
核电瓦坯锻件制造工艺及质量控制
2016-10-10 01:44:28赵全强
大型铸锻件 2016年5期
赵全强 白 泉
(1.太原重工股份有限公司质量部,山西030024;2.太原重工股份有限公司大型锻件研究所,山西030024)
核电瓦坯锻件制造工艺及质量控制
赵全强1白泉2
(1.太原重工股份有限公司质量部,山西030024;2.太原重工股份有限公司大型锻件研究所,山西030024)
通过对核电用瓦坯锻件的关键工艺方案及质量控制进行优化来提高瓦坯类锻件的质量,并总结出了一套较为成熟的制造工艺及过程质量控制方法。
瓦坯锻件;制造工艺;质量控制
瓦坯锻件是我公司与某公司签订用于福清核电工程3#、4#百万千瓦级二代改进型压水堆核电机组上的产品,材质为16Mn。按照核电安全分级看,属于非核级别常规岛锻件,但制造过程中严格执行核级锻件的质量保证大纲及程序文件,其技术水平也代表了低合金钢的较高水准。
1 瓦坯锻件技术指标要求
材料牌号16Mn,成品分析要求见表1。
材料力学性能要求见表2。
瓦坯锻件采用超声检测,超声波符合NBFM13008 C中A级要求。
正式开工制造前,编制锻件质量计划、锻造工艺、热处理工艺、机加工工艺等文件,提交用户进行审查、批复。
2 制定生产制造工艺
2.1材料冶炼成分控制
为能够满足表2的力学性能要求,对关键化学元素进行了内控,以确保过程控制的余度。材料的内控成分见表3。
2.2瓦坯的锻造工艺
瓦坯在45 MN水压机上锻造,用11 t钢锭锻造2件,要求锻比≥3,锻造温度控制在1 260~800℃。锻后进行正火+回火热处理,并在空气中冷却。根据大锻件锻后热处理规范,锻件进行了充分去氢处理。
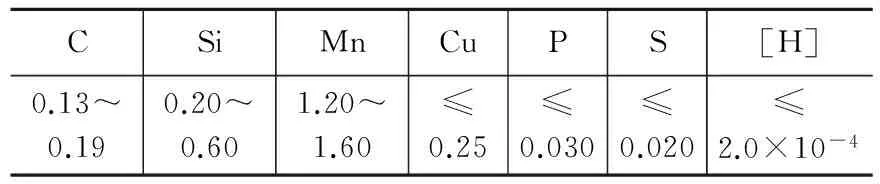
表1 成品分析要求(质量分数,%)

表2 材料的力学性能要求
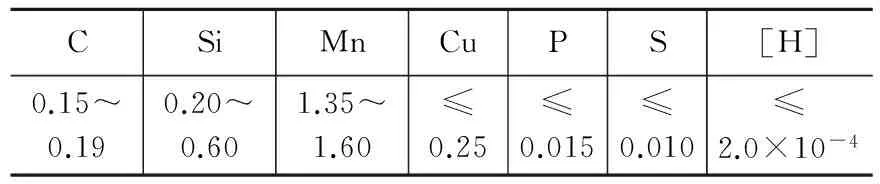
表3 材料的内控成分(质量分数,%)
制造过程中,严格按照工艺规范进行装炉、加热及锻造,做好过程检验记录及监督,包括每一火次的锻造时间、始终锻温度。锻造完成后毛坯尺寸能够满足图1要求。锻造结束后,锻件要及时运转到热处理炉进行正火+回火处理。
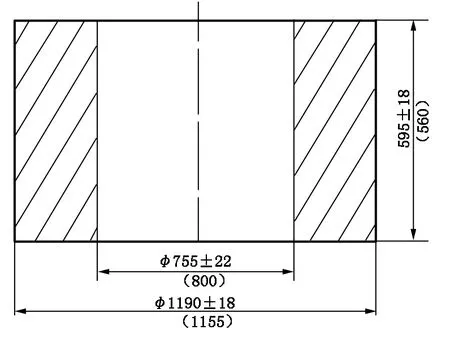
图1 瓦坯锻件毛坯图
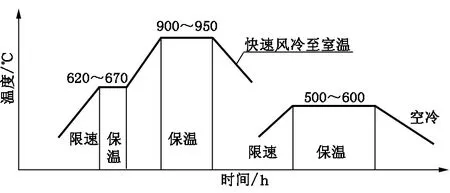
图2 热处理曲线
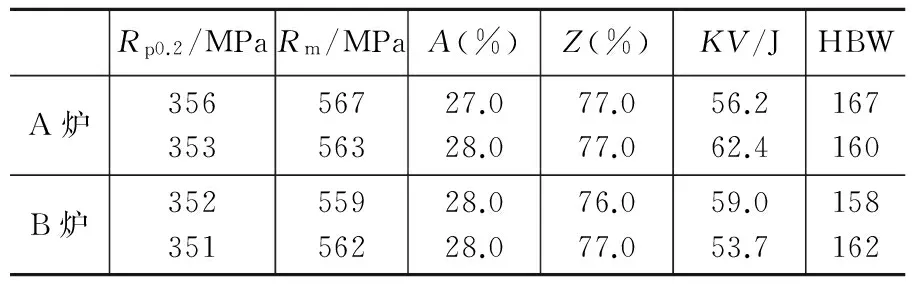
表4 瓦坯锻件力学性能检测结果
2.3性能热处理工艺
由于用户对产品的性能要求较高,经过分析、评审确定,在锻后热处理及粗加工工序完成后,对锻件进行正火+回火性能热处理,并在正火完成后对锻件进行快速冷却,以便进一步提高产品的力学性能,从而达到用户对性能的要求。热处理执行曲线见图2。
2.4检测结果
瓦坯锻件力学性能检测结果见表4。
3 制造工艺技术要点分析
3.1钢锭的冶炼与浇注技术要点
钢锭冶炼和浇注过程中,选择合适的生产工艺及浇注温度,并控制有害气体和残余元素含量,如[H]、Cu、 P、 S。
3.2锻造技术要点
瓦坯锻件为筒类锻件,成型工序较为复杂,需镦粗、拔长、冲孔、扩孔、平整。锻造过程中考虑成型、压实内部缺陷及防止晶粒粗大三个方面的问题。装料前需检查表面质量,如有缺陷应及时清理,严格控制每道次的压下量及锻造温度范围,压下量约30 mm~50 mm,锻造温度范围1 260~800℃,过程中及时清理产生的氧化皮,避免影响锻件表面尺寸。
3.3热处理技术要点
主要控制锻件正火出炉后,采取快冷方式,使锻件温度迅速冷却。
3.4质量控制要点
为确保产品质量可靠性,在工艺制定中,对钢锭化学成分、锻造、热处理等关键工艺进行识别并组织评审,并制定应急预案。在生产制造过程中做好过程的监测、记录,针对出现的异常或者不符合情况及时分析、纠正。
4 结论
通过对生产制造过程中关键工序进行严格质量控制,顺利完成了4件瓦坯锻件的生产制造,总结出了一套较为成熟的制造工艺及过程质量控制方法,为后续同类产品的制造提供了工艺、质量控制依据及制造业绩。
编辑杜青泉
Manufacturing Process and Quality Control of Nuclear Tile Billet Type Forgings
Zhao Quanqiang, Bai Quan
By optimizing the key process and the quality control of nuclear tile billet type forgings, the quality of this kind of forgings has been improved. Meanwhile, a series of better and mature manufacturing process and process quality control method has been summarized.
tile billet type forgings; manufacturing process; quality control
2016—05—16
赵全强(1983—),助理工程师,从事质量管理研究。
白泉(1983—),工程师,从事锻造及热处理工艺研究。
TG316
A
猜你喜欢
一重技术(2021年5期)2022-01-18 05:42:04
中国核电(2021年3期)2021-08-13 08:56:26
中国核电(2021年3期)2021-08-13 08:55:56
中国核电(2020年2期)2020-06-24 03:33:28
中国核电(2017年1期)2017-05-17 06:10:16
设备管理与维修(2016年7期)2016-04-23 06:51:56
大型铸锻件(2015年4期)2016-01-12 06:35:33
大型铸锻件(2015年4期)2016-01-12 06:35:10
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:33:08
