
塑料薄膜拉伸机组中废片牵引收卷装置的创新
2016-10-21 00:18王雯瑶袁园
橡塑技术与装备 2016年18期
王雯瑶,袁园
(大连橡胶塑料机械有限公司,辽宁 116033)
塑料薄膜拉伸机组中废片牵引收卷装置的创新
Innovation of traction and winding device for waste sheet of plastic fi lm stretching machine
王雯瑶,袁园
(大连橡胶塑料机械有限公司,辽宁116033)
废片牵引收卷装置用于塑料薄膜挤出拉伸机生产线,辅助牵引薄膜以及收集废片,与传统牵引收卷装置相比,增加了牵引张力控制轴承、纠偏装置,提高了中间收卷的质量和产量,节省了换卷的时间,优化卸卷结构,更加省时省力。
纠偏;张力牵引;废片收卷
1 改进前的传统牵引收卷装置
1.1塑料薄膜生产线流程
塑料薄膜拉伸机组主要是由双螺杆挤出的熔融塑料经过换网装置过滤后,由齿轮泵定量供给机头,由机头挤出薄厚均匀的膜片,然后经过定型辊筒、冷却辊筒定型冷却后牵引至纠偏装置,膜片经由同步拉伸机使膜片在保温房内通过预热段、拉伸段、热固段及冷却段等,在加热拉伸温度200℃下,利用链夹沿着轨道的扩幅及有规律的逐渐增大夹具间距的运动,实现薄膜的横、纵向拉伸,然后由五个高温热定型区完成薄膜的晶型的转变(γ晶型→α晶型)及加速结晶过程、消除薄膜的内应力,提高结晶度,使晶体结构趋于完善,比两步拉伸大大降低了薄膜的热收缩率,所以同步拉伸产品在高温蒸煮时不收缩、不卷边;同时同步拉伸产品的抗吸湿性大大提高,适应于较潮湿的印刷环境。 从薄膜成型的过程中可以看到,在同步双向拉伸取向的方法中,薄膜在拉伸时是不与任何辊筒接触的,因此它不受辊面质量的影响,可以制得高透明度、无划伤的薄膜。用这种方法,铸片受到夹具的限位作用,铸片不会产生颈缩,大大提高了薄膜厚度均匀性。
1.2传统牵引收卷装置结构特点
牵引收卷装置在塑料薄膜拉伸机组中是辅助牵引薄膜以及收集废片,传统的牵引收卷装置只是由底座和一套或两套收卷辊组成。在生产调试过程中,牵引收卷装置将生产过程中不合格的薄膜收集起来,直到薄膜的厚度达到生产要求时,薄膜再通过牵引导辊进入下一道工序。在此期间如果薄膜的宽度方向稍有偏差时,不能进行及时的纠偏调整。牵引收卷装置对薄膜只起到牵引的作用,当薄膜进行远距离的收卷时,由于前后设备输出速度匹配不当,在牵引过程中随时会出现过松或过紧的情况时,没有张力的控制,无法保证薄膜达到生产预定的张紧要求,影响整个生产线的正常运行。
在生产过程的开始调试阶段和生产过程中极易出现废片,而且抽取废膜卷是很繁琐的工序,经常由于气胀轴的胀紧度调节不当或者薄膜在收卷辊上缠绕过紧、过多等情况,使废片无法正常拆卸,造成废片堆积。
通常解决此类问题的方法有两个:一是割碎和扒掉缠绕在辊上的废膜,如果生产线的前后速度不匹配就很容易造成薄膜缠绕过紧或者过多,这种情况凭一个工人用很短的时间根本无法完成,这样就影响了后续的生产,延误了整个生产线,从而影响生产进度;二是增加芯轴的数量,就是说一旦有废卷工人就得立刻将废卷卸下运走,与此同时再换上新的卷芯,以备交替更换使用,才能保证生产继续进行,这样就增加了材料成本和浪费人力。此外,国内很多企业为此专门增加了拔芯轴装置,该装置仅能帮助用户拔出芯轴但不能解决收卷质量差的根本问题,造成生产成本的提高。
2 改进后的废片牵引卷取装置的结构
2.1废片牵引卷取装置的创新结构
通过生产实践,发现传统牵引收卷机的不足和缺陷,研发了废片牵引收卷装置,将牵引和纠偏都集中于牵引收卷装置中,实现牵引收卷、纠偏、张力控制三位一体机(见图1),本装置是由底座、张力控制器、牵引导辊,纠偏装置等部件组成。作为新型装置主要具有以下三个创新点:
(1) 在原有结构上增加纠偏装置。它是由移动纠偏框架、辊筒、驱动器、感应器及控制器等组成,辊筒支架可以横向移动以补偿薄膜的偏移,当薄膜偏离机组中心线时,纠偏装置中的超声波感应器会发信号,通过驱动器来调节移动框架的摆角,使薄膜调整复位,当薄膜宽度变化时也能提高可靠的探测精度,感应间距超过25.4 mm,当膜片平面有变化时均会产生灵敏的响应。纠偏装置利用整个框架可以用来控制薄膜的位置并使薄膜应力最小化,确保薄膜不偏离中心线,使薄膜顺利地进入下一道工序,还可以有效测量薄膜的宽度。

图1 牵引卷取装置示意图
(2) 牵引导辊装置是安装在主牵引辊的前面(见图2), 作用是调节膜的张力。其结构是在一个固定导辊两端安装张力控制器,膜片张力通过导辊传递到张力控制器上,当薄膜过松或过紧时张力控制器都会对牵引电机发出电信号, 反馈到电气自动调节系统,如果薄膜过紧,就调节牵引装置前后设备的电机,使其降低速度,反正之就加快电机速度。所以说张力控制调节牵引辊速度,保持了前后设备的速度一致,张力恒定,在牵引的过程中薄膜始终保持设定的张紧力向前运行,从而提高了生产效率,保证薄膜的质量。
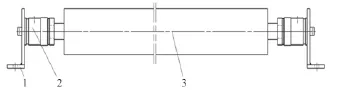
图2 牵引导辊示意图
(3)为了让卸卷更加方便快捷,优化原有废片收卷的结构,改变了传统的利用气胀轴卸卷的原理,而是将卷曲辊分为两半,在辊筒两侧不影响薄膜宽度的位置上加工出沟槽,然后将两根小轴分别放入两侧的槽中,最后用卡箍将小轴和卷取辊连接起来,利用这个结构在卸卷的时候只将卡箍取下就可以轻松卸卷,既省时又省力,使废片方便快捷地从芯轴上取下,不仅降低成本,也提高了工作效率,也节省人力(见图3)。

图3 卷取辊卸卷辊示意图
2.2废片牵引装置的应用领域及特点
牵引卷取装置应用广泛,可适用于各类塑料挤出薄膜生产线的废片卷取及收卷,还可以根据不同的制品调整纠偏装置的灵敏度,选择不同的感应器形式,其中可见光和激光感应器可以用于跟边纠偏或者对中纠偏,特别是激光技术的感应器具有很大的灵活性,适合卷材宽度的测量和变化,从而保证了生产线的顺利运转,对设备各个生产环节的控制提供了有利的条件,最大限度保证制品的品质,减少废膜出品量,降低公司的成本,大大提供了制品的质量。
牵引卷取装置中的张力轴承也可以根据设备的具体结构情况和生产线中薄膜需要的张力大小进行选择,张力控制的实现,为自动化生产提供了有利条件,实现整条塑料薄膜生产线的联动,就需要各个部件之间速度匹配,无论哪个部件出现紧急情况都能及时反馈信号,使设备正常运行,张力控制就能很好的实现这个功能,一旦设备之间薄膜过松或过紧,就能及时反馈信号给控制系统,控制系统在根据信号反馈信息调整前后设备的速度,使整线正常运行,还可以实现张力显示功能,因为先前设定的张力值毕竟不太准确,有了数据显示就更容易了解生产现场的实际情况,为以后的计算提供准确数据,为生产线的优化奠定了基础。
3 结束语
随着对电池性能和成本要求的提升,锂电池厂商对隔膜和复合膜性能和成本要求也越来越高。锂电池薄膜行业在面临巨大的市场机遇的同时,塑料薄膜生产设备也面临着技术突破和创新的严峻考验。锂电池隔膜市场,呈现出国产中低端产品品质不同等情况,目前塑料薄膜生产线的整改和创新成了发展趋势。
该装置改变原有废片牵引收卷装置的研发填补了牵引卷取装置的单一牵引功能,综合了牵引、纠偏,张力控制的三位一体的功能,在塑料挤出同步薄膜生产线和塑料挤出异步薄膜生产线等设备中取得较大的使用效果,不仅提高了塑料薄膜挤出拉伸设备的自动化程度,还对薄膜牵引的精准度起到了一定的作用,特别是卸卷装置的结构优化,极大地降低了工人劳动强度,节省生产成本。
(R-03)
泰国政府从5方面着手打造生物塑料中心
泰国工业经济办事处主任斯立鲁2016年8月14日透露,通过对泰国生物塑料产业状况进行研究分析得知,泰国甘蔗、木薯等农业原料非常丰富,足以支撑生物工业发展。但在原料和生物塑料生产工艺与技术方面,泰国处于操作阶段,还没有能力进行研究,无法满足国内生物塑料产品制造工业的发展需求。
尽管目前生物塑料制品比此前从石油中提炼生产的塑料制品价格更高昂,但伴随着节能环保的发展趋势,生物塑料产品的使用量也与日俱增,然而泰国在生物塑料产业开发措施或方针规定方面,还存在一定的局限性。
为此,泰国政府将生物塑料工业列为重点促进目标产业,并将支持泰国发展成为亚洲地区生物塑料产业中心。具体措施包括5个方面:①促进国内生物塑料米生产;②促进生物塑料原料及合成品生产工业技术研发;③发展国内市场;④规定生物塑料产品质量标准并予以认证;⑤针对有潜力的生物塑料垃圾制定高效管理方案。
泰国生物塑料工业发展已迈出第一步,目前已进口约500 t生物塑料米,以加工制成成品,80%用于出口。目前从糖中提炼生产生物塑料米的企业大约有42家,将于今年底在罗勇府开始执行生产,产能约达两万t,这将是东南亚地区的首个生物塑料米工厂。
总之,作为新兴产业,生物塑料将为未来世界经济创造价值,因为其原材料益于环保,加上国外采取各种支持措施,例如法国禁止使用普通塑料袋,意大利认可并推广生物塑料袋的使用,以及美国支持绿色采购等。预计2020年全球生物塑料的需求总价值将增至59亿美元,相当于以平均每年20%的比率增长,亚洲地区将成为生物塑料生产园地,其产能可达673万t左右,在全球生物塑料总产能中占比约为80%。
摘编自“中国聚合物网”
TQ320.666
1009-797X(2016)18-0044-03
BDOI:10.13520/j.cnki.rpte.2016.18.011
王雯瑶(1983-),女,工程师,现主要从事塑料机械设备的设计工作。
2016-08-04
猜你喜欢
少儿科技(2022年4期)2022-04-14
马克思主义哲学研究(2021年2期)2021-06-05
科学技术创新(2021年12期)2021-05-20
河南畜牧兽医(2021年1期)2021-01-07
新世纪智能(高一语文)(2020年9期)2021-01-04
文化产业(2019年6期)2019-09-11
重型机械(2019年2期)2019-04-28
中国林副特产(2019年3期)2019-01-10
中华诗词(2018年4期)2018-08-17
橡塑技术与装备(2018年10期)2018-05-18
