
不同警语烟包交叉叠放方法探索
2016-11-02 12:51:49曾玉兰
印刷技术·包装装潢 2016年10期
曾玉兰
研发背景
近年来,全球禁烟力度逐年增加,禁烟范围越来越大。自2006年1月世界卫生组织《烟草控制框架公约》在我国生效以来,已经历整整十年的变化与发展。其中,对于烟包警语的规定从原来印在侧面,改为印到正面,且对占据面积有了详细要求。2015年12月16日,国家烟草专卖总局和国家质量技术监督总局联合颁发了《中华人民共和国境内卷烟包装标识的规定》(以下简称“《规定》”),对我国烟包警语做出调整。《规定》要求:从2016年10月1日起,在我国境内生产、销售的卷烟包装必须采用不同的警语,且需轮换使用,同时进一步增加了警语的占据面积。尽管《规定》中没有明确、详细地解释警语轮换使用的具体细节,比如轮换方式、轮换频率等,仅作模糊描述,但业界同仁还是从中研判出了我国烟包下一步的发展方向。
目前,我国各中烟公司对《规定》的解读有所不同,但无一例外的是:没有一家中烟公司要求烟包印刷企业在同批次产品中将不同种警语的烟包随机、均匀地交叉混合后再交货。这并非是因为市场没有这一需求,而是就现阶段而言,烟包印刷企业还没有能够很好地实现这一要求的技术。
笔者注意到:已有企业着手研发,希望通过在包装机上加装喷墨装置,采取喷印刷警语的方式来解决这一问题,但这样势必会降低包装机的生产效率,从而增加生产成本;也有企业试图采用人工混合交叉,但工作量太大,且容易引发质量问题,留下质量隐患。为此,各烟包印刷企业纷纷对此展开研发,结合国际烟包警语的使用惯例,希望在技术上取得创造性突破,寻求一种能简单、有效地将不同警语的烟包随机交叉叠放的方法,以期解决如何在《烟草控制框架公约》的指导下,尽快与国际烟包警示图案随机交叉叠放的惯例接轨。我公司也不例外。本文中,笔者将介绍几种能将不同警语(警示图案)随机交叉叠放的方法,以供读者参考。
方法一
适用情况:采用卷筒纸印刷以及烫印、压凹凸等印后加工后用滚刀模切的产品,或分切成卷盘上包装机的软包产品,批量较大。
实施方案:如图1、图2所示,将走纸方向的烟包排成不同警语(警示图案)的产品即可,裁切后产品逐个自动堆叠,自然能够实现将不同警语(警示图案)烟包交叉叠放的要求。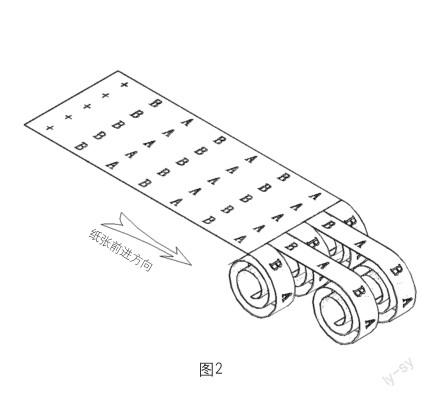
方法二
适用情况:采用卷筒纸印刷后脱机裁切成单张纸进行印后加工的产品。对于联机裁切的产品,则需要对印刷机的电脑系统进行升级,达到印刷周长与裁切截距不等的状态后才可实现。
实施方案:排版时,在一个印刷周长内排列A、B两个印张,分别排列不同警语(警示图案)(如图3所示),经过裁切后,A、B两个印张自动堆叠,在重叠部分的对应位置即为不同警语(警示图案)的产品,然后经过常规的模切加工,即可实现不同警语(警示图案)烟包的交叉叠放。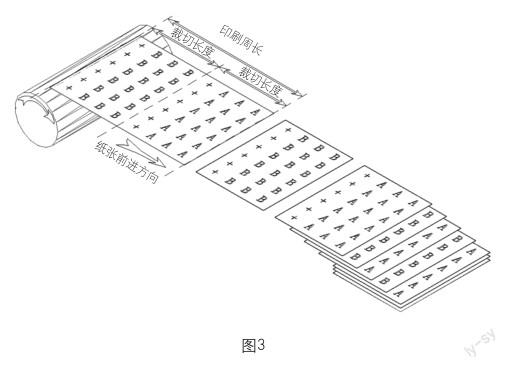
方法三
适用情况:现有生产方式。
实施方案:采用现有生产方式将不同警语(警示图案)的烟包模切(或裁切)至成品,然后利用图4所示的装置将其交叉叠放。该装置由3个输送装置构成。1号输送装置设有A、B两条通道(或根据需要,设计多条通道),保障A、B两款产品(或多款产品)同步送到2号输送装置;2号输送装置高速运行,以保障A、B两款产品(或多款产品)在2号输送装置上不会重叠摆放,1号和2号输送装置的速度可通过变频调节使之匹配;3号输送装置的运行速度相对较慢,主要作用是将产品叠成鱼鳞状后进行收集。3个输送装置的位置为1号高于2号,2号高于3号,且可通过调节达到最佳高度,以实现将不同警语(警示图案)烟包交叉堆叠的目的。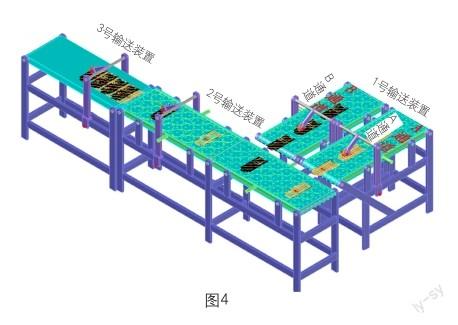
方法四
适用情况:现有生产方式。
实施方案:将图4中的2号、3号输送装置安装在全清废模切机成品收集位置下方,且运行方向与模切机走纸方向相同;排版时,将走纸方向的烟包排成不同警语(警示图案)的产品(如图1所示),成品在全清废模切后自然掉落到快速运行的2号输送装置上,然后通过低速运行的3号输送装置将产品呈鱼鳞状自动堆叠,以实现将不同警语(警示图案)烟包交叉叠放的目的。
结 语
以上4种方法各有利弊,烟包印刷企业应针对不同的加工工艺、不同的设备配置状况,选择不同的解决方案。采用其中的一种或几种方法,实现将不同警语(警示图案)烟包交叉叠放后,需要同步将品检机的系统进行升级处理,以实现对交叉叠放后产品的正常检验。
烟包警语新规出台后,烟包改版打样正在如火如荼地进行着,“警语交叉”成为业内热词。各烟包印刷企业能否挖掘这一市场潜力,从被动地满足客户需求走向主动创造客户需求,以寻求企业生存空间,努力实现“从客户满意走向客户忠诚”的蜕变,是摆在所有烟包印刷企业管理者面前的关键问题。我们相信,当我国烟包通过《烟草控制框架公约》的引导,逐步与国际接轨的同时,新型组合设备必将在这种环境下应运而生,届时更多较为理想的不同警语(警示图案)烟包交叉叠放方法将会诞生。
猜你喜欢
青春期健康(2022年16期)2022-11-25 22:11:39
青春期健康·青少版(2022年8期)2022-05-30 13:58:32
装备制造技术(2021年1期)2021-05-21 07:54:50
印刷工业(2020年5期)2020-03-29 06:47:08
设备管理与维修(2019年17期)2019-10-26 03:50:44
设备管理与维修(2019年9期)2019-09-12 07:44:06
电子制作(2016年23期)2016-05-17 03:53:44
科学大众(中学)(2015年9期)2015-10-12 09:40:21
印刷技术·包装装潢(2014年6期)2014-08-27 13:39:57
印刷技术·包装装潢(2014年4期)2014-06-18 23:29:06
