:13:22
电子测试(2018年22期)2018-12-19 05:12:42
家庭影院技术(2017年9期)2017-09-26 03:41:54
山东工业技术(2016年15期)2016-12-01 05:31:57
电子制作(2016年23期)2016-05-17 03:53:43
水电站机电技术(2016年1期)2016-02-28 14:21:36
合成技术及应用(2015年3期)2015-12-11 08:36:27
水电站机电技术(2014年4期)2014-10-13 08:30:03
