
数控加工过程中精度控制的探讨
2016-11-19 17:16上官建林王晓侃
科技创新与应用 2016年4期
上官建林 王晓侃

摘 要:目前,数控机床不管是在职业院校还是在机械加工相关企业应用的越来越多。文章针对数控加工过程中工件的质量控制列举了几种思路,希望能对在校的职业院校的学生以及企业一线工人有所帮助。
关键词:数控机床;数控加工;精度控制
引言
数控机床是一种高技术、高精度、高效率的现代化加工设备,数控加工技术也变成现代化机械加工的重要基础和关键技术。应用数控机床可以提高机床加工效率,但确保产品质量也是生产所必需的[1]。数控加工过程中也会因为种种因素导致工件报废,增加成本。因此,对数控加工过程中工件的精度控制具有重要的现实意义。
1 影响数控加工工件精度的因素
数控机床加工精度的评定指标有尺寸精度、形状精度和位置精度。在数控加工过程中,影响工件加工精度的因素很多,主要有:(1)数控机床本身产生的误差;(2)工件的装夹,包括刀具和夹具等产生的误差;(3)程序编制过程中造成的误差。针对以上三种情况产生的精度误差,在一定程度上是不可避免的;即使通过的相关技术改进及正确合理的操作方法,也只能减小误差,并不能消除误差。所以只能在执行工件加工之前,通过相关参数的控制来实现工件的精度控制。
2 数控车削加工精度控制[2]
2.1 工件的合理装夹
合理的选择工件装夹方式:(1)一般轴类零件用三爪自定心卡盘直接装夹;(2)稍长轴,采用掉头加工对于;(3)细长轴零件在车削时采用“一夹一顶”方法装夹,另外,在中间可以安装中心架或跟刀架;(4)车薄壁工件时隔时为了防止径向夹紧力引起工件变形,可以采用轴向夹紧,开口环过渡夹紧或用软爪夹紧的方法,另外还可在一端预先留较厚的工艺凸缘。
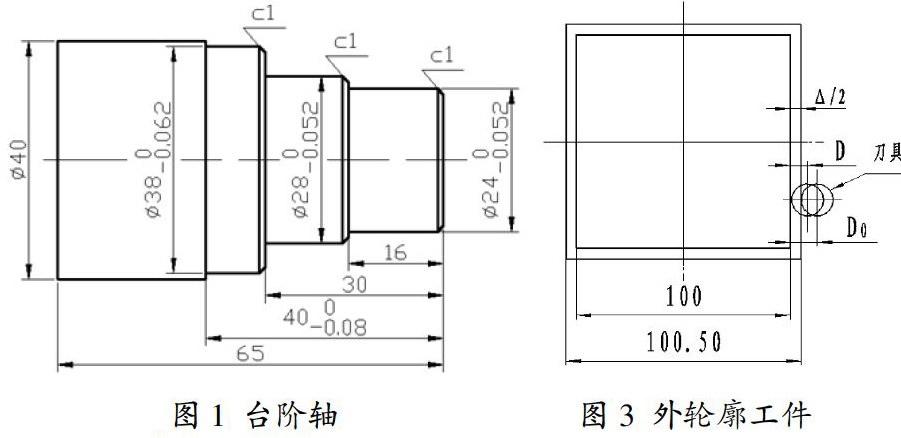
由于该台阶轴总长只有65mm,结构也比较简单,直接采有三爪卡盘夹紧就可以满足加工要求。
2.2 灵活运用“刀尖圆弧半径补偿”
该功能对于轴类零件圆弧表面的加工精度的保证十分有效,大大减小了工艺系统误差,带有圆弧半径的刀尖(即便没有,刀具有切削过程中也会因磨损而自然生成),其刀尖点为一个空间的一个虚点,数控编程时是以这个虚点来编程的,而实际切削圆弧表面时(对圆柱外圆表面和端面尺寸无影响),刀具实际切削点为刀尖圆弧上各实际分布点,必然会造成一边过切,而另一边少切现象,而遇有刀尖圆弧半径补偿功能(即G41、G42和G40),能够进行运算,始终保证当前刀尖点是刀具圆弧与理论外圆轮廓的切点。此功能在数控车床上运用时简单有效,十分重要。
2.3 刀具“磨损”的合理运用
不管是成批大量生产还是单位小批量生产,数控车床加工工件时须有一个加工试件的过程,如何快速而准确地保证加工尺寸精度,现在数控车床系统中增设了刀具的补偿功能,能够有效地实现工件尺寸的快速调整。如图2所示,在执行工件加工之前,在X磨损那一列对应的刀号设置正磨损值,如:+1、+0.5等。这样就能保证加工出来的工件直径值会比原来的直径值大一点,那么在测量完实际的加工尺寸后,根据工件的实际尺寸再次设定X磨损值进行再次加工,这样经过反复多次加工来保证工件的加工尺寸;防止因为其他因素导致工件的直径值小于要求的尺寸而出现工件报废。
3 数控铣削加工精度控制[3]
以数控铣削外轮廓加工为例:如图3所示,加工100×100工件。以边长100为精度测量对象。
3.1 工件的合理装夹
合理的选择工件装夹方式:(1)对一般零件进行轮廓加工或平面加工时,可选用平品虎钳或三爪卡盘直接装夹;(2)对于不能用平口虎钳和三爪卡盘直接装夹的典型零件,必须要注意采取合理的装夹方式;必要时,可制定专用夹具来进行装夹;文中零件毛坯为一正方体,可直接采有平品虎钳夹紧就行。
3.2 灵活运用“刀具半径补偿”设定
数控控床在外轮廓铣削时,由于铣刀的刀位点在刀具的中心,和切削刃不一致,为了保证铣削出的轮廓符合要求,编程时必须在图纸要求的轮廓基础上,整个周边向外或向内预先偏离一个刀具半径值,这就是刀具半径补偿。一般情况下,刀具半径补偿值为刀具的半径值。但是,刀具在使用过程中都会有磨损以及其他因素都会影响工件的加工精度,如果按正常情况设置刀补,加工的工件肯定会报废。为了保证工件尺寸在精度范围之内,在设置刀补值时,如图3所示,使D0>D,D0是实际设定刀补值,D是刀具半径(理论刀补值)。这样,在工件加工结束之后,测量工件加工后的尺寸,再根据测得的尺寸,修改刀补值,再重新加工,如此反复,多次修改刀补值,多次加工工件从而保证工件的加工尺寸在精度范围之内。
4 结束语
影响数控机床加工精度的因素很多,只要在这些互相影响的因素中找到其规律与共性,把握和利用好,就能更好地发挥数控机床的特性,提高零件的加工质量与生产效率。希望文章能够为数控机床加工工作提供一些借鉴。
参考文献
[1]韦靖,马柯,南博儒.数控加工过程质量控制的关键环节研究[J].现代制造工程,2014(6):58-63.
[2]伏彩建.數控车床加工质量控制问题探讨[J].技术与市场,2014(8):366-366.
[3]顾晔,楼章华.数控加工编程与操作[M].北京:人民邮电出版社,2014(8):92-96.
作者简介:上官建林(1975-),男,河南渑池人,讲师,硕士,研究方向:数控。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
消费导刊(2016年11期)2017-10-19
现代职业教育·中职中专(2017年12期)2017-08-13
科技资讯(2016年18期)2016-11-15
科技传播(2016年11期)2016-07-20
企业导报(2016年13期)2016-07-19
科技资讯(2015年19期)2015-10-09
无线互联科技(2015年3期)2015-04-13
中小企业管理与科技·中旬刊(2014年12期)2015-01-22
