基于HSCAE的鼠标中壳有限元翘曲分析
2016-11-18 06:21:50潘祖聪
绥化学院学报 2016年11期
潘祖聪
(安徽水利水电职业技术学院 安徽合肥 231603)
基于HSCAE的鼠标中壳有限元翘曲分析
潘祖聪
(安徽水利水电职业技术学院安徽合肥231603)
文章采用模具CAE分析技术解决鼠标中壳的翘曲变形问题。利用华塑网格管理器软件对鼠标3D模型进行了有限元模型的创建,建立了符合HSCAE软件要求的三角形有限元网格;利用HSCAE软件对鼠标中壳的注塑成型过程进行了浇口位置、型腔数量的确定,进行了两种冷却水路设计方案的设计、对两种方案进行了稳态温度、冷却时间、厚向应力的分析,预测了两种方案对产品翘曲变形的影响;再优化冷却水路后,翘曲降低到正常范围,解决了企业实际生产困难。根据有限元分析报告的结果表明:合理改变冷却水路结构设计可以将翘曲变形减到最小。
HScae;注塑成型;模流分析;有限元分析;翘曲分析
某品牌鼠标中壳在传统的注塑成型过程中,发现有较大的翘曲变形,这给鼠标生产企业带来了技术难题。采用模具CAE分析技术可以在电脑上预先模拟翘曲变形情况,减少了试模的次数,使一次试模成功率提高了50%以上,提高了企业的生产效率,这正是模具生产企业所需求的[1]。近年来,随着计算机信息技术的发展,CAE技术发展更为迅猛,其借助于有限元数值计算方法,分析注塑模具型腔中塑料的流动、保压和冷却过程,计算塑料制品和模具的应力分布,预测塑料制品的翘曲变形,并由此分析工艺条件、冷却参数及模具结构对制品质量的影响,达到优化制品和模具结构、优选成型工艺参数的目的[2]。应用CAE技术从根本上改变了传统的产品开发和模具生产方式,有效的提高了模具设计企业生产效率。本文利用华中科技大学模具国家重点实验室研发的软件HSCAE对鼠标中壳制品的翘曲变形进行了模拟分析,分析制品由于冷却水路设置不当而造成的翘曲变形,并针对翘曲变形进行水路结构优化,得到了较为合理的设计方案[3]。
一、鼠标有限元模型的创建
该品牌鼠标中壳的3D模型是利用PRO/E或UG软件所设计,在进行有限元分析之前,需要转换为STL格式后,然后再导入到华塑网格管理器软件中进行网格的三角形划分,在经过网格评价和修复后,导出为HSCAE所识别的2dm格式。
打开HSCAE软件后,导入2dm格式的有限元模型,设置正确的出模方向和动定模板等必要参数后便可以进行模拟分析。该品牌三键鼠标基本形状如图1所示。图2为经过修复处理过后的2dm格式的三角形网格有限元模型。

图1 鼠标中壳3D模型

图2 鼠标中壳有限元模型
二、模具型腔数量确定
如图3所示,由于该制件位于整个鼠标的中间位置,表面为非外观面,且在外观最高处有一处凹陷,将此处设置为最佳浇口位置,其位于制件最高点的凹陷处。浇口从该凹陷区域浇注后,可使塑料熔体均匀的充填到型腔内部各区域,符合浇注系统平衡进胶的规律,避免了由于浇口位置的不当设置而造成的制品充填不满等缺陷。如图4所示,根据该鼠标的生产数量、注塑机规格、产品几何形状特征、ABS注塑材料参数等,可以得出采用一模两件的模具结构较为适合。

图3 最佳浇口位置

图4 一模两件机构收缩指数
三、冷却方案设计
在充模设计分析完成之后,需要进行冷却水路结构设计,根据模具结构,有两种水路设计方案可供选择。
(一)直通式水路。采用直通式水路设计,结构简单、加工成本较低、安装修复方便,但是模具冷却不均匀,适用于成型面积较大、型腔较浅的塑料制品。如图5所示,在动定模板各设计4条直通式水路,通过对冷却过程的模拟分析,可以得到型腔及制品的大致分布情况:稳态温度达到83℃左右,温度较高,平均的模壁温度达到50℃左右,温度分布不均匀,由此将会产生较大的冷却应力,最终可能会导致鼠标制品发生较大翘曲变形。如图7所示,该冷却方案中冷却时间为7秒左右。

图5 直通式水路

图6 环绕式水路
(二)环绕式水路。如图6所示,冷却水路设计成环绕式,冷却均匀,冷却效果较好,稳态温度为77℃左右,比直通式降低了约6℃,冷却时间也比直通式水路降低了2秒,模壁温度为40℃左右,分布均匀。相比直通式水路设计,环绕式水路冷却效果大为提高。如图8所示,制件大部分表面冷却时间均在5秒左右完成,效率提升较多,说明环绕式水路设计更为适合该模具结构。

图7 直通式水路冷却时间

图8 环绕式水路冷却时间
四、翘曲分析
厚向应力是制品壁厚方向收缩导致翘曲的主要原因,较小的厚向应力可以减少制品的收缩,较大的厚向应力区域很可能会产生缩水缺陷。厚向应力是制品壁厚方向上的应力,一般来说,加大保压压力、均匀的壁厚设计、合理的冷却水路设计是减小收缩、避免制品翘曲等缺陷的主要方法。图9、10所示的是鼠标中壳在直通式和环绕式水路冷却之后的厚向应力场分析结果,从图中比较可以得知,直通式水路的厚向应力比环绕式高了约1Mpa左右。

图9 直通式水路厚向应力场

图10 环绕式水路厚向应力场

图11 直通式水路翘曲结果
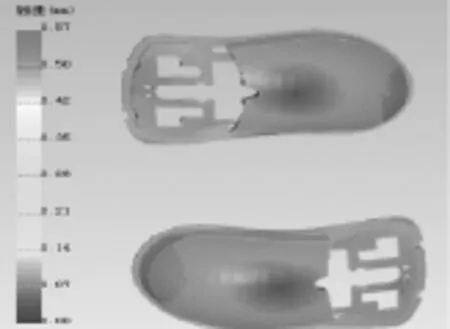
图12 环绕式水路翘曲结果
如图11、12所示是鼠标中壳制品翘曲预测结果。由图可知直通式水路使制件的翘曲达到1.63mm,而优化水路之后采用环绕式水路设计,制品翘曲值大大降低仅为优化前的一半。翘曲变形结果显示了鼠标制品开模之后翘曲变形的形状,变形数值是鼠标制品变形后相对于原来制品的位移值。在翘曲结果中同时采用线框模型显示制品的原始形状,方便用户作出直观比较。修正翘曲变形缺陷就是要减小冷却应力数值和改善厚向应力分布状态,在设计过程中,要设计合理的冷却水路,均匀冷却使应力沿着壁厚方向对称分布[4]。
五、结语
通过对鼠标中壳3D模型的导入,使用HSCAE确定了模具浇口位置,通过充模和冷却模拟过程分析,发现了存在的翘曲问题,针对翘曲变形较大的缺陷,优化水路设计后降低了翘曲变形值。这对于提高鼠标中壳制品的质量,提高企业的生产效率,指导模具设计生产具有广泛的意义[5]。
[1]余小鲁.基于Moldflow的手机外壳注塑成型分析[J].塑料工业,2010,12(5):23-25.
[2]屈华昌.塑料成型工艺与模具设计[M].北京:高等教育出版社,2007:303-304.
[3]付秀娟.壳体制品注塑工艺参数CAE优化分析[J].工程材料应用,2015,12(6):43-45.
[4]潘祖聪.基于HSCAE的鼠标中壳注塑成型有限元分析[J].新余学院学报,2016,11(2):33-35.
[5]唐仁奎.注塑模具技术现状与发展趋势[J].科技风,2010,12(6):15-18.
[6]龙玲.注塑模CAD/CAE/CAM集成系统的发展[J].成都纺织高等专科学校学报,2013,26(2):27-30.
[7]刘芬,周华民,李德群.注射成形残余应力与翘曲变形的数值模拟[J].上海交通大学学报,2008,16(1):31-35.
[8]李菲,方沂.CAD/CAE技术在现代注塑模具设计中的应用[J].价值工程,2014,33(21):29-33.
[9]李荣勋,等.CAE在注射模具缺陷分析中的应用与研究[J].塑料工业,2000,29(6):28-31.
[10]潘祖聪.基于UG的吹风机外壳注塑模具设计[J].河北北方学院学报,2015,12(1):23-25.
[责任编辑郑丽娟]
《自然科学与工程技术》栏目征稿启示
为鼓励科技人员开展科学技术研究,及时刊登最新研究成果,促进学术交流,《绥化学院学报》“自然科学与工程技术”栏目特面向全国高校教师和社会科技人员征集该栏目各研究方向具有创新性或实用性的学术论文,欢迎大家投稿。
投稿信箱:shxyxblg@126.com电话:8301078
绥化学院学报编辑部
TP391.7
A
2095-0438(2016)11-0151-03
2016-04-17
潘祖聪(1980-),男,安徽合肥人,安徽水利水电职业技术学院讲师,硕士,研究方向:模具CAD/CAE/CAM研究。
安徽省高校科研一般项目“模具设计与制造省级专业教学综合改革试点”(2014zy113)。
猜你喜欢
青年文学家(2023年11期)2023-05-30 15:49:54
食品安全导刊(2021年21期)2021-08-30 08:21:24
Engineering(2020年3期)2020-09-14 03:42:00
摄影与摄像(2020年11期)2020-09-10 07:22:44
摄影与摄像(2020年11期)2020-09-10 07:22:44
商周刊(2017年5期)2017-08-22 03:35:30
中成药(2017年6期)2017-06-13 07:30:35
中成药(2014年7期)2014-02-28 22:28:05
少年科学(2009年1期)2009-01-20 03:25:10
IM家庭电子(2008年11期)2008-12-05 09:49:20