
降低电厂氢型混床能耗的措施
2016-10-12 02:10钟建辉陈宇陈文中祝晓亮
广东电力 2016年9期
钟建辉,陈宇,陈文中,祝晓亮
(1. 湛江中粤能源有限公司,广东 湛江 524099;2. 西安热工研究院有限公司,陕西 西安 710032)
降低电厂氢型混床能耗的措施
钟建辉1,陈宇1,陈文中1,祝晓亮2
(1. 湛江中粤能源有限公司,广东 湛江 524099;2. 西安热工研究院有限公司,陕西 西安 710032)
以湛江中粤能源有限公司为例,针对氢型混床能耗过高的问题,研究其影响因素并提出相应的解决措施,重点包括降低给水pH值的控制上限、优化混床阳阴树脂配比、提高树脂分离过程的监控精度和调整工艺步序等。这些措施实施后,氢型混床周期制水量增大近300%,混床每处理1 m3凝结水所消耗的除盐水量、酸碱量降低约70%。
凝结水精处理;氢型混床;树脂分离;树脂配比;工艺步序;节能降耗
高速混床是国内外应用最广泛的一种电厂凝结水精处理除盐设备,根据运行方式不同,可分为氢型混床和铵型混床。两种型式相比,氢型混床产水水质更好,可明显降低机组发生腐蚀、结垢和积盐的风险,符合电厂配备混床的初衷。因此,我国大部分电厂的高速混床都按氢型运行。尤其在超(超)临界机组中,一般要求混床必须按照氢型运行[1]。但是,氢型混床能耗较高,其自用除盐水量和酸碱量往往是铵型混床的3倍以上,严重影响精处理的运行经济性,也非常不利于电厂节水减排。因此,目前各电厂对降低氢型混床能耗的措施及效果都非常关注。本文分析了影响氢型混床能耗的因素,并介绍了几种降低能耗的措施及效果。
1 影响氢型混床能耗的因素
混床每处理1 m3凝结水所消耗的除盐水量和酸碱量称为混床能耗,其能耗成本可表示为:
(1)
式中:A为混床能耗成本,元/m3(凝结水);Q为混床周期制水量,m3;Yc为除盐水单价,元/m3(除盐水);qc为混床单次再生所消耗的除盐水量,m3;Ys为再生用酸的单价,元/t;qs为混床单次再生所消耗的酸量,t;Yj为再生用碱的单价,元/t;qj为混床单次再生所消耗的碱量,t。
当混床氢型运行时,周期制水量Q(m3)取决于混床阳树脂体积V(m3)、阳树脂工作交换容量E(mol/m3)和凝结水中的氨浓度cNH3(mmol/L),即[2]
(2)
将式(2)带入式(1),则有
(3)
由式(3)可知:当除盐水、酸碱单价一定时,氢型混床能耗成本取决于凝结水中氨浓度、混床阳树脂的体积、阳树脂工作交换容量、混床单次再生所需除盐水量和酸碱量这几个因素。
钟建辉,等:降低电厂氢型混床能耗的措施
2 降低能耗的措施
以湛江中粤能源有限公司(以下简称“中粤公司”)为例,介绍各项降低氢型混床能耗的措施。中粤公司已建成投产的机组为2台600 MW湿冷燃煤机组,机组给水按全挥发处理。每台机组精处理除盐设备由2台前置过滤器和3台高速混床组成,其中混床为2运1备,混床阳阴树脂配比的原设计值为2∶3,树脂体外分离采用锥底设备。
2.1降低给水pH值的控制上限
由式(3)可知,氢型混床能耗与凝结水中的氨浓度成正比,降低凝结水中氨浓度,氢型混床能耗可相应降低。凝结水中的氨浓度主要取决于给水中的加氨量,而给水加氨量是通过给水pH值来控制的。给水pH值越大,给水加氨量越大,凝结水中的氨浓度越大。因此,要降低凝结水中氨浓度,进而降低氢型混床能耗,需降低给水pH值。
目前,我国大部分电厂的机组给水按全挥发处理,按照GB/T 12145—2008《火力发电机组及蒸汽动力设备水汽质量》[3]要求,给水pH值应控制在9.2~9.6。根据热力学理论计算,与pH值对应的氨浓度见表1。
由表1可知,当给水pH值按照GB/T 12145—2008规定的下限值9.2来控制时,凝结水中的氨浓度为0.03 mmol/L。而当给水pH值按照GB/T 12145—2008规定的上限值9.6来控制时,氨浓度为0.13 mmol/L,是前者的4倍多,相应地将使氢型混床的运行能耗达到前者的4倍。可见,

表1 纯水氨浓度和pH值的关系
为了降低氢型混床能耗,应使给水pH值靠近下限值9.2,而不应使给水pH值经常接近或达到上限值9.6。
2014年12月之前,中粤公司2台600 MW机组的给水pH值都靠近GB/T 12145—2008规定的上限值9.6,凝结水中的氨浓度通常为0.10~0.12 mmol/L。2014年12月后,中粤公司将给水pH值的控制上限降至9.4,凝结水中的氨浓度降至0.04~0.06 mmol/L。按照式(3)中其他参数不变的情况计算,氢型混床的运行能耗可降至原来的40%~50%。中粤公司采取该措施的同时,还采取了下文所述各种措施,全部措施执行后,对氢型混床的能耗成本进行了前后对比,见本文第3节。对比可知,全部措施执行后,氢型混床能耗成本共降低70%。
采取这一措施的问题是:给水pH值的控制上限适当降低,氢型混床能耗降低,但机组防腐效果是否会明显变差。通过调研得知,我国贵州黔北、辽宁绥中、辽宁营口、山东莱芜、山东济宁、海南东方等多家湿冷电厂均已将给水pH值的控制上限调整为9.4,其中海南东方电厂则采用了自动加氨方式,将给水pH值精确控制在9.3左右。这些电厂均运行正常,给水和主蒸汽中铁的质量浓度长期小于5 μg/L,满足GB/T 12145—2008的要求,暂未发现与之相关的腐蚀问题。中粤公司采取该措施至今已有一年多,定期检测结果表明,给水铁的质量浓度变化不大,大部分时候为3~5 μg/L,暂未发现问题。由此看来,适当降低给水pH值的控制上限,使给水pH值既控制在GB/T 12145—2008规定的范围内,又不使氢型混床能耗过大,这种在机组防腐和降低氢型混床能耗之间寻找平衡的做法值得尝试。但应注意的是:从理论上分析,空冷机组中给水的pH值不宜降低,原因是空冷机组水汽中二氧化碳含量较大,机组易发生酸性腐蚀[4]。而湿冷机组水汽中氯、硫酸根等阴离子的质量浓度较大,明显超过1 μg/L时,首先应解决水汽中这些阴离子质量浓度较大的问题,再适当降低给水pH值的控制上限,以防机组发生酸性腐蚀[5]。
此外,根据中粤公司的应用经验,采用调低加氨量的措施前,应首先按照DL/T 1201—2013《发电厂低电导率pH的在线测量方法》[6]的要求,对给水pH值在线检测结果的准确性进行校验,以防加氨失调。另外,建议给水加氨时采用自动加氨装置,提高加氨量的调整精度和给水氨浓度的稳定性。
2.2优化树脂配比和增大阳树脂工作交换容量
由式(3)可知,氢型混床能耗与阳树脂体积、阳树脂工作交换容量成反比。因此,要降低能耗,需增大阳树脂体积和阳树脂工作交换容量。这是从增大阳树脂总交换容量和提高阳树脂交换容量的利用率两方面着手,降低氢型混床能耗的方法。以下对这两方面进行分述。
2.2.1通过优化混床阳阴树脂配比的方法增大混床内可装填的阳树脂体积
混床一旦定型,能够装填的树脂总体积便无法改变,因此要增大阳树脂体积,便需减少阴树脂体积,实则为改变混床内阳阴两种树脂的体积配比。目前,我国大部分电厂精处理系统无前置阳离子交换器且给水采用全挥发处理,按照DL/T 5068—2014《发电厂化学设计规范》[7]要求,阳阴树脂配比应为3∶2或2∶1。但是,咨询50多家同类型电厂后发现,近90%的混床阳阴树脂配比为1∶1,其他多为2∶3,采用3∶2或2∶1的不足3%,这非常不利于氢型混床低能耗运行。
中粤公司混床阳阴树脂配比的原设计值为2∶3,现已更改为3∶2。值得注意的是:中粤公司混床树脂体外分离采用的锥底设备可适应不同的阳阴树脂配比。而其他很多电厂的混床树脂体外分离采用的是高塔设备[8],要调整阳阴树脂配比,需相应改动高塔设备上的阴树脂出脂口位置或改变树脂分离的工艺步骤。据了解,贵州黔北、辽宁绥中、辽宁营口、河北定州、山东济宁、海南东方等十多家电厂,通过改变工艺步骤的方法,实现了阳阴树脂配比的调整。此外,根据中粤公司的应用经验,树脂配比更改后,应安装可监控树脂分离与输送全过程的监控仪器,精确控制树脂输送体积,否则,调整后的树脂配比会在树脂分离与输送过程中发生混乱,使树脂配比调整的效果无法长期保持。中粤公司采用的监控仪器为我国自主研发的一种智能化仪器——树脂输送图像智能识别及控制仪[9]。
2.2.2通过设备技改和工艺优化的方法增大阳树脂工作交换容量
影响阳树脂工作交换容量的主要因素有混床失效树脂输送率、树脂分离效果、树脂再生效果、树脂混合效果、混床进水分配效果和树脂本身性能等6个方面。针对这6个因素,在中粤公司进行了排查,结果见表2。
表2影响混床阳树脂工作交换容量的因素排查结果
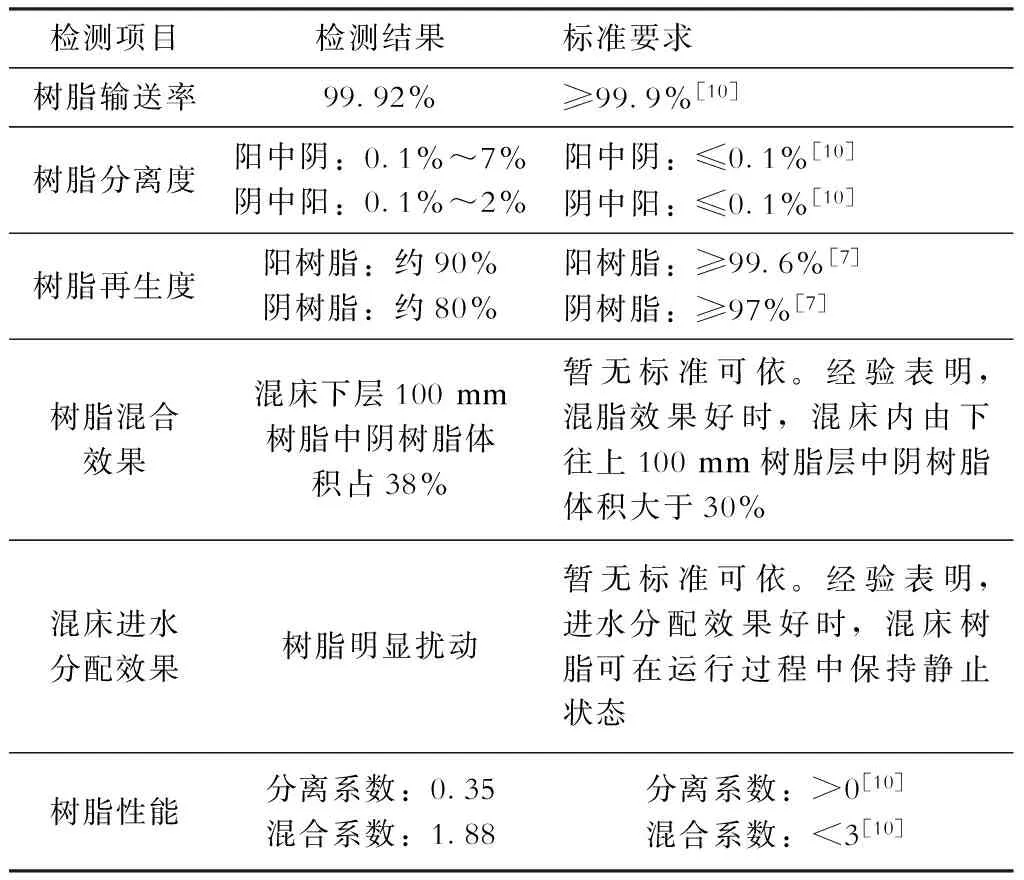
检测项目检测结果标准要求树脂输送率99.92%≥99.9%[10]树脂分离度阳中阴:0.1%~7%阴中阳:0.1%~2%阳中阴:≤0.1%[10]阴中阳:≤0.1%[10]树脂再生度阳树脂:约90%阴树脂:约80%阳树脂:≥99.6%[7]阴树脂:≥97%[7]树脂混合效果混床下层100mm树脂中阴树脂体积占38%暂无标准可依。经验表明,混脂效果好时,混床内由下往上100mm树脂层中阴树脂体积大于30%混床进水分配效果树脂明显扰动暂无标准可依。经验表明,进水分配效果好时,混床树脂可在运行过程中保持静止状态树脂性能分离系数:0.35混合系数:1.88分离系数:>0[10]混合系数:<3[10]
由表2可知,树脂分离度、再生度和混床进水分配效果均不满足要求,会对混床阳树脂工作交换容量产生不利影响。进一步排查可知:树脂分离度低的原因是分离塔内的树脂输出时缺失监控,输出无法定量;树脂再生度低的原因是树脂再生的工艺参数不当;混床进水分配效果差的原因是混床进水分配装置本身性能欠佳。
为此,研究后采取以下措施:安装树脂输送图像智能识别及控制仪,对树脂分离全过程进行监控;通过调试重新确定再生工艺参数,结果见表3。
受条件限制,中粤公司目前还没有采取改善混床进水分配效果的措施。据了解,海南东方、山东日照、山东莱芜、山东济宁和江西安源等电厂采用了一种新型式的混床进水分配装置(加强型两级高速混床进水分配装置)[11],可将混床阳树脂工作交换容量提高50%以上,值得关注。
表3调试前后的再生工艺参数
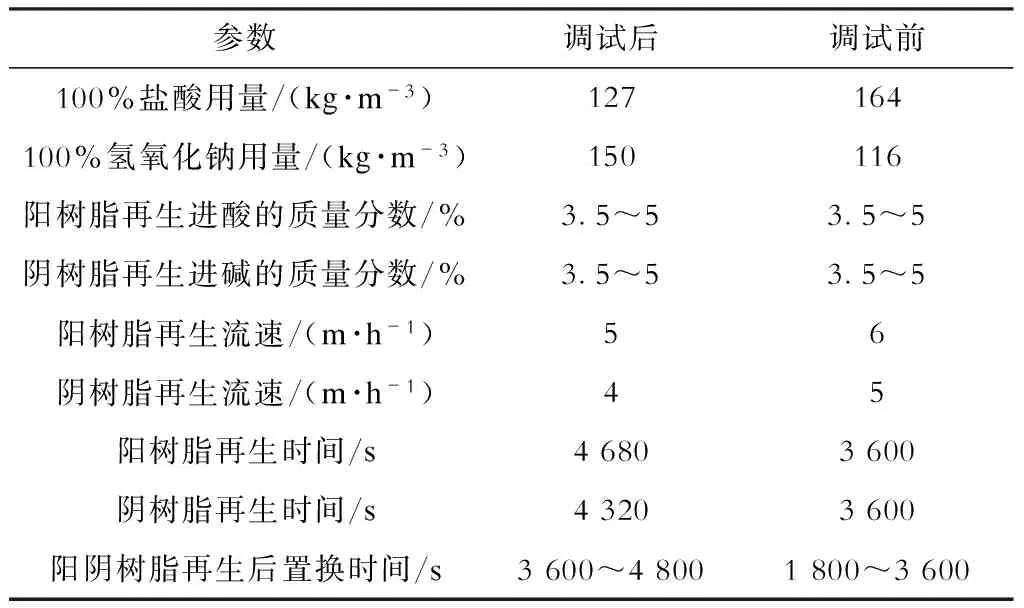
参数调试后调试前100%盐酸用量/(kg·m-3)127164100%氢氧化钠用量/(kg·m-3)150116阳树脂再生进酸的质量分数/%3.5~53.5~5阴树脂再生进碱的质量分数/%3.5~53.5~5阳树脂再生流速/(m·h-1)56阴树脂再生流速/(m·h-1)45阳树脂再生时间/s46803600阴树脂再生时间/s43203600阳阴树脂再生后置换时间/s3600~48001800~3600
注:调试确定酸碱用量时还综合考虑了树脂体积的变化带来的影响和其他工艺优化的影响。
2.3减少混床单次再生时的自用水量和酸碱用量
2.3.1减少混床单次再生自用水量的方法
a)树脂在混床和分离系统之间传输时,首先采用气送方式将设备内的水全部传输出去后,再采用水送方式传输,可大幅缩短水送所需时间,节水效果显著。
b)树脂空气擦洗时,采用“空擦和正洗”这样的简单循环,所需水量较少,且空擦效果更好。同时,树脂再生后的正洗时间也能相应缩短,节省正洗水量。
2.3.2减少混床单次再生酸碱用量的方法
正常情况下,各电厂只要控制好再生参数,树脂再生度通常都能达到较高水平。但是应注意的是,当树脂空气擦洗效果较差时,再生度无法保证,往往需要增大再生剂用量。为改善空擦效果,建议失效树脂在分离塔内的空擦次数至少设定为3次,树脂在再生塔内再生前的空擦次数至少设定为15次,并采用“空擦和正洗”这样的简单循环对树脂进行擦洗,每次空擦和正洗时间推荐为2 min。
3 实施效果
a)采取措施前后的技术参数对比见表4。
b)采取措施前后的运行效果对比见表5。
4 节能效益及投资回收期
中粤公司采取上述措施后,2台600 MW机组的精处理氢型混床每年可处理的凝结水量由176×104m3增加至1 100×104m3,水处理能力显著增强。同时,氢型混床每处理104m3凝结水所消耗的自用除盐水量由140 m3降至40 m3,消耗的酸量由0.5 t降至0.13 t,消耗的碱量由0.45 t降至0.11 t,能耗成本(凝结水)则由0.54元/m3降至0.14元/m3,能耗成本降低了70%。可见,上述措施的实施效果显著。据此估算,混床处理200×104~300×104m3凝结水所节约的费用,即可收回本次优化的全部投资。按照优化后,2台600 MW机组每年处理凝结水量按1 100×104m3计算,投资回收期仅2~4个月。
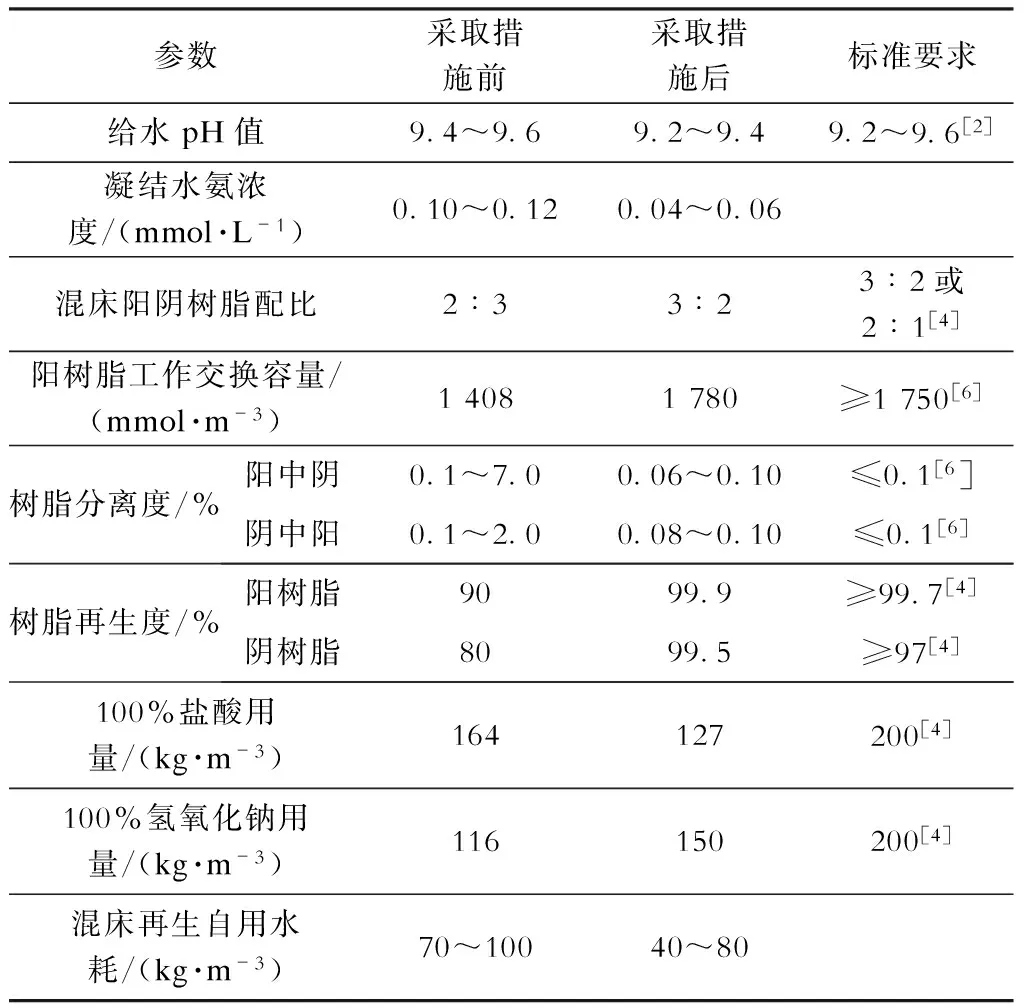
表4 采取措施前后的技术参数
注:采取措施后,100%氢氧化钠用量反而增多,原因是碱计量泵出力设计较小,阴树脂进碱再生时,碱稀释液中碱的质量分数大部分时候只有约3.5%,无法达到再生度调试时的最佳范围(4%~6%),因而为确保阴树脂再生度达到标准[7]规定的97%以上,适当增加了碱用量。
表5采取措施前后的运行效果对比
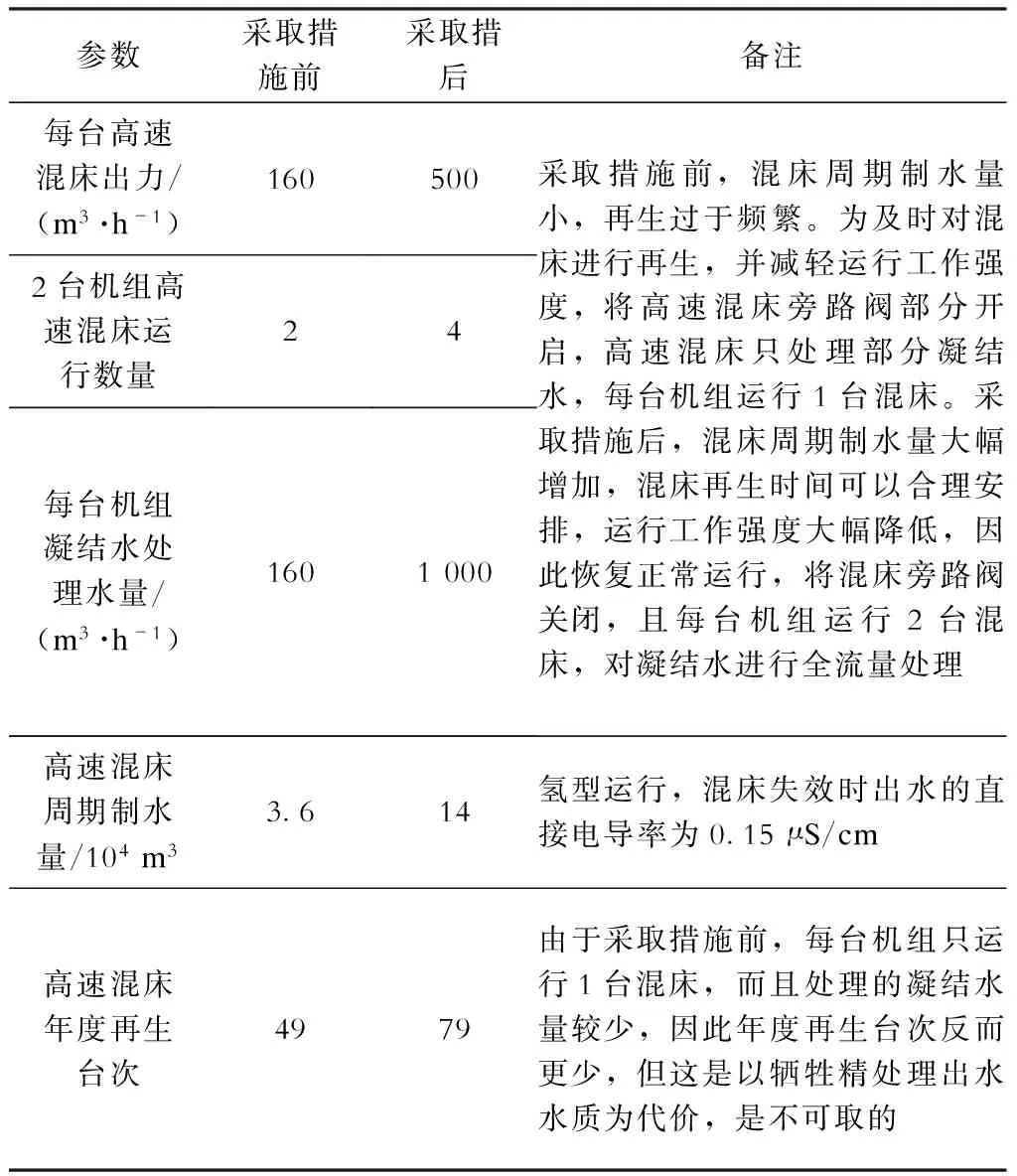
参数采取措施前采取措后备注每台高速混床出力/(m3·h-1)2台机组高速混床运行数量每台机组凝结水处理水量/(m3·h-1)160216050041000采取措施前,混床周期制水量小,再生过于频繁。为及时对混床进行再生,并减轻运行工作强度,将高速混床旁路阀部分开启,高速混床只处理部分凝结水,每台机组运行1台混床。采取措施后,混床周期制水量大幅增加,混床再生时间可以合理安排,运行工作强度大幅降低,因此恢复正常运行,将混床旁路阀关闭,且每台机组运行2台混床,对凝结水进行全流量处理高速混床周期制水量/104m33.614氢型运行,混床失效时出水的直接电导率为0.15μS/cm高速混床年度再生台次4979由于采取措施前,每台机组只运行1台混床,而且处理的凝结水量较少,因此年度再生台次反而更少,但这是以牺牲精处理出水水质为代价,是不可取的
5 结论
a)影响氢型混床能耗的因素有:凝结水氨浓度、混床阳树脂体积、阳树脂工作交换容量、混床单次再生所需除盐水量和酸碱量。
b)适当降低给水pH值的控制上限,可明显降低氢型混床能耗。但这是否会对机组防腐效果产生明显影响,还应长期观察。
c)大部分电厂的混床阳阴树脂配比为1∶1,不利于降低氢型混床能耗,建议按照DL/T 5068—2014要求进行调整。但调整前应首先采取措施提高树脂体外分离与输送过程的监控水平,确保树脂配比稳定。
d)从中粤公司的经验来看,影响阳树脂工作交换容量的因素主要为树脂分离效果、再生效果和混床进水分配效果。为提高阳树脂工作交换容量,建议改进树脂分离与输送过程的监控方法,精细化调整再生工艺,并为混床更换布水效果更好的进水分配装置。
e)中粤公司采取措施后,氢型混床的能耗成本降低约70%,效果显著。
[1] 田文华. 我国火电厂凝结水精处理存在的问题和对策[C]//电厂化学2013年学术年会论文集. 长沙:中国电机工程学会火力发电分会,2013.
[2] 韩隶传,汪德良. 热力发电厂凝结水处理[M]. 北京:中国电力出版社,2010:85-86.
[3] GB/T 12145—2008,火力发电机组及蒸汽动力设备水汽质量[S].
[4] 田文华,李鹏,和慧勇. 空冷机组凝结水精处理系统设备优化配置[J]. 热力发电,2009,38(3):81-83.
TIAN Wenhua,LI Peng,HE Huiyong. Optimization Allocation of the Condensate Pulishing System for Direct Air-cooling Units[J]. Thermal Power Generation,2009,38(3):81-83.
[5] 朱志平,黄可龙,周艺,等. 汽轮机初凝区腐蚀机理分析[J].腐蚀科学与防护技术,2006,18(1):20-23.
ZHU Zhiping,HUANG Kelong,ZHOU Yi,et al. An Analysis on Corrosion Process in Primary Condensation Zone of Steam Turbine[J]. Corrosion Science and Protection Technology,2006,18(1):20-23.
[6] DL/T 1201—2013,发电厂低电导率pH的在线测量方法[S].
[7] DL/T 5068—2014,发电厂化学设计规范[S].
[8] 李锐,朱洪. 热力发电厂凝结水精处理现状与探讨[C]//电厂化学2008年学术年会论文集. 长沙:中国电机工程学会火力发电分会,2008.
[9] 田文华,雷俊茹,祝晓亮,等. 高速混床树脂分离与输送过程的智能监控[J]. 中国电力,2015,48(11):22-25.
TIAN Wenhua,LEI Junru,ZHU Xiaoliang,et al. Intelligent Monitoring of Resins Separation and Transportation for Mixed Bed Polisher[J]. Electric Power,2015,48(11):22-25.
[10] DL/T 333.1—2010,火电厂凝结水精处理系统技术要求第1部分:湿冷机组[S].
[11] 祝晓亮,田文华,李荣荣,等. 一种加强型两级高速混床进水分配装置:中国,201420622942.6[P]:2015-02-04.
(编辑彭艳)
Measures for Reducing Energy Consumption of Hydrogen-type Mixed Bed in Power Plant
ZHONG Jianhui1, CHEN Yu1, CHEN Wenzhong1, ZHU Xiaoliang2
(1.Zhanjiang Zhongyue Energy Co., Ltd., Zhanjiang, Guangdong 524099, China; 2. Xi’an Thermal Power Research Institute Co., Ltd., Shaanxi, Xi’an 710032, China)
In allusion to the problem of high energy consumption of hydrogen-type mixed bed, this paper takes Zhanjiang Zhongyue energy co. ltd. for an example, studies influencing factors on energy consumption and presents related solutions such as reducing upper control limit of pH value for feedwater, optimization on cation-anion resin proportioning, improving monitoring precision for resin separation, adjusting process steps, and so on. After implementing these measures, period water volume of the hydrogen-type mixed bed increases about 300%, and when the mixed bed processes 1 m3condensate water per time, amount of demineralized water and acid-base amount both decreases about 70%.
condensate water precision processing; hydrogen-type mixed bed;resin separation; resin proportioning; process step; energy conservation and consumption reduction
2016-03-03
2016-06-07
10.3969/j.issn.1007-290X.2016.09.007
TM621.8
A
1007-290X(2016)09-0032-05
钟建辉(1975),男,广东茂名人。工程师,工学学士,从事火电厂技术管理工作。
陈宇(1967),男,广西贵港人。助理工程师,从事电厂化学设备管理工作。
陈文中(1973),男,广东阳春人。高级工程师,工学学士,从事电厂化学技术监督工作。
猜你喜欢
科技创新导报(2021年33期)2021-04-17
中华建设(2019年12期)2019-12-31
军事文摘(2018年24期)2018-12-26
能源(2018年6期)2018-08-01
能源(2018年6期)2018-08-01
通信电源技术(2018年3期)2018-06-26
中国核电(2017年2期)2017-08-11
中国核电(2017年1期)2017-05-17
中国科技纵横(2016年17期)2016-10-20
资源节约与环保(2014年12期)2014-02-01
