分析CTP版生产对铝板基质量要求
2016-11-26 02:22:01郑明卿
环球市场 2016年11期
郑明卿
柯达(中国)图文影像有限公司
分析CTP版生产对铝板基质量要求
郑明卿
柯达(中国)图文影像有限公司
高质量的铝板基是制造优质CTP版的首要条件,文章从CTP版生产的质量要求入手,分析了铝板基的量化指标和表观质量对CTP版生产和产品质量的影响,并针对铝板基存在的典型缺陷,提出了版材生产中控制和处置措施。
铝板基;CTP版;质量;缺陷;标准;处置、运用
背景
随着印刷业向高档化、个性化、高增值化方向发展,因此急需高端高品质的CTP版材。而在CTP版材的生产过程中,铝板基作为它的重要原材料之一,其质量直接影响到CTP版的生产和版材的质量。目前,国内能生产中高端CTP版用的铝板基主要有西南铝业和瑞闽铝板带,还有2009年试产的美铝渤海铝业公司和新投资建厂的厦门厦顺铝箔有限公司,除西南铝,其它三家都拥有世界先进的CTP版铝板基BWG纯拉伸矫直生产线,这大大提升了国产CTP铝板基的生产能。而现在的印刷业竞争日益激烈,企业在保证质量的前提下,降低成本,提高竞争力势在必行,由此国产铝板基的选用也就水到渠成。本文着重从量化指标与表观指标两大方面来分析铝版基质量对CTP版生产和版材质量的影响,以促进国内铝板基生产厂家提高质量。
1.CTP版用的铝板基的量化指标
CTP版材用的铝板基的量化指标包括铝板基的化学成份、常温及烤板的机械性能,厚度和宽度的精度,铝板基的表面粗照度,边缘毛刺、以及板型,这些指标不同程度的关系到CTP版生产及其版材质量。
1.1铝板基的化学成份
CTP版要求的电解砂目要更细密、均匀,两个因素很重要,一是:铝板基的内在成份,也就是说与生产CTP版的铝合金所含的微量金属元素的种类和含量有关。目前,国内用在CTP版生产的铝板基的合金有1110、1050、1060、1070[1],普遍运用的是1050合金及其金衍生出来的类似合金,其自编合金号及化学成份参考表(1.1)。
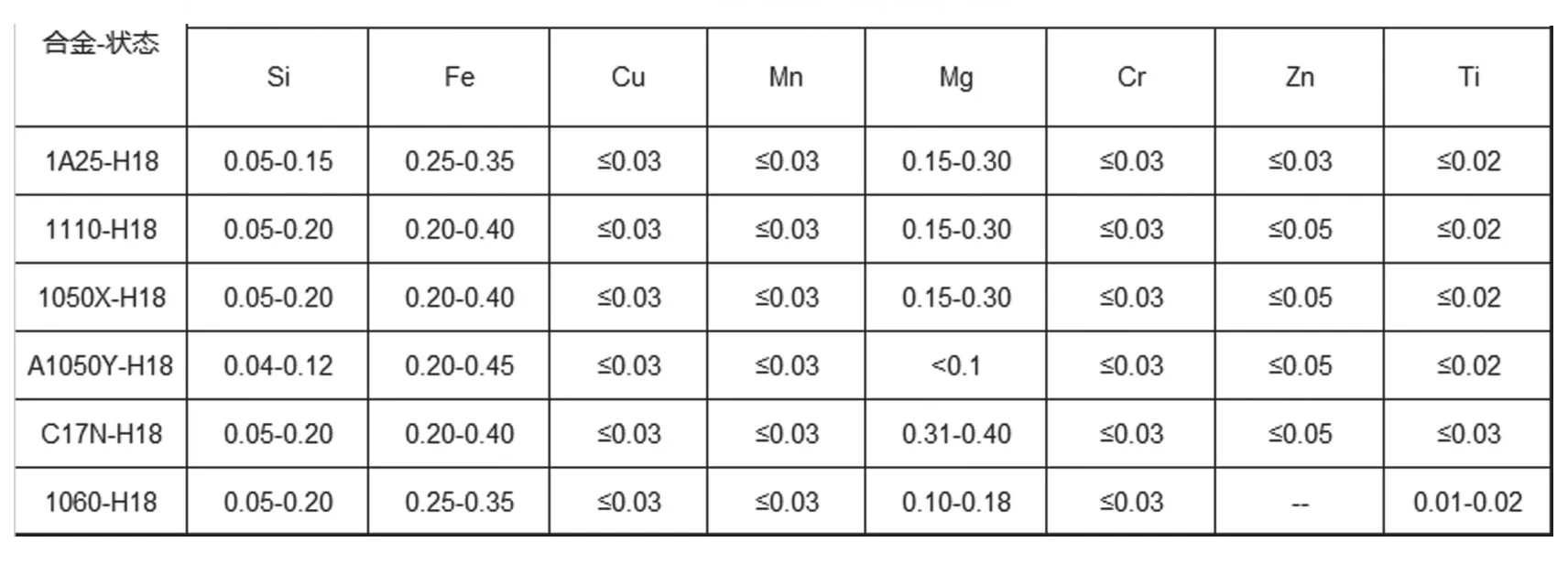
表(1.1) 化学成分(%)
市场上运用最好的Hydro1052铝板基就是在1050合金的基础上,添加了质量百分比为0.15%~0.30% 的活泼元素镁,调整后的特种金属含量的比例更合理,使得铝板基既有良好的物理机械性能又能明显改善其电解适性,即明显改善电解砂目的响应敏感性,无须强化处理就能形成细密而均匀的砂目层。二是:铝板基加工过程中工艺的控制。添加的特种金属元素在铝机体中的分布要更均匀,才能使电解砂目细密均匀。对此有采取对CTP版用的铝板基的热轧用的方铸锭或冷轧用坯料先进行均匀化热处理。
铝板基的化学成分的质量跟踪,是确保原材料质量的重要参数之一。常用的测试方法是ICP原子发射光谱法。
1.2铝版基的物理机械性能
CTP版的上版的方式有手动、半自动、全自动,及自动定位打孔装置,要求版材具有一定的挺度。版基如太软,挺度就差,容易弯曲变型而影响印刷运用;铝板基太硬,则不易校平,因此,CTP版材用铝板基必须有良好的机械性能。Hydro生产的1052H18的铝卷,被公认为最适合用于生产CTP版材,其机械性测试结果明显比1050合金高出20-40MPa。2008年前国内还没有厂家生产类似的合金,随着CTP铝板基需求的增加,少数厂家也开始研发生产类似1052合金的铝板基,如西南铝业生产的合金1A25H18、美铝的合金C17N H18、厦顺的合金1050X与1050Y H18也都适用于CTP版的生产。另外,铝版基的耐烘烤性能也需参考,因为印量的需求,客户常常会烤版后再使用。烤版的条件有两种,即280oC下烤4分钟或220oC下烤10分钟。市面不同牌号的铝板基的机械性能参考表(1.2)。
1.3铝板基的几何性能
铝板基的几何性能指标主要有板基的宽度、厚度、表面粗糙度、边缘毛刺。
CTP版材用的铝板基的厚度常见的有0.15mm、0.30mm、0.40mm, 在日本用得最多的是0.20mm和0.24mm 的厚度。按国际标准[2]厚度在0.270±0.010mm范围的板基制成的CTP版在中国可被称作0.3 mm厚度的版。目前CTP制版机市场上主要有两大类,外鼓式与内鼓式激光扫描方式制版。热敏CTP版用的是外鼓式激光扫描方式制版,而紫激光CTP制版机多采用内鼓式激光扫描方式制版。CTP版生产企业在考虑成本的同时,也应结合实际运用,将厚度的质量控制维持一致性,因为有些CTP制版机,如海德堡的CTP制版机、网屏机因设备本身无对焦补偿,厚度波动的范围太大,会导致对焦问题。柯达全胜制版机设备自身带有对焦补偿,在一定程度上可以克服厚度小的偏差的影响。
CTP版对版材的宽度、长度和方正度要求很高,因为这直接影响到客户的使用,如果尺寸偏差过大,一方面,会到导致制版机无法接受而被拒用;另一方面,影响套色,使印刷品图案模糊不清。另外,从成本考虑,我国版材生产有的不安装在线切边装置,所以要求铝卷的宽度公差≤±0.5mm,最好无公差。以避免在线调片和切边质量问题。铝板基生产厂对宽度的控制因生产设备能力的不同而有区别,因此版材生产厂需要与铝板基厂家沟通达成协议。
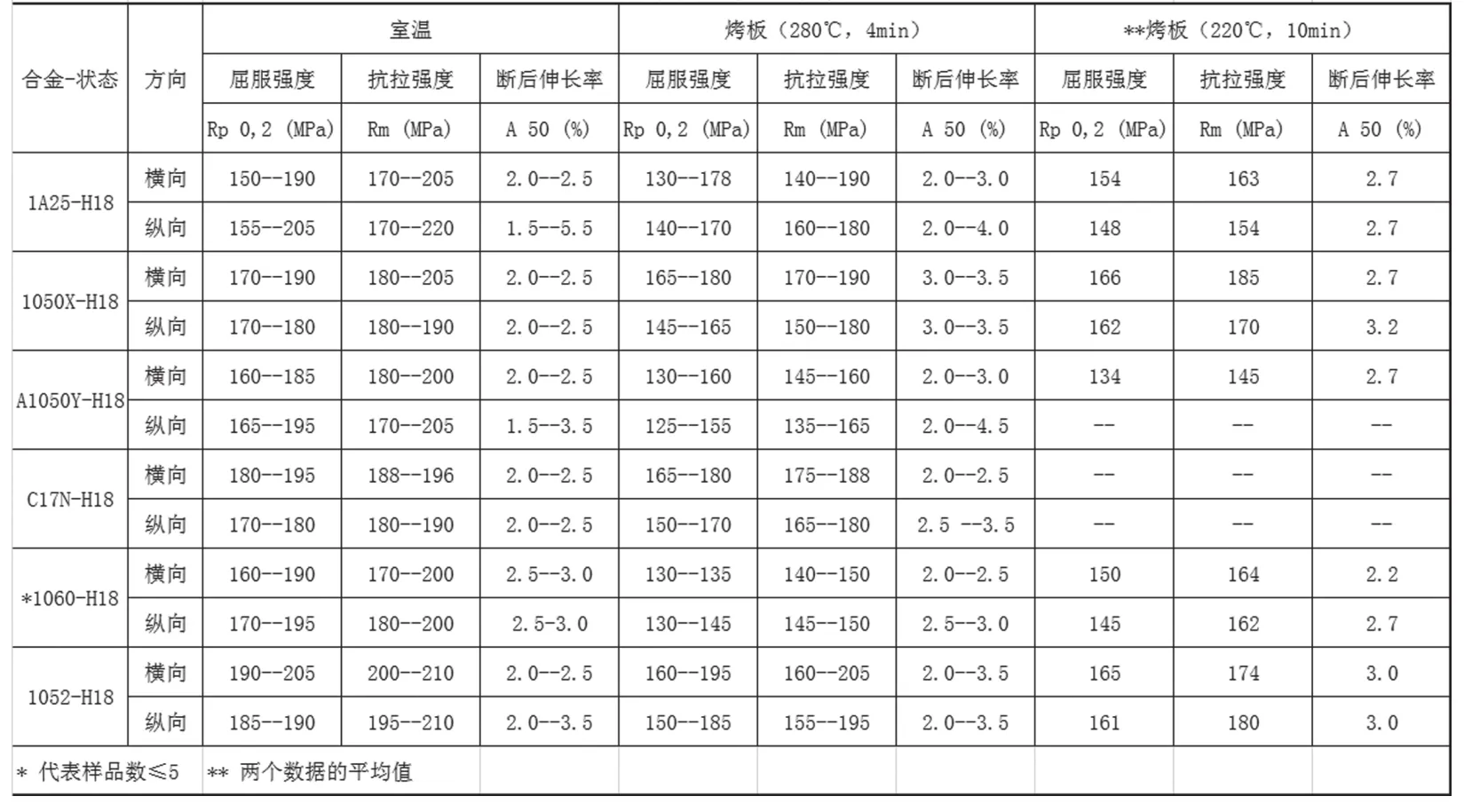
表(1.2) 不同牌号的铝板基的机械性能
1.4铝板基的电解性能对CTP版的电化学处理效果的影响
首先,来解一下电解磨版处理的效果直接影响着印刷的效果,(1)改善底层与感光涂层的黏合性,增加印刷寿命;(2)在印刷过程中维持一个期望的水墨平衡,防止脏版。
CTP版电化学处理的控制与其自身的生产工艺如选择酸的类型和浓度、溶液的温度、电流的密度、磨版的时间、电荷的密度等有直接的关系外,还与铝板基的化学成份和表面质量有关。铝板基在进行电解磨版处理之前,必须先经过碱洗, 其目的是洗去铝板基表面含有的轧制时用的油脂、尘土,自然被氧化的Al2O3,以及次表层里被嵌入的炉渣和金属之间的化合物微粒等,这样电解磨版时才能获得均匀砂目层,即有稳定的粗糙度(Roughness)。碱洗工艺过程用刻蚀量(Etch Loss)来控制,即通过测量铝盘(10X10cm2)在碱液中反应30秒测得的刻蚀量来控制生产工艺,这比用滴定结果来控制生产过程更重要。理想情况的控制是铝盘的刻蚀量等于板带片幅的刻蚀量,但事实上铝盘的刻蚀量不等于片幅上的刻蚀量。当然,刻蚀量还与碱溶液的浓度、温度有关。
国内产的铝板基在74oC/30秒条件下刻蚀量一般都在8.5g/m2左右,而德国产的铝板基一般较小,约在5.5 g/m2左右,前者在铝板基生产的收卷工序前喷石蜡油润滑以防铝卷复绕时产生擦划伤导致表面质量缺陷,而后者则是去油收卷。铝板基在冷轧后如果去油清洁不好,残留的Al-Si或Al-Fe未除净,也会造成刻蚀不均匀。因此,铝板基表面质量稳定与否直接影响CTP版材生产的控制。
CTP版多用于高质量的彩色印刷,CTP制版机扫描制版多采用调频网或调频/调幅混合加网技术,其版基砂目值一般在0.40~0.55μm,要达到精细网点、网线的还原,除与生产厂的电解工艺条件有关外,还与铝板基本身的表观质量和表面粗糙度有直接关系。一般铝板基的表面粗糙度越大,电解磨版后更大,因为粗糙度是累加上去的。电解砂目越粗,网点、网线的还原性越差,因此,CTP铝版基的粗糙度要控制在0.15—0.28μm,横向Ra允许的偏差为±0.02 μm,Rz≤ 2.5μm[1],否则很难做出较细的砂目层。此外,铝板基自身的内部与外部表观缺陷,也将影响电解磨版的质量,如轧制线、金属条纹、油污压入、铝板基表面被氧化等。虽然,在内部缺陷不严重时,可以通过调整电解腐蚀参数加以改善消除,但若版基的表观质量太差,不进行强化电解根本就无法消除版面的缺陷,这也将导致砂目粗糙。
1.5铝板基的板型对CTP版的影响
CTP版的版型受使用的铝板基的板型的直接影响,铝板基的板型是指板基材的平直度。铝板基板型的缺陷是由于轧件在宽度方向上的纵向延伸不均匀,出现内应力的结果,使铝板基产生边缘波浪、中鼓等缺陷。CTP版材生产对铝板基的具体要求是:(1)带材的不平度,在每米长度上的波浪数不得超过3个,每个波浪的波高≤2 mm[1];(2)在带材自由展开时,不允许有目测可见的边缘波浪、中鼓。
多数CTP制版机采用外鼓式激光扫描成像制版,不像PS版晒版是采取抽真空方式可使版面与胶片密合。为了使CTP版材能很好的与外鼓密合,确保激光成像质量,要求CTP版的版型控制略微反翘(即翘向版背)。反翘的质量控制可用悬挂式平整度的方法来测量。版材的版型当然还与版材生产设备状况有关,因此,需要供需双方不断磨合,达到互相匹配。
2.铝板基的表观质量
在CTP版生产中,铝板基的表观质量对生产和最终产品的质量影响是最大的,也是最不好控制的,不但没有具体的量化指标,还因生产线的不同,产生不同的缺陷。因此,要保证CTP印版的质量,铝板基的表观质量是前提。常见的由铝版基带来的表观缺陷有:轧制纹、织布纹、非金属压入、压过划痕、黑条、黏铝、机械损伤等几种。典型内部质量问题则主要表现在化学成分不均、组织粗大、化合物形状尺寸异常等。这些缺陷对表面质量和电解腐蚀砂目要求极高的高端CTP版基确是致命的缺陷。下面具体的分析铝板基缺陷对CTP版质量的影响及控制和处置。
2.1轧制线(Grain Streak)
在CTP版的底层有明显的与轧制方向一致的高低差细条纹称为轧制线。图(2.1)是300倍显微放大,在图标红线的右边是正常的铝板基经电解粗化处理后砂目均匀;右边为有轧制纹缺陷的电解砂目图,是由于铝板基生产时,轧辊发生振动或磨辊粗糙度不一致导致表面存在细微高低差,经电解砂目后形成条纹,从而影响表观质量。该弊病是间断出现,纯属铝板表观问题。经运用评估,该弊病对低端的CTP印版因Ra相对较高而影响小些,或非FM运用的印刷,在运用中并未达到影响产品的影像还原,也不影响版材的印刷质量,如清洁,上脏及耐印数等,但由于它可显现在底版而引起客户的高度关注并拒绝使用。针对该缺陷,铝板基生产企业,可通过调整成品道次、冷轧工序道次变形量,下调轧辊表面粗糙至0.20± 0.02um来改善,同时通过阳极化检验及低倍组织检查来控制。版材生产企业,则可通过如下三项检验方法来把控铝板基的轧制线缺陷,(1)低倍试验,主要针对铝轴使用前的检查, 但较难判定;(2)取铝轴上机后的底层头样对比参考样来判定,条纹程度比参考样品严重的则换轴,退下的大轴,等待第(3)点的测试评估结果出来,再决定是否再使用;(3)对第(2)点有疑问的版材,可以设计“网点渐变曝光冲洗”的评估方法作为产品放行的依据。
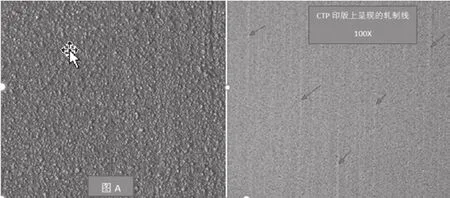
图(2.1)轧制纹版材的底层和生样显微照片
2.2织布纹(Strike Through)
织布纹顾名思义则是在CTP版材上呈现的间距、位置相对固定的连续或间断重复的条纹。该缺陷在印刷运用时,影像明显受影响,在实地位置尤为明显,呈刷子状的条纹,是完全不可接受的。该缺陷产生的原因是用于铝板基生产时所用的冷轧辊表面有条纹缺陷,其条纹是磨辊时车床进刀时振动产生的。CTP版生产中可以通过表观检查和在线照相机监测到该缺陷。首先,在铝板基上机前,通过取外圈铝板基月2米长进行全幅的表观检查,可借助10倍放大镜和对比限度参考样品做判定;二是优化在照相机的设置,提高检测灵敏度,自动探测与剔除缺陷;三是生产线上常规的取样检查。
2.3金属条纹(Mill Line)
由于铸锭光晶比例偏高,导致铝板基的表面局部有光晶,或工艺控制不当产生的晶粒粗大,经轧制后呈通条分布的暗条纹,条纹区域宽度不等。在图(2.3)中,A所示为低倍浸蚀后的缺陷低倍形貌,其它两图为在体视镜下观察,缺陷条纹区域及正常区域宏观形貌。CTP生产线上加大腐蚀也克服不了,是不可接受的缺陷,因此,铝板基生产企业应加强铸锭铣面后表面粗大晶粒的检查,降低缺陷漏检率。
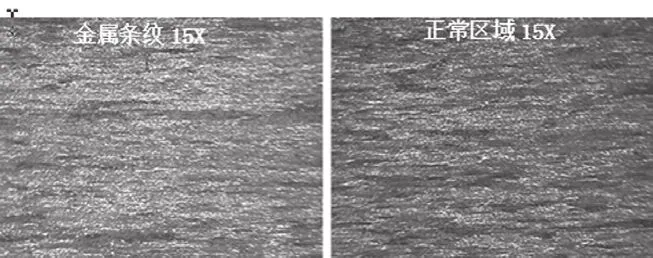
图(2.3)金属条纹
2.4黑条(Black Line)
黑条在CTP版上的表现为暗色条纹,进一步洗去涂层后在底版上仍然可见黑色的条纹,且用丙酮溶剂都无法洗掉。反查铝版基可发现沿轧制方向分布的长短不一的异常条纹,图(2.4.1)为缺陷宏观形貌。在扫描电镜下观察样品缺陷部位可见缺陷部位均沿轧制方向分布,表面存在不同程度的损伤,经轧制变形完全焊合后残留的痕迹.图(2.4.2)为EDX能谱分析,异常处碳氧元素明显高于正常部分,为典型的黑条缺陷。
该缺陷是随机出现,轻微时电解可消除。一般地,黑条轻重主要看颜色的深浅和尺寸的大小,颜色深、尺寸大一般较重,反之则轻。经运用评估,该程度轻的黑条对印刷运用无使用功能的影响,但由于它可显现在非影像部位的底版而引起客户的高度关注并拒绝使用。版材生产中对该弊病的控制,一是可通过对原铝板基的表观检查,但该缺陷是随机产生的,漏检出的概率高;二是对在线照相机检测系统进行优化可剔除部分反差大的缺陷;三是生产线上常规的取样检查。
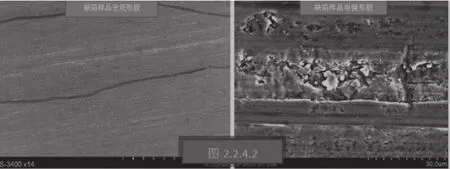
图(2.4.1)缺陷宏观形貌
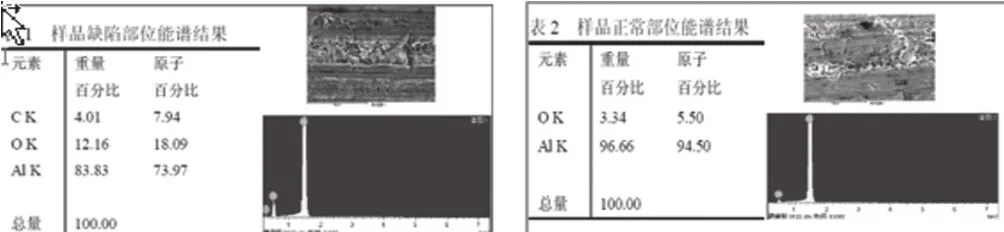
图(2.4.2)EDX能谱分析
2.5压过划痕(Surface Broken)
压过划痕是指铝材表面产生的机械损伤经轧制变形后未完全焊合形成的缺陷.该缺陷对CTP版为绝对不允许缺陷,该弊病在生产中可通过优化在线照相机系统的设置及时监测到并剔除。
2.6非金属压入(主要是油污压入 Roll in Oil)
在CTP版的底层上缺陷区域呈现亮斑且电解砂目不能进行,使得版材曝光后该缺陷区域的影像丢失而不能使用,图(2.6)为缺陷电解砂目后的形貌图。
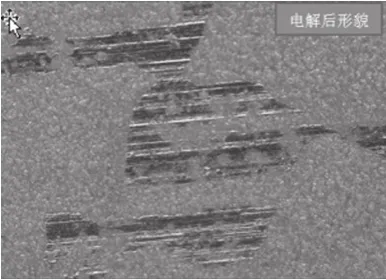
图(2.6)
这里所指的油污是印刷版生产线上碱洗除油不能清除一类。它主要产生于铝材轧制和精整工序,是国产铝板基非常普遍的缺陷,严重影响电解砂目形成.为绝对不允许的缺陷。该缺陷是随机产生、影响是批量,导致生产上较难控制剔除。一般通过不断的优化在线照相机自动检测系统的设置提高探测灵敏度并自动剔除。但由于不同的产品颜色的差异,导致反差不同,照相机探测该缺陷的灵敏度也不一样,漏检率约在0-2%左右,这就需要根据具体产品进行不同的处置。
2.7金属或颗粒压入 (Roll in Dirty)
金属杂质或硬颗粒压入铝卷表面,使表面呈明显的点线状缺陷。该缺陷不影响电解砂目形成,且等级较轻的在低端版材的运用没影响,但用于高分辨率低Ra的CTP版生产则不能接受,其导致印刷运用时非影像区上脏。
除了以上的缺陷外,还有杂质点、表面黏铝、刮伤等缺陷都会直接影响CTP版材的质量。目前,针对表观缺陷在CTP版用的铝板基的国标里没有明确指标,各生产企业应根据自身的生产工艺条件和能力,以及产品的运用,制定缺陷的评判标准。
结束语:
总之,CTP版材生产用的铝版基的整体质量要比PS版高得多,由于市场上进口和国产的铝版基质量参差不起,不同厂家因自身的工艺不同而存在不同的缺陷,其弊病对CTP版材的影响程度也会因生产CTP版的企业生产工艺条件不同而不同,这就需要CTP版生产厂家根据生产线速度、电解腐蚀能力等相关工艺参数,与铝版基供应商多进行技术沟通,积极进行验证,通过不断磨合改进,不断提高产品的质量,达到互相匹配,以求共同发展。作为CTP版材的生产企业,可通过内部质量控制以及优化在线照相机缺陷自动检测系统的设置,定期检查、抽查以降低缺陷流出的风险,提高终端客户的满意度。
[1]GB/T 32183-2015 《计算机直接排版印刷版基用铝带材》
[2]INTERNATIONAL STANDARD ISO 12635:2008(E) Graphic technology — Plates for offset printing — Dimensions
[3]陈昌云,温庆红《印刷对铝基材质量的要求》《铝加工》2008年第2期总第181期
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:54
小福尔摩斯(2019年2期)2019-09-10 07:22:44
小学生必读(低年级版)(2019年9期)2019-04-13 13:09:42
小学生必读(低年级版)(2019年10期)2019-04-13 13:07:32
智能城市(2018年7期)2018-07-10 08:30:24
印刷技术·数字印艺(2016年1期)2016-05-30 06:01:33
现代工业经济和信息化(2016年8期)2016-05-17 05:37:36
印刷技术·数字印艺(2015年10期)2015-12-10 05:19:41
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12 13:04:32
娃娃画报(2014年9期)2014-10-15 16:30:52