
软PLC技术下的工程机械智能控制器研究
2016-11-12 14:57林如阳
企业技术开发·中旬刊 2016年10期
林如阳
摘 要:以往PLC控制和计算机控制,一直以来都是工业控制中最主要的两种控制方式。以往PLC控制系统,监测工程机械状态的过程比较复杂,且时间比较长,使得工程机械工作效率较低,难以满足现代化工程机械智能化控制的要求。而软PLC这种新型的职能控制器,由于其独特的优势,可满足现代化工程机械智能控制的要求,而被得到广泛的应用。
关键词:软PLC;工程机械;控制算法
中图分类号:TP290 文献标识码:A 文章编号:1006-8937(2016)29-0016-02
1 工程机械职能控制器软件设计
1.1 软件系统
软件系统的开发,基于IEC61131-3标准,支持PLC编程语言共有5种,系统开发应用CIL技术,通过CIL转换器,将PLC编程语言变为CIL语言,最后经过CIL转化成为可执行代码。运行系统是整个系统的关键所在,软PLC技术通过运行系统,实现PLC系统具备以往PLC所具备的控制能力,一方面执行指令与分析,另一方面实现内存资源管理、数据资源管理等。
1.2 控制器软件架构
控制器软件架构分为三层,底层的CAN总线接口驱动、输入输出接口驱动,其目的是为了实现查询状态以及数据信息的收取和发送;实时多任务操作系统,主要管理CPU运行状况,实现时间管理、操作管理、内存管理;PLC内核则实施PLC程序。
1.3 底层I/O驱动
根据不同的功能,分为AI/DI接口、DI接口、PI/DI接口、PWM/DO/DI接口、DO/DI接口,根据各自的功能,分别设计驱动程序,设置相应的接口参数。DI接口实现外部接口的输入开关量;PI/DI接口实现外部传感器输入的脉冲量的频率;AI/DI接口功能则为监测控制内部温度与外部输入的电源电压,合理控制其范畴;DO/DI接口则实现低位开关量输出;PWM/DO/DI接口,PWM即是指脉宽调制输出,通过PWM信号的占空,变化电磁阀比例的开合程度。
2 软PLC设计
全部输入点的状态,将其存储在相应的地址里,把CANOPEN数据信息存储在相关的地址里;而后开始执行程序;按照全部输出口的地址的值执行输出,把CANOPEN地址值传输到CAN总线上。
2.1 Control设计
①JoyFilter模块。手柄模拟量输入处理函数。手柄输入是一个模拟的手柄,如若电压为6 V,那么中位的电压则为3 V,从中位变化到最大电压,电压变化为3~6 V,从中位变化到最小电压,则为3-0 V。事实上,理想状态下的参考电压不一定为6 V,中位变化到最大电压变化也不一定是3 V。本模块主要与控制器所提供的PWM函数配合应用,把手柄输入中位最大值设定为0~33 756,中位值到最小值设定为0~33 756。
②Motion模块。该模块的存在,主要目的是为了控制比例阀,输出2路PWM,信号范畴控制在—33 756~33 756之间,如果信号控制在0~33 756,PWM Up输出则为0~33 756,如果信号控制在0到-33 756时,则PWM down输出则为0到-33 756。通过参数控制设定,确定最小、最大输出电流范畴。
2.2 Hardware设计
Hardware现阶段信号有六种,即:DO、PI、DI、PWM、Current Input、Voltage Input。在这之前,加入测试所需要的设备,打开设备库,将自己所需要的设备进行安装,安装完成之后,点击PLC时则可以看到自己所安装的设备,新建项目,之后确定项目保存的位置。通道类型设置之下,有三种可以选择,即Digital Input、Current Input、Voltage Input,将管脚编号通道功能设置为Digital Input,测试DI,选择Digital Input通道类型,余下通道相似,寻找相应开关,配置为Digital Input。配置完成DI通道之后,安装PLC程序,终端打印每个不同通道的配置状况,查询、核对通道配置状况是否正确,如若发现通道配置不正确,则重新操作,直到正确配置为止。
3 系统性能测试探讨
3.1 硬 件
本次工程机械智能控制器研究中,其硬件型号为LPC2939芯片,工作频率较为稳定,频率为130 MHz,内部存储器字节为867 K,随机存储器外扩3 M字节作为系统运行存储,FLASH存储器外扩1 M作为程序存储。研制控制器开发板之后,经过检测之后,较为可靠。工程机械智能控制器硬件设计完成后,可满足大部分工程机械使用要求,而又充分利用了控制器的内部资源,大部分控制器的接口,都是三种功能重复应用的,这样可为不同客户、不同种类的工程机械需求,合理配置,应用控制器才更加方便。
A/D、I/O以及PWM输入输出接口,连接CAN总线通信接口,可满足现阶段工程机械开关量、模拟量、数字量采集需求。CAN总线采集信息以及传输结构,可满足CAN总线信息采集需求以及2路发动机信息采集需求。结构全部为封闭结构,具有防震动、防水、防尘等优势,可满足工程机械防护要求。
3.2 软 件
系统设计采用模块化的方式,具有较强的重构能力,可实现不同机械工程的控制需求;应用实时多任务嵌入式操作系统,可实现实时性控制器系统的要求;与IEC61131-3标准的PLC开发环境相一致;工程机械控制器实现了网络化控制,稳定了CANOPEN通信协议;现场控制的智能化,满足了现场危急情况下,及时保护、操作判断等功能的实现。
3.3 软PLC测试探讨
①DI测试。
执行PLC程序,发现初始值为TRUE,则表明DI值为1,点击DI对应的管脚,则值变为FALSE,表明DI值为0,说明DI测试成功,余下管脚按照此种测试方式即可。
②DO测试。
开发板上DI/DO信号中的DO信号,以及PWM/DO/DI之中的DO信号。DI/DO信号中的DO信号测试,对引脚电阻大小测试结果输出为0或者是1即可。PWM/DO/DI之中的DO信号测试,如果DO值为1,则表明引脚电压为高电平,如果输出的值是0,则表明引脚电压为0。
③PWM信号测试。
为40 Hz频率时,设定PWM输出占空比,及定义参数为PWM0=500,当PWM占空比为30%时,波形输出则为凹型;当PWM占空比为70%时,波形输出则为凸型。
④JoyFilter模块测试。
因为scale的作用,使得JoyFilter模块AI输入为-33756-33756,为双向输入值,基于此,所产生的JoyFilter模块曲线实际上成为了JoyFilterac,曲线光滑度不够,因为AI模拟输入的影响,但是并不干扰模块的正常输出。
⑤Motion模块测试。
当参数取值在0.2、0.05、0.02三种不同的情况之下时,控制信号相应的目标电流,从0变化为800 mA。经过分析得出,当一段时期后,控制器实际输出电流可达到800 mA目标电流,且足够稳定,三种参数取值不同的情况下,系统稳定所采用的时间,各不一样,取参数值0.02时,系统所花费的调节时间最长,大概需要5s;当参数取值为0.2时,系统所花费的调整实践最短,大约为1s;而参数取值为0.05时,调整实践介于0.2与0.02之间,大概需要1.5~2 s左右,此种情况下,并未发生超调现象。
4 软PLC技术实现方案
软PLC技术,根据平台划分,主要方案有三种,即硬件PLC系统平台、EPC系统平台/IPC系统平台、嵌入式系统平台。
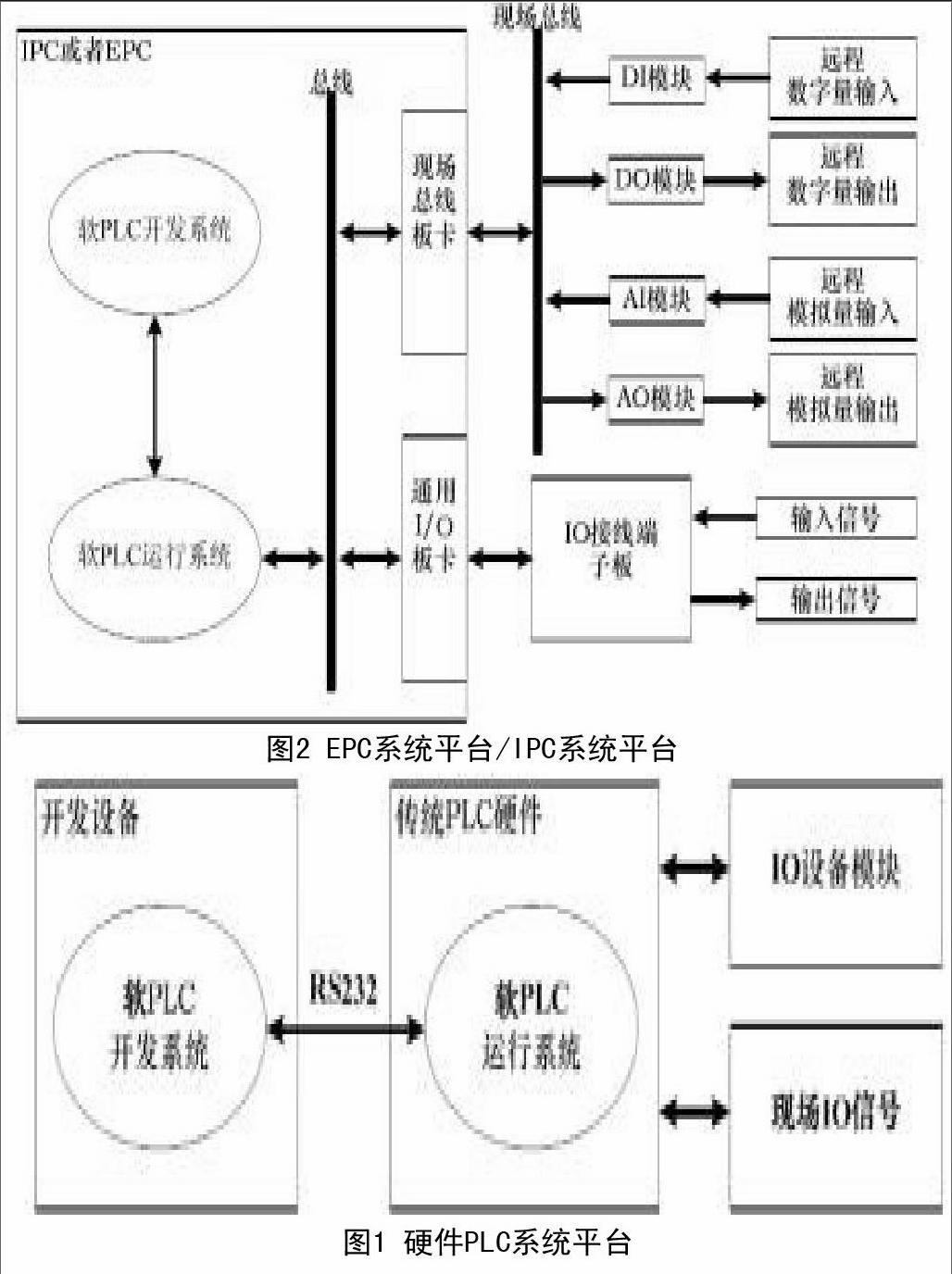
4.1 硬件PLC系统平台
如图1所示,主要应用硬件PLC系统平台,来作为载体,将软PLC系统,载入到硬件PLC系统当中,以软PLC系统来实现程序下载以及程序开发。
4.2 EPC系统平台/IPC系统平台
如图2所示,主要通过EPC、IPC系统,当作载体,软PLC系统均在EPC、IPC系统实施运行操作,以此来实现程序下载以及程序编辑。EPC、IPC控制器软件系统的核心模块一般为Windows、Linux等操作系统。
4.3 嵌入式系统平台
主要将嵌入式系统当作载体,将软PLC系统纳入到嵌入式系统当中,通过软PLC系统,来实现程序下载、开发工作,嵌入式系统一般使用嵌入式操作系统,比如Embedede Linux,来作为控制器软件系统的核心。
5 结 语
综上,软PLC控制技术,解决了以往传统PLC技术的不足,其开放式体系构造,具备更好的网络通信能力以及更强的信息处理能力,工业控制领域应用之后,进一步提升了企业的生产效率以及自动化能力。
参考文献:
[1] 李美升.工程机械智能控制器设计与研究[D].武汉:武汉科技大学, 2010.
[2] 胥贵萍.基于软PLC技术的工程机械智能控制器[D].武汉:武汉科技大 学,2011.
[3] 闵华松,李美升,魏洪兴,等.工程机械智能控制器设计[J].信息与控制, 2011,02:254-261.
[4] 黄江波.工程机械嵌入式软PLC编程环境的研究与实现[D].长沙:中南 大学,2014.
[5] 杨文刚.探讨工程机械控制器与其相关控制技术[J].装备制造技术, 2015,11:182-184.
猜你喜欢
商品与质量(2021年43期)2022-01-18
铜业工程(2021年2期)2021-06-27
铜业工程(2021年1期)2021-04-23
表面工程与再制造(2019年1期)2019-12-04
汽车观察(2018年9期)2018-10-23
电镀与环保(2018年2期)2018-04-19
制造技术与机床(2017年6期)2018-01-19
江西理工大学学报(2015年3期)2015-12-22
电源技术(2015年9期)2015-06-05
专用汽车(2015年1期)2015-03-01
