钢包底吹氩气控制系统的设计与实现
2016-11-18 08:27刘杰赵迎秋李秀山
中国科技纵横 2016年18期
刘杰 赵迎秋 李秀山
(1.唐钢不锈钢公司,河北唐山 063000;2.唐钢微尔自动化有限公司,河北唐山 063000)
钢包底吹氩气控制系统的设计与实现
刘杰1赵迎秋2李秀山1
(1.唐钢不锈钢公司,河北唐山063000;2.唐钢微尔自动化有限公司,河北唐山063000)
基于当前钢铁市场产能过剩、盈利能力低下将长期持续的现状,钢铁企业只有在优化每一个生产环节、节能增效、产品质量提升上切实做足文章才有可能使企业立于不败之地。本文以河钢集团唐钢公司不锈钢分公司2号转炉钢包底吹氩气控制系统升级改造为例,对底吹氩气控制工艺、控制思路以及控制系统的实现作了简要的说明。
底吹氩气质量流量计流量设定分地操作
1 项目实施背景
转炉单炉冶炼结束,转炉中的钢水倾倒至钢包的过程中以及出完钢之后,还需要对钢水完成添加合金料、钢包底吹氩气进行搅拌等工艺操作。唐钢不锈钢公司2号转炉钢包底吹氩气系统在升级改造之前对氩气底吹的流量大小、不同流量下底吹的时间等参数的控制完全是由人工凭经验通过操作手动阀门来完成的,这样就必然会在不同的操作人员之间产生一定的质量差,很难对钢水进行精细质量控制。基于以上原因公司决定对2号转炉钢包底吹氩气系统进行自动化升级改造,以期达到对钢水质量的进一步把控。
2 项目工艺流程
钢包底吹氩气系统通过两路主管道对钢水包进行喷吹氩气操作,每一路主管道又各设计有一路旁通管道以备主管道上的仪表设备出现故障时投入使用。以主管道1(喷枪1)和旁通管道1为例的局部工艺流程图如图1所示。
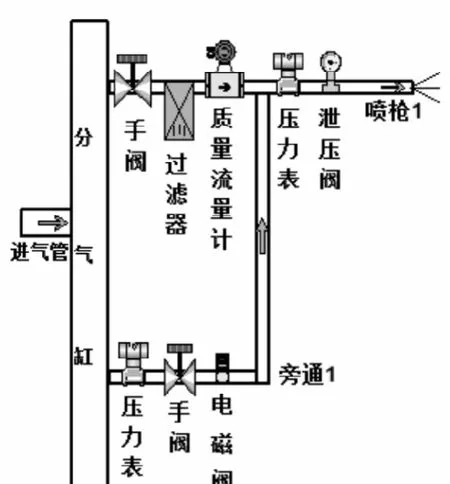
图1 局部仪表工艺流程图

图2 底吹氩气系统控制画面
底吹用的氩气经总管首先到达分气缸(平衡压力及分流作用),从分气缸分别引出两路主管道(主路1和主路2)和两路旁通管道(旁路1和旁路2),以主路1为例进行说明,分气缸之后首先设计一个手动阀门以便于日常检修,手动阀门之后安装有减压过滤装置以便于日常对氩气进行排污操作。之后,管路上安装了本系统的核心仪表元件BronkhorstEL-FLOW质量流量控制器,此流量控制器为模块化设计,与控制阀门呈一体结构。输入、输出值选用4至20毫安信号,反映灵敏、测量精度高。主管路及旁通管路分别安装有压力变送器以便于对压力进行测量。喷枪的最后安装有一台超压泄压阀门,以保证工艺要求及安全。所有仪表设备通过转炉本体S7-400PLC进行控制或数值显示。
3 项目操作模式
项目操作画面如图2所示。
3.1操作地点
底吹氩气系统分主控室HM I、出钢小屋、出钢平台三地操作。三地的选择权由主控室HMI确定。出钢小屋及出钢平台操作箱上分别有强吹、中吹、弱吹、停止四个按钮,当HM I上选择出钢小屋或出钢平台后就可以选择相应的操作箱上的四个按钮进行操作。
3.2HM I选择自动
工艺人员依据钢水的重量、成份、温度等参数可以确定强吹、中吹及弱吹三个阶段的流量及喷吹时间的设定值。设定值输入完成且HM I选择自动操作,然后选择开始按钮,喷枪就会依据不同阶段的流量设定值和时间分配值进行自动喷吹,当有异常情况时可以选择画面上的停止按钮以终止喷吹。画面上有当前喷吹的状态及剩余时间。
3.3HM I选择手动
HM I选择手动之后,可以选择强吹、中吹或弱吹三种模式中的一种。选择好模式并且输入此种模式下的流量设定值,喷枪就会以此数值进行喷吹,喷吹过程中可以选择停止按钮以终止喷吹过程
3.4旁路操作
当某一路喷枪上的设备出现故障时,可以从HMI上操作相应旁路上的电磁阀进行喷吹操作。
3.5其它操作
画面上有所消耗的氩气累计值,并可进行清零操作,以方便对介质进行测量核算。
4 结语
钢包底吹氩气自动控制项目实施之后,在钢水质量提升、精度把控、氩气耗用量控制、降低操作人员劳动强度等方面效果较为明显,达到了预期效果,值得推广应用。
[1]冯捷,贾艳.转炉炼钢实训[M].北京:冶金工业出版社,2004.
[2]余志祥.现代转炉炼钢技术(二)[J].炼钢,2001(2):5-8.
[3]高泽平.炼钢工艺学[M].北京:冶金工业出版社,2006.
刘杰(1981—),男,河北晋州人,本科,工程师;赵迎秋(1977—),男,河北保定人,本科,工程师;李秀山(1982—),男,河北涿州人,本科,工程师。
猜你喜欢
中国设备工程(2023年18期)2023-10-07
核科学与工程(2021年4期)2022-01-12
绥化学院学报(2020年12期)2020-12-11
山东冶金(2018年6期)2019-01-28
电子测试(2018年18期)2018-11-14
铸造设备与工艺(2016年5期)2016-11-26
大型铸锻件(2015年1期)2016-01-12
安徽冶金科技职业学院学报(2015年3期)2015-12-02
上海金属(2014年1期)2014-12-18
中南大学学报(自然科学版)(2014年7期)2014-04-01