宣钢3#2000m3高炉中修开炉达产实践
2016-10-26 08:47陈俊
山东工业技术 2016年20期
陈 俊
(河钢宣钢炼铁厂,河北 张家口 075100)
宣钢3#2000m3高炉中修开炉达产实践
陈 俊
(河钢宣钢炼铁厂,河北 张家口 075100)
对宣钢3#高炉中修开炉进行系统总结。在开炉过程中,通过快速调整装料制度、快速降炉温、快速捅风口用风,使3#高炉中修开炉顺利,并实现快速达产达效。
高炉;中修;开炉;达产
宣钢3#2000m3高炉自2011年6月10日投产以来,第3段、第5段和第9段冷却壁部分水管漏水;炉皮烧红、跑煤气、变形严重;南北铁口区碳砖温度2015年元月以后升高异常;三座热风炉热风出口温度高,局部出现严重烧红跑风现象。2015年10月16日至2016年3 月1日,3#高炉停炉中修,对三座热风炉热风出口进行了彻底修补,更换炉体5段、9段和10段冷却壁,风口组合砖重新砌筑,南北两个铁口区域陶瓷杯拆除后浇筑。
1 中修主要检修项目
1.1 炉缸
南北铁口区域侵蚀比较严重,该区域600mm厚的陶瓷杯被侵蚀减薄至100~200mm。清理掉北铁口区域陶瓷杯后,裸露碳砖表面面侵蚀较严重,约有200mm厚度已被氧化,硬度和强度严重不足。北铁口区域陶瓷杯和碳砖之间缝隙大,达到160~200mm(原设计缝隙60mm,用填充料填充),且有明显渗铁现象。
为消除隐患,将铁口区域(以铁口为中心,宽4.0m,风口组合砖以下至陶瓷杯垫之间高约4.8m)陶瓷杯全部清除,对氧化侵蚀碳砖表面进行清理。2016年2月1日至6日,美固美特对南北两个铁口进行浇注,浇筑铁口泥套及泥包,铁口深度直接浇筑2.8m,修复铁口区域损坏的碳砖。
1.2 炉身
9、10段位于炉身下部,停炉后进入炉内查看两段冷却壁破损非常严重,尤其9段冷却壁决大部分水管外露、烧损。9段和10段冷却壁部位多处炉皮烧红、变形,甚至开裂跑煤气,此次中修将该部位炉壳进行部分更换。
1.3 热风炉
停炉前,三座热风炉热风出口接连出现烧红、跑风现象,造成高炉减风、降风温,甚至休风。高炉停炉后,热风炉凉炉打开人孔,发现三座热风炉热风出口都严重变形,热风出口上方大墙挤压下陷,部分硅砖脱落。施工单位将三座热风炉热风出口破损和变形砖全部拆除,下半环重新砌砖,上半环支模具后分两次浇筑,第一次浇筑陶瓷纤维,第二次浇筑刚玉莫来石,热风炉开炉投用后效果良好。
2 开炉前准备工作
2.1 高炉烘炉
烘炉导管安装:每间隔一个风口安装一个烘炉导管,总计安装13个烘炉导管,烘炉导管管径Ø108mm,按风口单双#交错间隔安装。烘炉导管水平管插入风口小套,导管水平方向长度分为5.0m、3.5m、1.5m,向下竖管长度4.1m,烘炉时间总计98小时。
2.2 试压检漏
试压检漏是在高炉烘炉过程中进行的,高炉憋压时,炉顶三个放散关闭,重力除尘器250mm放散和400mm放散关闭,放风阀留有40%的开度;干除尘荒煤气进口A阀和净煤气出口B阀(防止高温空气进入箱体烧布袋),排风阀始终保持20%~30%开度。2月25日-28日进行了四次试压检漏,28日16∶40烘炉结束进入凉炉阶段。
2.3 炉体灌浆
2月26日至28日,分别给风口带(第5段)和第9、10段灌浆。
2.4 炉内装木材
此次3#高炉采用1/2填柴法开炉,风口中心线以下装木材。木材150m3,180mm×180mm见方, 其中长度为1.5m、2.0m、3.0m,3.0m要大于20m3。
2.5 开炉料
采用炉缸风口中心线以下填充枕木,从下往上依次是净焦、空焦和负荷料。正常料结构:烧结矿75%+球团矿17%+萤石1.0t+硅石1.0t+锰矿1.0t。焦批12.2t(干熄焦),正常料矿批28t每批空焦加3.0t白云石。开炉料:净焦34批,空焦30批,正常负荷料24批。
2.6 送风风口及送风面积选择
21个120mm及6个110mm风口,全开风口面积0.2945m2,堵4#、6#、8#、18#、20#、22#、27#7个风口,送风面积∑S=0.2190m2。
3 开炉操作
3.1 送风
经过对各系统多次检查确认无误,确定高炉具备点火送风条件后,于2016年3月1日21:16点火送风,定风压80kpa,风量1000m3/ min, 混风全关。至22:00各送风风口相继明亮用风量至1600m³/ min。22:20铁口开始喷吹。23:00用风量至1900m³/min。
由于木材填充密集,加之水份高,木材得不到充分燃烧,下部没有空间,至3月2日22:55料动。伴随压量关系走稳,炉内在补料线的基础上,逐步加重焦炭负荷。
3.2 出第一次铁
3日1:58打开南铁口出第一次铁,历时27分钟,铁量约为35吨,下渣10分钟。从渣、铁样分析看:实际炉渣二元碱度与理论计算相符,炉渣成分与理论计算偏差不大。
4 炉况强化
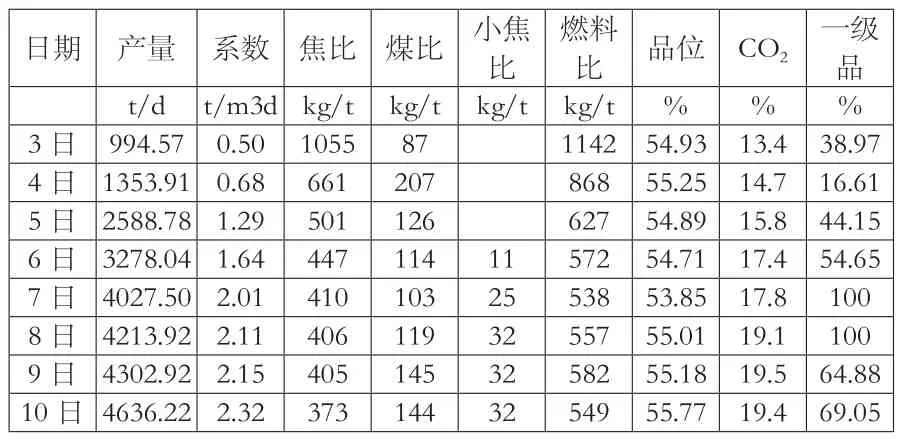
表2 3#高炉开炉初期主要技术经济指标
3月7日产量突破4000t,圆满实现五天达产目标。13日产量达到4600t以上,13日至30日平均日产4730.05t;开炉后焦比和燃料比降低幅度大,7日燃料比降至560kg/t以下,9日焦比降至400kg/t以下。中旬平均焦比和燃料比分别为370kg/t和538kg/t,下旬平均焦比和燃料比分别为358kg/t和530kg/t;8日煤气CO2含量升高至19.0%以上,中旬和下旬其平均值均在19.5%以上。
5 经验总结
1)开炉前的准备工作做的比较充分,设备多次联动试车,系统多次试压检漏,保证了开炉后设备正常运行,没有因外围事故而休风,为按期达产提供了外围保证。2)开炉配料计算合理,各料段安排合理,渣铁流动性良好,为加风、开风口创造了条件。3)南北铁口修补效果明显,开炉后,一是铁口区域不再窜煤气,二是铁口深度易保证。4)此次开炉采用南铁口向炉内鼓风,北铁口空吹的方式,出第一炉铁时停止南铁口鼓风后铁水顺利流出。5)开炉前期初期由于下部炉料(木材、净焦)燃烧较慢,上部炉料没有足够的下降空间,造成料动时间较晚,延缓了炉况发展进度,所以后续类似开炉可考虑适当提高炉缸所填木材的孔隙度,加快下部炉料的燃烧速度,使料尺尽快动作。6)此次开炉采用矿、焦同角的装料制度,从效果上看有所欠佳。分析认为可采用适当抑制边缘,保证中心气流的制度,使炉内尽快建立起主气流,在确保炉况稳定顺行的基础上,在进一步调整操作制度,提高煤气利用率、降低焦比,实现较快达产达效的目标。7)3月8日连续出现了三炉次的低铁温,炉内采取措施提热,一定程度上影响了高炉强化进程,故在今后开炉过程中一定要树立铁温必保的“红线”意识,防止炉况出现大幅波动。
6 结束语
宣钢3#高炉此次中修开炉,实现了安全、快速、环保开炉,做到了经济效益与环境保护的兼顾,为以后类似开炉检修提供了参考范本。
10.16640/j.cnki.37-1222/t.2016.20.035
猜你喜欢
保鲜与加工(2022年8期)2022-09-01
工业加热(2022年7期)2022-08-22
农业与技术(2022年8期)2022-04-28
节能与环保(2022年3期)2022-04-26
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年1期)2021-04-13
当代工人(2019年18期)2019-11-11
中国科技纵横(2016年17期)2016-11-30
唐山文学(2016年11期)2016-03-20