低温结晶法对染料中间体磺化工艺母液的资源化利用
2016-10-27 14:10杨聿航曾连荪冯万里蔡兰坤张乐华华东理工大学资源与环境工程学院国家环境保护化工过程环境风险评价与控制重点实验室上海007上海海事大学信息工程学院上海006湖北华巳新能源环保工程有限公司湖北荆州44400
华东理工大学学报(自然科学版) 2016年1期
杨聿航, 曾连荪, 彭 彦, 冯万里, 蔡兰坤, 张乐华(.华东理工大学资源与环境工程学院,国家环境保护化工过程环境风险评价与控制重点实验室,上海 007;.上海海事大学信息工程学院,上海006;.湖北华巳新能源环保工程有限公司,湖北荆州 44400)
低温结晶法对染料中间体磺化工艺母液的资源化利用
杨聿航1, 曾连荪2, 彭 彦3, 冯万里1, 蔡兰坤1, 张乐华1
(1.华东理工大学资源与环境工程学院,国家环境保护化工过程环境风险评价与控制重点实验室,上海 200237;2.上海海事大学信息工程学院,上海201306;
3.湖北华巳新能源环保工程有限公司,湖北荆州 434400)
用低温结晶法处理4种染料中间体磺化工艺母液,研究温度、p H、碱种类等对处理效果的影响。实验表明,模拟废水的化学需氧量(COD)去除率均随着温度的降低而升高;添加氢氧化钾调节p H对2-萘酚-6,8-二磺酸二钾盐(G盐)模拟废水处理效果较好;在酸性条件下,β-萘磺酸钠盐(β盐)模拟废水处理效果随着p H的升高而下降。在对实际废水处理中,G盐废母液经过-12℃冷冻12 h,COD去除率为55%,其结晶固体主要成分为2-萘酚-3,6-二磺酸二钠盐(R盐);用氢氧化钾调节过滤液p H至7.0,在-16℃冷冻12 h,COD去除率进一步达62%,其结晶固体主要成分为G盐;β盐母液COD去除率可达78.8%,可回收部分β盐。结果表明,通过低温结晶法对G盐母液和β盐母液中有机成分进行资源化回收是有效可行的。
低温结晶法;染料中间体废水;G盐母液;β盐母液;资源化回收
染料中间体生产行业的生产流程长、副反应多,生产过程中产生大量成分复杂、浓度比较高的废水。其中,磺化工艺废水最为典型,废水中污染物的水溶性大、浓度高、成分复杂。废水中的有机物质量浓度可达104~105mg/L,并含有大量的无机盐;废水通常为强酸性,废硫酸质量分数达到20%~40%;废水色泽深,色度为800~2 000倍;毒性大,萘系化合物属于稠环芳烃,对人体有较大的危害。因此,这类废水的生化需氧量与化学需氧量之比(B/C)极低,生化性极差,且对微生物有毒性,难以用一般的生化方法处理。在该类生产废水的处理方面,国内外的研究方法主要有混凝法[1-2]、高级氧化法[3](包括电化学法[4-5]、H2O2氧化法[6]、臭氧氧化法[7]和湿式氧化法[8])、萃取法(包括络合萃取[9-10]和液膜萃取[11-12])和蒸发浓缩法[13]。曹向禹[14]用ClO2氧化法预处理联苯胺类染料中间体废水,出水中联苯胺去除率达到80%以上,废水的B/C值由0.18提高到0.40。龚雪君等[15]用Ni2O3/AC催化剂催化氧化蒽醌染料中间体废水,其工艺条件为:NaClO投放量6 g/L、催化剂投放量20 g/L、p H=12、温度30℃,在此条件下1-氨基蒽醌废水化学需氧量(COD)去除率达到85.1%,脱色率达到96.5%。张英等[16]用催化铁内电解法预处理染料中间体废水,在初始p H为4、曝气时间为3 h、铁投加质量浓度为100 g/L、催化反应时间为30~60 min的条件下,其COD和色度的去除率可分别达到58.51%和89.07%。
混凝法的主要优点是工程投资低,处理量大;然而,其缺点是生成大量的泥渣且脱水困难。电化学处理染料中间体废水的方法多为铁碳微电解法和电絮凝气浮法[4-5]。在实际应用中,电化学法也存在问题,如单位电耗和铁耗大、铁屑易生锈、铁泥处置困难等,其可行性还需进一步的研究和探讨[5]。H2O2、臭氧氧化、湿式空气氧化等高级氧化技术,运行费用均很高,或者条件苛刻。萃取法的基本原理是胺类化合物特别是叔胺类化合物与带磺酸基官能团的化合物容易形成络合物,在碱性条件下络合物又会发生分解反应。萃取法对高浓度萘系磺酸染料中间体,如腥红酸、DSD酸等染料中间体废水处理均有应用潜力,不仅可回收其中价值很高的有机酸和盐,而且还可大幅度降低废水的COD和其生物毒性,可生化性显著提高,为废水进行后续生物处理创造有利条件。然而,萃取剂选择以及回收问题一直是萃取技术在实际应用中难以克服的困难。
利用冷能的低温法处理废水的基本工作原理主要可以分为两种:一种是冷冻法[13],另一种是结晶法[17]。结晶法,即冷冻结晶工艺,是一种处理高含盐量废水并获得纯水和高纯度盐的新技术。以二元水盐体系为例,在共晶点温度时,冰、盐和饱和溶液三相共存;继续降温,溶液逐渐被浓缩直至到达共晶点,此时冰和盐会同时从液相结晶出来;利用冰、盐和溶液之间密度的差异,冰上浮,盐下沉,极易实现分离,最终得到纯盐和纯水。与上述末端水处理技术相比较,共晶冷冻结晶工艺可以实现废水中化学物质的资源化回收;与蒸发工艺相比较,共晶冷冻结晶工艺具有能耗低、操作温度低、选择性高、环保等优点[18-21]。本文通过低温结晶法,研究染料中间体生产过程中几种典型磺化工艺废水,包括G盐母液、2-萘酚-6,8-二磺酸(G酸)母液、2-萘胺-3,6,8-三磺酸(K酸)母液、β盐母液中有机成分的资源化回收,系统地探讨了温度、p H、添加碱种类等工艺条件对该废水处理效果的影响。
1 实验部分
1.1材料
模拟废水:根据生产工艺及物料衡算分析,G盐、G酸、K酸、β盐工艺母液主要成分除含有上述反应产物外,还有一些副产物,如R盐、2-萘胺-6,8-二磺酸(氨基G酸)等[6,22-23]。本文分别配制5种不同的模拟废水,其成分如表1所示。
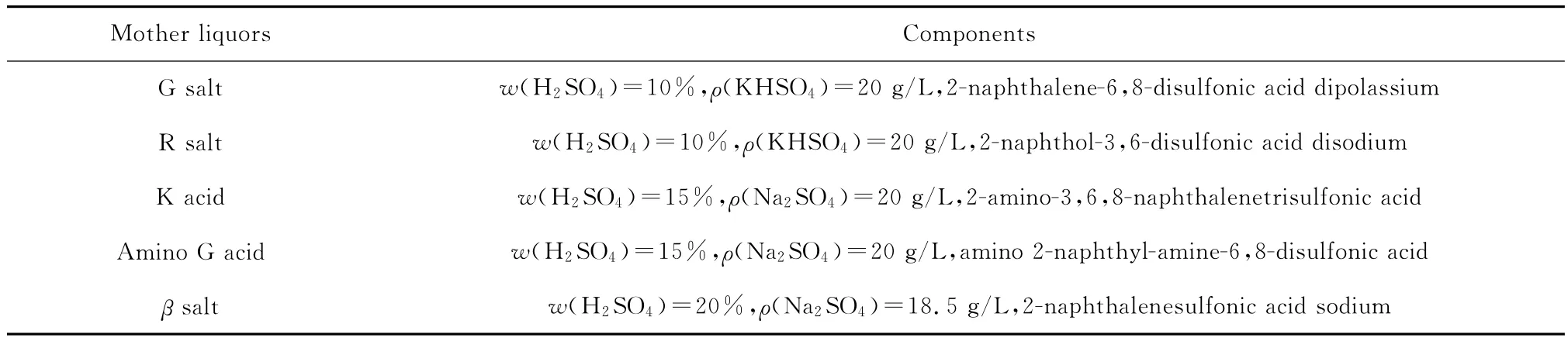
表1 模拟废水及其组成Table 1 Components of each simulated wastewater
R盐购自武汉远成共创科技有限公司,其质量分数为85.0%。G盐、氨基G酸、K酸购自衢州瑞尔丰化工有限公司,其质量分数分别为72.5%,81.2%和70.7%;β盐购自上海易蒙斯化工科技有限公司,其质量分数为99%。其他化学试剂,如硫酸、盐酸、硫酸氢钾和硫酸钠均为分析纯。
实际废水:G盐母液、G酸母液、K酸母液、β盐母液均取自某精细化工公司生产车间。G盐母液呈棕黑色,有刺激性气味,有机物含量高,COD高达250 000 mg/L,硫酸质量分数为20%;G酸母液呈棕褐色,COD为36 000 mg/L,硫酸质量分数为25%;K酸母液呈棕黑色酱油状,色度极高,COD为25 000 mg/L,硫酸质量分数为28%;β盐母液呈暗粉色,COD约67 000 mg/L,p H为6.2。
1.2仪器和实验装置
本实验研究所使用的装置主要包括可控温冰柜(型号BD-508,广州市穗凌电器有限公司)、回旋振荡器(型号HY-5A,江苏金坛市科兴仪器厂)以及离心机(型号80-1,江苏金坛市白塔新宝仪器厂)。回旋振荡器和离心机置于冰柜中。冰柜温度除通过机械调节外,还另外配制了数显温度计,实时测量冰柜中的温度。该数显温度计以测量温度的平均值为实验温度。
分析检测仪器包括:ZDHW-5微机全自动量热仪(鹤壁市浩天电气有限公司)、Nicolet 6700型傅
里叶变换红外光谱仪(美国赛默飞世尔科技公司)、LC-20A型高效液相色谱仪(日本岛津公司)、Multi 350i多参数测定仪(德国WTW公司)以及Falion 60S能谱仪(美国EDAX公司)。
1.3实验过程
1.3.1模拟废水的实验研究 模拟废水实验研究的目的是探讨上述磺化工艺母液中5种主要污染物(G盐、R盐、K酸、氨基G酸和β盐)在低温条件下的结晶规律,研究温度、p H和添加碱种类等影响因素与其结晶过程的关系。实验过程为:将20 m L模拟废水置于洁净的20 m L离心管中,将该离心管置

其中:C0为原溶液中污染物的质量浓度,mg/L;C1为低温处理过后水中污染物的质量浓度,mg/L。C1越低,则污染物COD的去除效率越高,即有机物回收率越高,处理效果越好。
1.3.2实际废水的实验研究 实际废水的实验研究过程如下:
(1)将某化工公司在染料中间体生产过程中几种典型实际磺化工艺废水,包括G盐母液、G酸母液、K酸母液、β盐母液等置于洁净的离心管中,记录实验的冷冻温度和起始冷冻时间。
(2)经过12 h冷冻处理后,对于未结冰的溶液,放在冰箱里离心,实现液体和固体的分离,测定液体的污染物指标,固体进行成分分析。
(3)添加一定量的其他物质调节p H,如上述硫酸、NaOH、KOH等,相同温度条件下重复实验,对比处理效果。
1.4分析方法
CODCr采用重铬酸钾法(GB 11914-89);电导率采用电极法,用多参数测定仪测定;R盐含量依据国家标准(HG/T 3413-2010)在碱性条件下与碘定量反应,滴定法测定;G盐含量依据国家标准(HG/T 3414-2010)采用高效液相色谱法测定;所得固体物质的官能团分析检测为拉曼红外光谱;元素分析为采用Falion 60S能谱仪EDS检测;所得固体物质的热值采用氧弹法分析(ZDHW-5微机全自动量热仪)。于振荡器中,冰柜温度分别控制在8、4、0、-4、-8、-12、-16℃等,研究不同温度条件下污染物结晶效果;经过12 h,将出现结晶固体的离心管置于离心机中,离心机转速为3 000 r/min,离心时间为20 min;固液分离后,测定所得液相的COD和电导率值,以及所得固相的质量。
实验中用去除率来表示分离的效率。
2 结果与讨论
2.1模拟废水处理效果
2.1.1温度对模拟废水处理效果的影响 各种模拟废水COD去除率随温度的变化规律如图1所示。由于G盐模拟废水在温度依次为8、4、0、-4、-8、-12、-16℃的条件下没有析出,其COD去除率为0,故图1中没有显示;其余4种模拟废水在上述温度下冷冻12 h。由图1可知,当温度从4℃降低到-12℃时,R盐的COD去除率从63.95%提高到84.57%;当温度从8℃降低到-16℃时,K酸和氨基G酸的COD去除率分别从48.32%和62.72%提高到86.48%和90.23%;当温度从4℃降低到-16℃时,β盐的COD去除率从42.87%提高到92.64%。结果表明,在-12~-16℃条件下,R盐、K酸、氨基G酸和β盐等有机物均会结晶析出。依据现有的制冷技术,把环境温度降至-20℃以下,其制冷能耗会急剧增加。因此,本实验中最低实验温度为-16℃。然而,由图1可知,模拟废水的COD去除率随着温度的降低而升高,温度更低的实验有待于以后进一步探讨。
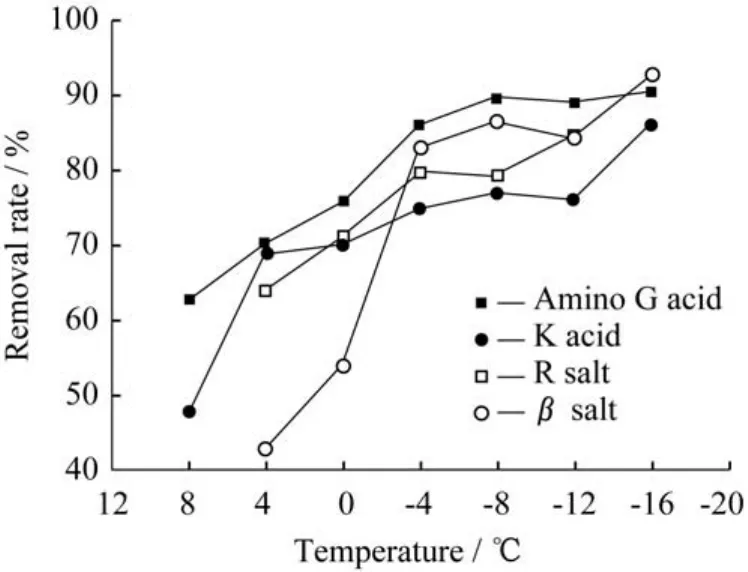
图1 各种模拟废水COD去除率随温度的变化规律Fig.1 Rule of COD removal rate change with temperature in each simulated wastewater
2.2实际废水处理效果
2.2.1G盐母液 依据上述G盐模拟母液废水的研究结果,设计3步G盐母液实际废水处理实验步骤:
(1)将G盐母液置于塑料管中,在-12℃下冷冻12 h,在冰箱里进行抽滤,使其固液分离,原液COD为240 000~280 000 mg/L,处理后降到147 000 mg/L,去除率在45%左右。由于滤饼中含水量较高,按COD总量计算,仅通过一步结晶,能去除55%左右的COD量。
(2)用KOH调节过滤液p H至7.0,调节过程中析出大量的物质,过滤后溶液COD并没有下降,同时电导率下降,所以绝大部分是无机盐。
(3)调节p H后的过滤液重新被放入冰箱,温度
2.1.2p H对模拟废水处理效果的影响 上述5种模拟废水在不同温度下实验结果表明,0℃以上时β盐模拟废水COD去除效果较差,而G盐模拟废水则在整个实验过程(8~-16℃)中没有固体物质析出。特选择该两种有机污染物,研究不同酸度条件下低温水处理技术对该模拟废水的处理效果。实验酸度分别为w=10%硫酸和p H分别2、4、6、8 等5个梯度,结果如表2所示。由表2可知,COD去除率在20%~50%之间,模拟废水的酸度与COD去除率之间没有明显线性关系。另外,用G盐配制的模拟废水在上述酸度条件下,温度为0℃和4℃时仍然没有物质析出。
2.1.3碱种类对G盐模拟废水处理效果的影响
由2.1.1节和2.1.2节可知,通过调节温度和p H都不能使由G盐配制的模拟废水有明显的物质析出。本文用NaOH和KOH两种不同的碱调节溶液p H,观察碱的种类对G盐处理效果的影响。发现加入NaOH的溶液没有任何效果,而加入KOH的溶液在0℃和4℃的情况下,对G盐具有更加明显的去除效果,如表3所示。从高到低慢慢下降,在温度下降到-16℃时有物质析出,过滤测得过滤液COD为100 000 mg/L,总去除率提高到62%左右。
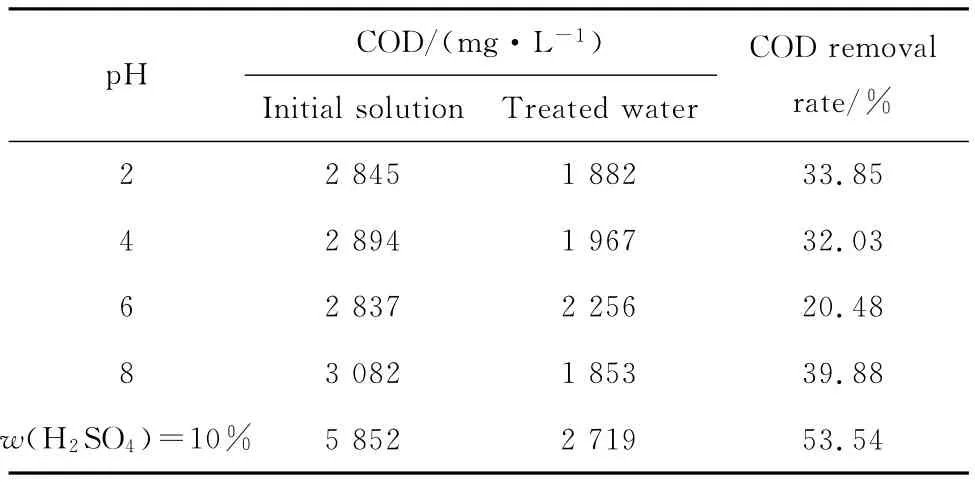
表24 ℃下β盐在不同p H的COD去除率Table 2 COD removal rate ofβsalt under different p H in 4℃
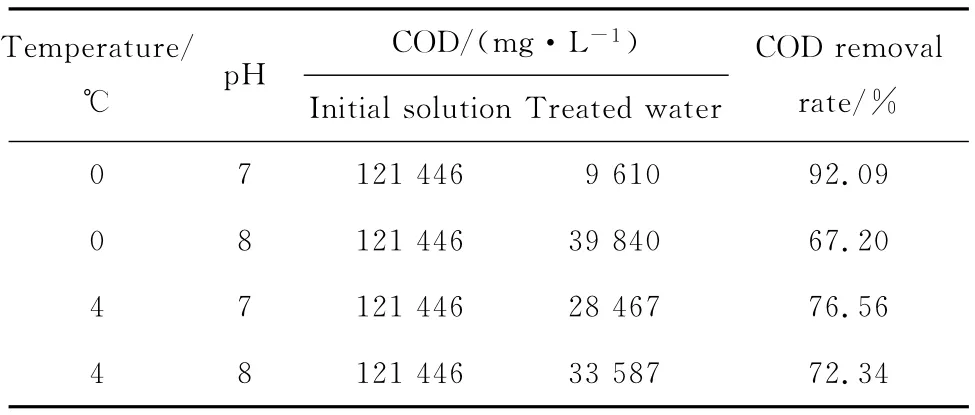
表3 氢氧化钾对G盐溶液COD去除率的影响Table 3 Influences of KOH on COD removal rate of G salt wastewater
2.2.2β盐母液 β盐母液COD为67 000 mg/L,最佳条件:调节β盐母液中H2SO4质量分数至20%、冷冻温度-16℃、冷冻时间12 h。COD可降至14 200 mg/L,其去除率可达78.8%。
2.2.3G酸母液 G酸母液COD为36 300 mg/L,在-8℃和-12℃的时候有物质析出,但COD去除率非常低,分别仅有1%和4%,后调节溶液p H 至4.6,在-12℃下冷冻12 h,COD去除率提高到19%。
2.2.4K酸母液 K酸母液COD为25 400 mg/L,最佳条件:w(H2SO4)=15%,-16℃下冷冻12 h。但去除效果并不理想。初步分析认为是原水中COD相对较低(仅20 000 mg/L),而且以G盐为主,K酸含量低。
2.2.5处理效果分析 G盐母液COD为240 000~280 000 mg/L,其所含有机物因温度降低而结晶析出,在-12℃处理后溶液COD为147 000 mg/L。虽然其COD去除率仅45%~55%,然而每升废水经处理后析出有机物高达100~150 g。β盐母液COD为60 000~70 000 mg/L,通过调节其酸度使大量有机物在低温条件下析出,废水COD去除率可达78.8%。G酸母液和K酸母液浓度相对较低,均为30 000 mg/L左右,在本实验条件下有机物析出较少,经处理后废水COD去除率均低于20.0%。
2.3化学物检测和表征
在对实际G盐母液实验中,根据HG/T 3413-2010和红外光谱(图2)对2.2.1节中第1步析出的固体物质进行检测,分析可得R盐纯度约为51%,可回收4~5 g/L的R盐,能取得一定的经济效益。表4为G盐母液直接冷冻产生固体和调节p H产生固体的元素组成。如表4所示,G盐母液直接冷冻产生的固体物质中主要元素为C(27.22%,质量分数,下同)、O(26.58%)和S(25.23%)。结果表明第1步结晶所得固体物质主要是含O和S的有机物,即磺酸盐。结合R盐纯度分析(R盐纯度为51%),可以认为该固体物质主要是R盐和硫酸钾(或者硫酸氢钾)。2.2.1节中用KOH调节p H后产生的固体物质中主要元素为O(30.57%)、K(39.70%)、S(21.14%)和C (5.52%)。结果表明此固体主要是含O、K、S的无机物,即硫酸盐,可以认为该固体物质主要是硫酸钾(或者硫酸氢钾)。2.2.1节中第3步结晶所得固体,经高效液相色谱定性和定量的分析表明其主要成分为G盐(由于产量较少,实验中没有测定实际所得固体物质的质量)。
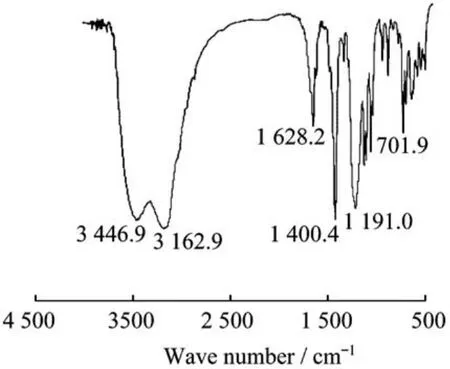
图2 G盐母液结晶物红外光谱分析Fig.2 Infrared spectroscopy of G salt mother liquor crystal
通过氧弹法测定2.2.1节中第1步结晶固体的热值,表明其热值为11 000 kJ/kg,而固体废弃物的最低热值为4 000~5 000 kJ/kg,达到焚烧法的要求。当然,由于R盐是具有相当经济价值的染料中间体,建议纯化后出售或者直接出售给相关企业。采用KOH调节p H后产生的固体,由于主要是无机盐,经测定其热值在2 000 k J/kg左右。

表4 G盐母液直接冷冻产生固体和调节p H产生固体的元素组成Table 4 Element compositions of solid directly frozen by G salt mother liquor and solid produced by adjusting p H
2.4能耗分析
该低温结晶过程的理论能耗由两部分构成:一部分用于原废母液降温,另一部分用于结晶能耗。以G盐母液在-12℃下冷冻12 h的低温处理过程为例,计算公式如下[24]:

式中:Qltc为低温结晶处理能耗,kJ;C为该废母液的比热容,kJ/(kg·℃);mf为废水的质量,kg;Δt为废母液与低温处理后溶液的温差,Δt=t0-t1,℃;CR为R盐的结晶焓,k J/kg;mR为R盐的结晶质量,kg。由于CRmR的值相比CmfΔt过小,可忽略不计。因此式(2)可简化为

低温处理所需的电功率为

其中,COPltc为冷冻机组的制冷系数[24]。取COPltc=2.6,C=3.52 kJ/(kg·℃),由式(3)及式(4)得该低温处理过程所需的电功率为Eltc=8.41 k W。该能耗仅为理论分析,实际工程能耗还得在以后工程实践中进行验证。
3 结 论
(1)用染料中间体R盐、K酸、氨基G酸、β盐配制模拟废水,实验表明其COD去除率均随着温度的降低而升高;调节p H对β盐模拟废水处理效果影响不大,甚至降低其处理效果;添加KOH调节p H对G盐模拟废水处理效果较好。
(2)通过低温结晶法处理染料中间体G盐母液和β盐母液实施资源化利用是可行的。G盐母液经低温处理可以产生有机固体9~11 g/L,经过红外、R盐浓度测定等分析手段,均证明主要成分为R盐,纯度为51%左右,经理论计算低温处理G盐母液的能耗为8.41 k W;β盐母液模拟废水在-16℃时,析出大量的β-萘磺酸钠,COD去除率达到92.6%。β盐母液在-16℃和w(H2SO4)=20%的条件下有机物析出最多,COD去除率可达78.8%,表明具有非常明显资源化利用的潜力。
(3)实验对G酸母液和K酸母液的处理效果不佳,有待进一步研究。
[1] 马万征,李忠芳,王艳,等.印染废水处理技术的现状及其发展趋势[J].应用化工,2013,41(12):2154-2155.
[2] 范迪,王琳,王娟.新型复合混凝脱色剂处理印染废水试验研究[J].环境科学,2007,28(6):1285-1289.
[3] 丁海燕,王玉萍,孙春霞,等.萘系化合物的高级氧化方法[J].工业用水与废水,2004,35(4):5-8.
[4] 潘全,王惠,杨玉娇,等.铁碳微电解处理印染废水的研究[J].湖北大学学报(自然科学版),2011,33(2):165-167.
[5] 袁俊秀,王玉萍,刘勇,等.铁碳微电解法处理1-萘酚-8-磺酸模拟废水的研究[J].南京师范大学学报(工程技术版),2005, 5(2):74-77.
[6] 彭书传,魏凤玉,崔康平.H2O2-Fe2+法处理β-萘磺酸钠生产废水的研究[J].工业水处理,1998,18(1):23-25.
[7] 胡俊生,任雪冬,郝苓汀,等.臭氧高级氧化技术处理印染废水[J].沈阳建筑大学学报(自然科学版),2009,25(4):747-752.
[8] 宾月景,祝万鹏,蒋展鹏,等.H-酸的催化湿式氧化反应过程研究[J].环境污染与防治,2000,22(3):4-7.
[9] 彭盘英,王玉萍,崔世海,等.γ酸废水的综合利用[J].化工环保,2000,20(6):30-34.
[10] 鲁军,周洪德,魏兴义,等.用络合萃取法对磺酸型有机废水进行预处理的研究[J].化工环保,1995,15(2):67-72.
[11] 邓传芸,魏凤玉,崔鹏,等.液膜分离β-萘磺酸钠工业废水的研究[J].合肥工业大学学报(自然科学版),1996,12:91-98.
[12] 秦非,张志军,蒋挺大,等.混合型表面活性剂液膜法处理含酚废水研究[J].膜科学与技术,1997,17(1):29-32.
[13] 杨少斌,杜国银,金文.冷冻法及其在废水处理中的应用[J].中国科技成果,2008(24):50-51.
[14] 曹向禹.ClO2氧化法预处理联苯胺类染料中间体废水[J].化工环保,2013(1):39-42.
[15] 龚雪君,陈晓蓉,梅华.Ni203/AC催化剂催化氧化蒽醌染料中间体废水研究[J].环境科学与技术,2013(12):117-121
[16] 张英,任国栋,唐秀华,等.铁催化内电解法预处理染料中间体废水的研究[J].中国给水排水,2010(23):86-87.
[18] TANG Zhigang,ZHOU Rongqi,DUAN Zhanting.Separation of gibberellic acid(GA3)by macroporous adsorption resins [J].Journal of Chemical Technology and Biotechnology,2000,75(8):695-700.
[19] LEWIS A E,NATHOO J,THOMSEN K,et al.Design of a eutectic freeze crystallization process for multicomponent waste water stream[J].Chemical Engineering Research and Design,2010,88(9):1290-1296.
[20] VAN DER HAM F,WITKAMP G J,DE GRAAUW J,et al. Eutectic freeze crystallization:Application to process streams and waste water purification[J].Chemical Engineering and Processing:Process Intensification,1998,37(2):207-213.
[21] VAESSEN R J C,JANSE B J H,SECKLER M M,et al. Evaluation of the performance of a newly developed eutectic freeze crystallizer:scraped cooled wall crystallizer[J]. Chemical Engineering Research and Design,2003,81(10):1363-1372.
[22] 张泉,于建梅,季敦林.G盐废液的综合利用[J].江苏化工,1995(5):38-40.
[23] 彭书伟,魏凤玉.β-萘磺酸钠生产废水的处理[J].中国环境科学,1998,18(5):455-457.
[24] 文玲,张旭,周翔.冷冻浓缩污水处理的能耗分析[J].化工学报,2012(S2):199-203.
Resourceful Utilization of Dye Intermediate Mother Liquor from Sulfonation Processes by Low-Temperature Crystallization
YANG Yu-hang1, ZENG Lian-sun2, PENG Yan3, FENG Wan-li1,CAI Lan-kun1, ZHANG Le-hua1
(1.State Environmental Protection Key Laboratory of Environmental Risk Assessment and Control on Chemical Process,School of Resources and Environmental Engineering,East China University of Science and Technology,Shanghai 200237,China;2.College of Information Engineering,Shanghai Maritime University,Shanghai 201306,China;3.Hubei Huasi New Energy and Environment Engineering Co.Ltd,Jingzhou 434400,Hubei,China)
Four dye intermediate mother liquors from sulfonation processes were treated by lowtemperature crystallization,and the influences of temperature,p H and the kind of alkali were investigated.The results showed that the removal of chemical oxygen demands(COD)of simulated wastewater increased with decreasing temperature.Adjusting p H of simulated 2-naphthalene-6,8-disulfonic acid dipotassium salt(G salt)wastewater by adding KOH improved the performance of treatment,while the effect of treatment for simulated 2-naphthalenesulfonic acid sodium salt(βsalt)wastewater decreased with increasing p H under acidic condition.The real G salt mother liquor was frozen for 12 h at-12℃,and reached the removal of COD of 55%with the main production of 2-naphthol-3,6-disulfonic acid disodium salt(R salt).Then the p H of G salt filtering medium was adjusted to 7.0,andfrozen 12 h at-16℃,the removal of COD increased to 62%while the main component of crystal production was G salt.The removal of COD ofβsalt mother liquor reached 78.8%,andβsalt was partly recovered.The recovery of organic components in G salt andβsalt mother liquors by low-temperature crystallization was feasible.
low-temperature crystallization;dye intermediate wastewater;G salt mother liquor;βsalt mother liquor;recovery
X703
A
1006-3080(2016)01-0079-06 DOI:10.14135/j.cnki.1006-3080.2016.01.013
2015-05-11
杨聿航(1991-),男,浙江台州人,硕士生,研究方向为低温水处理。E-mail:hz_060223@qq.com
张乐华,E-mail:lezhanghua@163.com
猜你喜欢
中国药学药品知识仓库(2022年10期)2022-05-29
汕头大学学报(自然科学版)(2020年4期)2020-12-14
昆钢科技(2020年6期)2020-03-29
石油炼制与化工(2020年2期)2020-02-20
商品混凝土(2019年6期)2019-07-02
中国氯碱(2018年5期)2018-06-01
资源节约与环保(2018年1期)2018-02-08
中成药(2017年5期)2017-06-13
山东工业技术(2016年15期)2016-12-01
中国资源综合利用(2016年1期)2016-02-03