低熔点共聚酯的流变性能及其皮芯复合纺丝研究
2016-10-10 01:33王少博王朝生王华平
合成纤维工业 2016年4期
王少博,王朝生,王华平
(东华大学 材料科学与工程学院纤维材料改性国家重点实验室,上海 201620)
低熔点共聚酯的流变性能及其皮芯复合纺丝研究
王少博,王朝生*,王华平
(东华大学 材料科学与工程学院纤维材料改性国家重点实验室,上海 201620)

聚对苯二甲酸乙二醇酯纤维皮芯复合纤维低熔点共聚酯流变性能熔融纺丝力学性能
低熔点共聚酯(LPET)由于其较低的熔点及与常规聚对苯二甲酸乙二醇酯(PET)良好的相容性,是制备热熔粘结纤维的重要材料,在非织造行业中具有广阔的市场应用前景。皮芯复合纺丝技术是制备热熔粘结纤维的主要手段,相比于常规单组份熔融纺丝,由于其加工过程需要同时兼顾两种不同流动性质的熔体,纺丝工艺复杂。LPET与常规PET的流体性质存在差异,且皮层熔体与芯层熔体在喷丝孔出口处受到的剪切也有较大的差异,故纺丝工艺的设定稍有偏差,便会导致产品性能不稳定。目前,皮芯复合纺丝热熔粘结纤维大部分仍需依赖从日本和韩国进口,价格昂贵。因此研究LPET与常规PET复合纺丝工艺,开发LPET/PET复合纤维具有重要意义。关于LPET的皮芯复合纺丝工艺已有部分文献报道[1-2]。作者基于对自制PET基LPET和常规纤维级PET流变性能的分析,结合熔体在皮芯复合喷丝板出口处所受剪切作用的理论计算,设计了适宜的皮芯复合纺丝工艺条件,并成功指导了LPET与常规PET的复合纺丝。
1 实验
1.1原料
常规PET切片:纤维级,特性黏数0.65 dL/g,宁波康鑫化纤生产;LPET切片:共聚改性单体为己二酸和二甘醇,特性黏数为1.05 dL/g,熔点168.6 ℃,自制。
1.2仪器与设备
TA-Q20差示扫描量热(DSC)仪:美国TA公司制;Rosand RH2000毛细管流变仪:英国马尔文仪器有限公司制;Q5000IR热重(TG)分析仪:美国TA公司制;ABE25小型熔融纺丝机:日本ABE公司制;TF-100牵伸机:苏州特发机电技术有限公司制;皮芯复合喷丝板:12孔,芯层孔直径0.3 mm,皮层孔直径0.46 mm,镇江新浪潮精密机械有限公司制;XQ-2纤维强度仪:上海新纤仪器公司制;8XB-PC光学显微镜:上海光学仪器厂制。
1.3LPET/PET皮芯复合纤维的制备
将LPET在105 ℃真空转鼓干燥24 h,PET在125 ℃真空转鼓干燥24 h;以LPET为皮层,PET为芯层进行皮芯复合纺丝,侧吹风速度0.45 m/s,纺丝速度2 500 m/min,后拉伸速度300 m/min,后拉伸温度95 ℃,后拉伸比1.3~1.8,制得LPET/PET皮芯复合纤维。
1.4测试
DSC分析:在氮气气氛下,将约10 mg试样以20 ℃/min的升温速率,由30 ℃升温至270 ℃,保温3 min消除热历史后以10 ℃/min降温至30 ℃,再由30 ℃以10 ℃ /min升温至270 ℃,记录其过程热流的变化曲线。
TG分析:在氮气气氛下,将约5 mg试样以10 ℃/min升温速率,由40 ℃升温至700 ℃,记录其过程质量的变化曲线。

2 结果与讨论
2.1热性能分析
由图1可看出,PET的熔融峰值温度(Tm)为253.9 ℃,而LPET的结晶温度和Tm分别为120.5 ℃和168.6 ℃,LPET在10 ℃/min的降温速率下,降温过程中并没有像PET出现明显的结晶放热峰,而是在其第二次升温过程才出现。这说明PET与己二酸和二甘醇共聚后所获得的LPET的结晶速度较常规PET慢。

图1 LPET和PET的DSC曲线Fig.1 DSC thermograms of LPET and PET1—PET;2—LPET
从图2可以看出,改性共聚后获得的LPET的起始分解温度为377.9 ℃,虽然其起始分解温度低于PET,但仍可以满足熔融纺丝的加工要求。
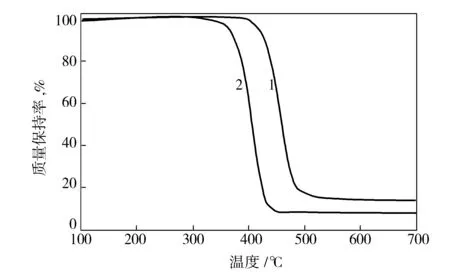
图2 LPET和PET的TG曲线Fig.2 TG curves of LPET and PET1—PET;2—LPET
2.2流变性能分析及复合纺丝
2.2.1非牛顿指数(n)和结构黏度指数(∆η)

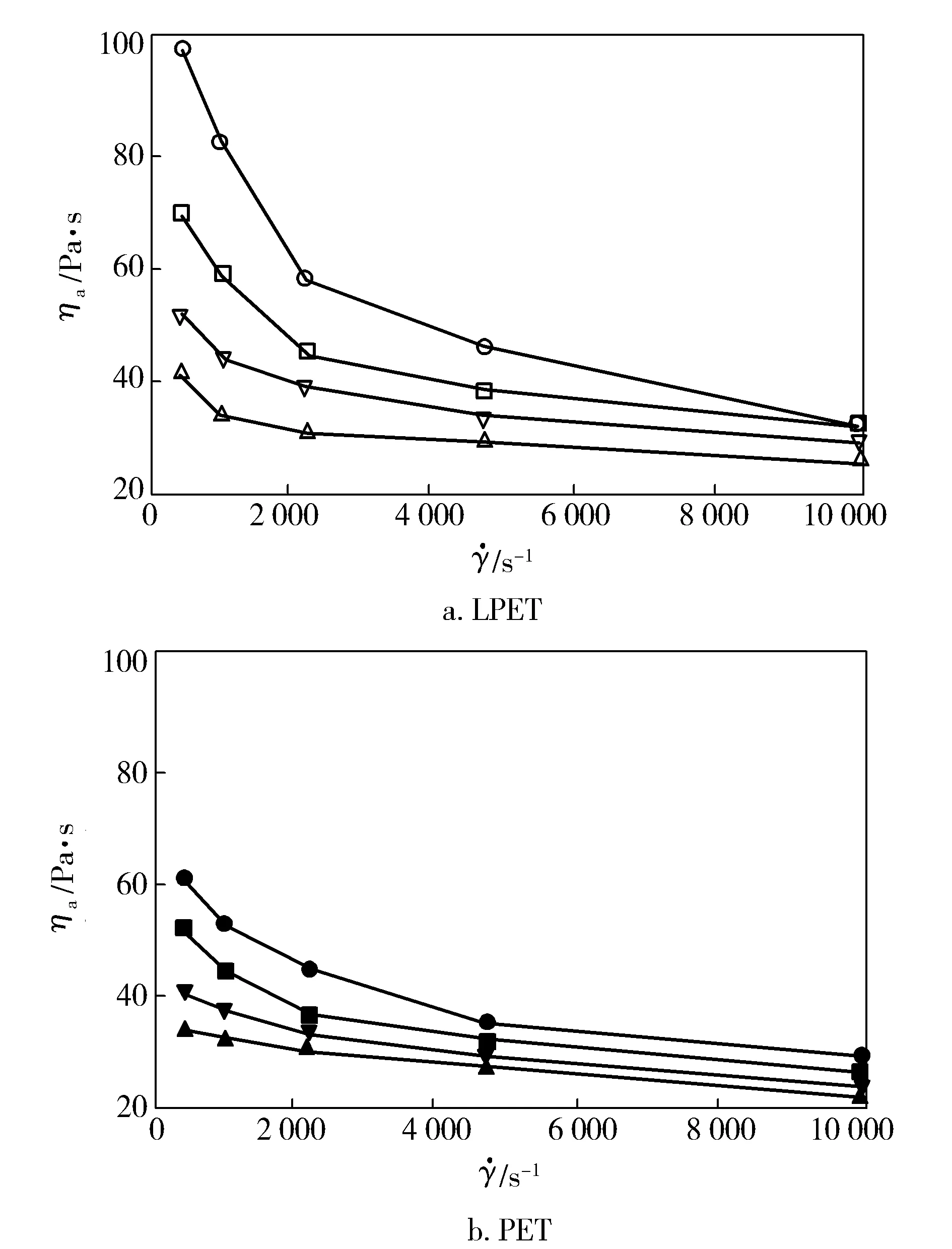
图3 LPET和PET熔体的流变曲线Fig.3 Rheological curves of LPET and PET melts○—239 ℃;□—243 ℃;▽—247 ℃;△—251 ℃●—284 ℃;■—288 ℃;▼—292 ℃;▲—296 ℃

(1)
式中:K为黏性系数。
n值越接近1,表明熔体与牛顿流体性质越相近。
∆η是熔体内部大分子链缠结情况的一种反映,且常用其作可纺性的评判指标。假塑性流体的∆η大于0,其值越大表明熔体的结构化程度越高,越不易发生改变,对应的可纺性及纺丝稳定程度也越差[4]。

(2)

表1 LPET和PET熔体的n和∆η
2.2.2熔体的黏流活化能(∆Eη)

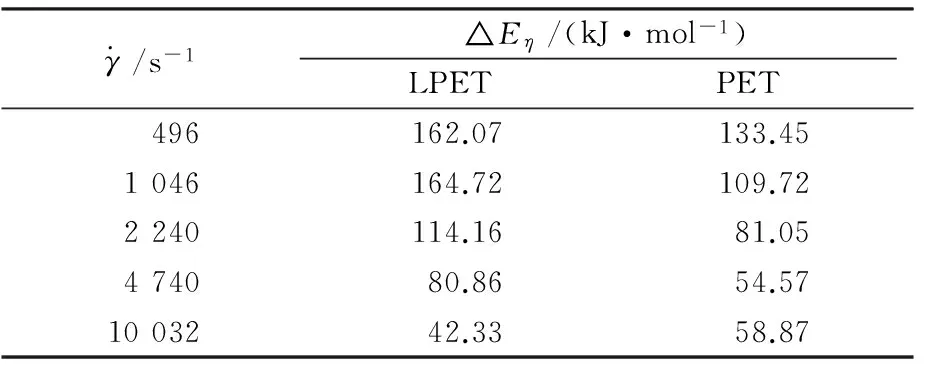
表2 LPET和PET熔体的∆Eη
(3)
式中:A为喷丝孔截面积;Dh为喷丝孔水力直径;λ为形状因子;Q为泵供量。
芯层圆形喷丝孔的形状因子(λL)可由文献获得为16[9]。皮层环形喷丝孔的形状厚度(λh)可由公式(4)[9]获得。
(4)
式中:k为外层孔径与内层孔径之比。

表3 LPET和PET熔体在喷丝孔出口处的


表4 LPET和PET熔体的理想复合温度
由表4可看出,最佳纺丝温度随着复配比的减小而升高,同时结合之前获取的两种熔体的n与∆η考虑,则在出现多个可复合纺的温度区间时,应选择温度高的区间进行复配。另外,结合螺杆和箱体降温较慢的特点,在实验过程中应先对高复配比进行试纺。
在实验中,由于两种熔体挤出前经由螺杆计量泵后都要进入纺丝箱体,所以两种熔体都会因与箱体的热交换而发生温度改变。为保证两种熔体能按照理想的温度挤出复配,所以设定箱体温度在两种熔体理想挤出温度之间,LPET的熔体温度在进入纺丝箱体前应略低于理想挤出温度,PET的熔体温度则应略高于理想挤出温度。另外,为了防止LPET切片在进料口处发生粘堵,实验中设定其进料段温度为较低的220 ℃。实验中具体的温度参数设置如表5。实验过程中,发现3种复配比例的工艺条件下纤维均可顺利成形得到预取向丝(POY),说明理论计算结果对于实际复合纺丝有很好的指导作用。
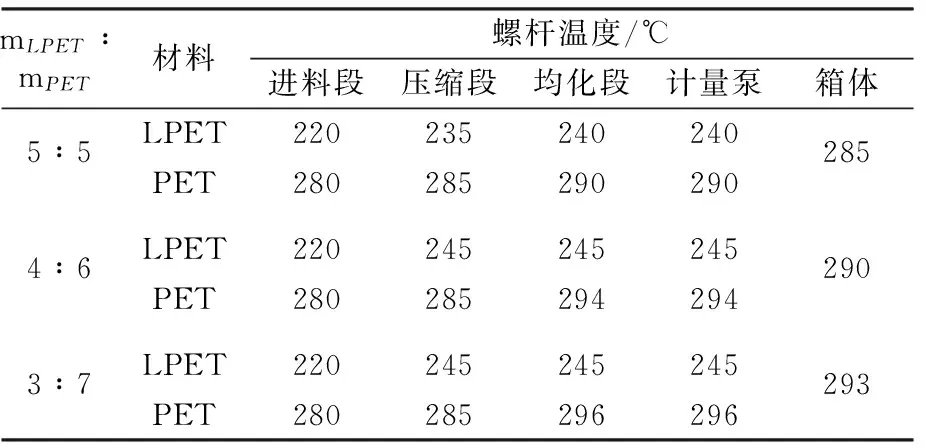
表5 LPET/PET皮芯复合纺丝工艺温度
后拉伸过程中,为避免过高温度导致纤维发生粘连,采用95 ℃进行拉伸,拉伸比为1.3~1.8,不同复配比的POY经拉伸后得到的力学性能见表6。
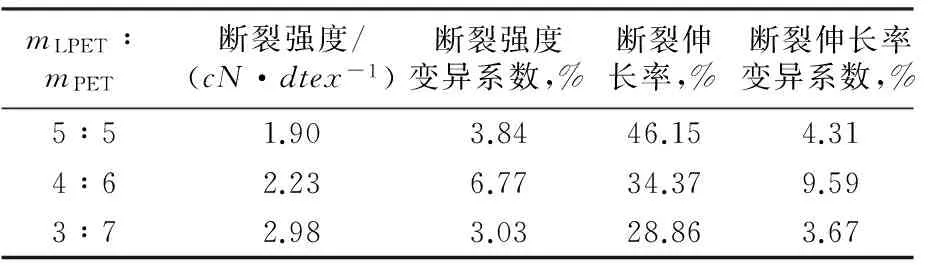
表6 LPET/PET皮芯复合纤维的力学性能
由表6可以看出,纤维断裂强度随着LPET添加比例的降低而增加,主要是因为皮层LPET的力学强度较PET低,因此LPET添加比例高的复合纤维在使用上会受到一定的限制。而mLPET:mPET为3:7的纤维力学强度可以满足纤维后道加工的要求。同时,用光学显微镜观察其LPET/PET皮芯纤维的截面及其相互之间的热熔粘结效果,可以看出纤维的皮芯结构明显,皮层分布较均匀且无破损,熔融粘结效果较好。
3 结论
a. LPET在247~251 ℃与常规纤维级PET在292~296 ℃的熔体非牛顿性和结构化程度较为相近。
c. LPET/PET皮芯复合纺丝最佳工艺条件如下:mLPET:mPET为3:7,螺杆温度进料段LPET为220 ℃、PET为280 ℃,压缩段LPET为245 ℃、PET为285 ℃,均化段温度LPET为245 ℃、PET为296 ℃,箱体温度为293 ℃,在95 ℃下进行拉伸,拉伸倍数为1.3~1.8,在此条件下制得的LPET/PET皮芯复合纤维的皮芯结构明显,皮层分布均匀完好,热熔粘结效果较好,纤维断裂强度为2.98cN/dtex,断裂伸长率为28.86%。
[1]李志勇.低熔点聚酯/PET皮芯复合纺丝工艺的探讨[J]. 纺织科学研究,2010(1): 39-43.
LiZhiyong.Discussionoflow-meltingpointpolyester/PETsheath-corecompositespinningprocess[J].TextSciRes, 2010(1):39-43.
[2]姚峰, 林生兵, 瞿中凯,等.低熔点聚酯复合纺丝研究 [J]. 合成纤维工业, 2003,26(4): 8-11.
YaoFeng,LinShengbing,QuZhongkai,etal.Studyoncompositespinningprocessforlow-meltingpointpolyester[J].ChinSynFiberInd, 2003, 26(4):8-11.
[3]TadmorZ,GogosCG.Principlesofpolymerprocessing[M].Hoboken:JohnWiley&Sons, 2013: 84-85.
[4]董纪震,赵耀明,陈雪英,等.合成纤维生产工艺学[M].上册.第二版.北京: 中国纺织出版社, 1996: 101-102.
DongJizhen.Syntheticfiberproductionprocess[M].Volume1.2nded.Beijing:ChinaTextile&ApparelPress,1996:101-102.
[5]SperlingLH.Introductiontophysicalpolymerscience[M].Hoboken:JohnWiley&Sons, 2005: 538-539.
[6]HanCD.Astudyofcoextrusioninacirculardie[J].JApplPolymSci, 1975, 19 (7): 1875-1883.
[7]SouthernJH,BallmanRL.Additionalobservationsonstratifiedbicomponentflowofpolymermeltsinatube[J].JPolymSci:PolymPhysEdit, 1975, 13 (4): 863-869.
[8]MillerC.Predictingnon-Newtonianflowbehaviorinductsofunusualcrosssection[J].IndEngChemFundam, 1972, 11 (4): 524-528.
[9]RweiSP,JueZF,ChenFL.PBT/PETconjugatedfibers:Meltspinning,fiberproperties,andthermalbonding[J].PolymEngSci, 2004, 44 (2): 331-344.
Sheath-core composite spinning process and rheologicalbehavioroflow-meltingpointcopolyester
Wang Shaobo, Wang Chaosheng, Wang Huaping
(State Key Laboratory for Modification of Chemical Fibers and Polymer Materials,College of Materials Science and Engineering, Donghua University, Shanghai 201620)

polyethylene terephthalate fiber; sheath-core composite fiber; low-melting point copolyester; rheological behavior; melt spinning; mechanical properties
2015-11-24;修改稿收到日期:2016- 06- 03。
王少博(1989—),男,博士研究生,主要研究方向为聚酯材料改性及成型加工。E-mail:wsbharry@163.com。
中央高校基本科研业务费(2232013D3-17)。
TQ342+.9
A
1001- 0041(2016)04- 0033- 05
*通讯联系人。E-mail:cswang@dhu.edu.cn。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
陶瓷学报(2021年1期)2021-04-13
上海建材(2019年1期)2019-04-25
石油石化绿色低碳(2019年6期)2019-01-14
中国塑料(2016年10期)2016-06-27
燕山大学学报(2015年4期)2015-12-25
蚕桑通报(2015年1期)2015-12-23
橡胶工业(2015年5期)2015-08-29
橡胶科技(2015年5期)2015-07-31
自动化博览(2014年8期)2014-02-28