
一种适用于生产短轴锻件的锻造方法
2016-10-10 01:21张成霞张进军田志权张广森黄冬凤吴兴斌
大型铸锻件 2016年5期
张成霞 张进军 刘 垒 田志权 张广森 黄冬凤 鲁 桥 吴兴斌
(武汉重工铸锻有限责任公司,湖北430084)
一种适用于生产短轴锻件的锻造方法
张成霞张进军刘垒田志权张广森黄冬凤鲁桥吴兴斌
(武汉重工铸锻有限责任公司,湖北430084)
通过正、反面镦粗法生产短轴锻件,解决了短轴锻件长度短,法兰直径大的生产问题,降低了生产成本。
短轴锻件;正、反面镦粗法;锻造方法
我公司生产的短轴锻件为总长1 120 mm、大法兰直径达到1 830 mm的中间轴。短轴锻件尺寸见图1。此短轴锻件的大法兰直径与杆部直径比为2.3,是我公司目前生产的法兰直径与杆部直径比最大的锻件。该短轴锻件重量为11 t,钢锭最大镦粗截面尺寸不能满足大法兰直径尺寸。考虑采用两件连锻来增大钢锭重量以增大钢锭镦粗后的直径。但是通过计算后发现,采用两件连锻一次镦粗工艺的法兰锻造比达不到工艺要求,而需要两镦两拔。另外,镦粗拔长后因锻件截面太大,无法满足最小号印长度,拔长时底部容易出现凹形,冒口端容易包住钳把,造成生产困难,报废率高。通过正、反面镦粗法兰和杆部开发出一种适用于生产短轴锻件的锻造方法。
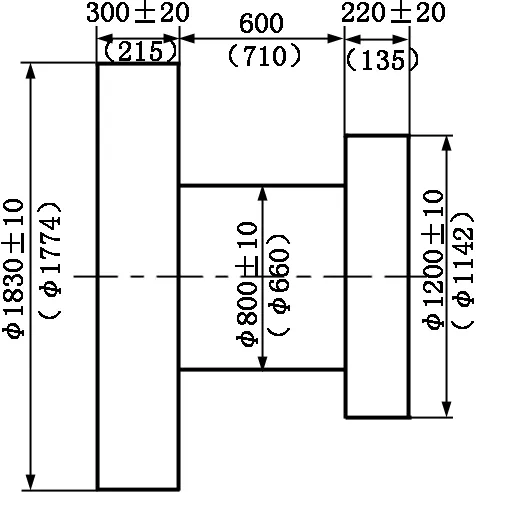
图1 短轴锻件尺寸
1 锻造难点
该产品检测要求较高,大法兰锻造比要求≥2.5。
法兰直径较大,钢锭镦粗后的截面尺寸不能满足法兰直径要求。
采用下料为台阶坯料后,台阶二不能满足小法兰的直径要求。
采用正、反面两次局部镦粗时,容易使两法兰偏心。
反面镦粗杆部时变形量较小,导致下料时台阶二的直径太小。
短轴锻件的生产过程见表1。
2 解决方法
为保证大法兰的锻造比,使锻件法兰压实、压透,对大法兰采用局部镦粗成形。为防止局部镦粗时法兰漏料,台阶二与钳把的总长应等于所用漏盘的高度,同时应防止镦粗时大法兰与台阶二出现偏心。大法兰镦粗成形时所用的漏盘必须有R50 mm~R80 mm的圆角,以避免反面镦粗时台阶二与大法兰接触的位置出现折叠。
大法兰成形后,即把锻件反过来摆放,使大法兰接触地面,在钳把上放置漏盘,镦粗台阶二。在镦粗时应注意钳把与大法兰、台阶二不能偏心,且钳把与台阶二的过渡部分应均匀一致,否则在反面镦粗的过程中极易出现台阶二与大法兰偏心。同时钳把上放置的漏盘高度应大于钳把长度与台阶二镦粗时压下量的总和。下料时台阶二的直径最多比成形尺寸小300 mm,这是因为反面镦粗时压力较小,变形量小,若台阶二直径太小则不易镦粗至理想的尺寸范围。
3 结论
正、反面镦粗的方法适用于生产任何一种短轴锻件,解决了短轴锻件长度短、法兰直径大的生产问题。另外,即使在产品没有合适的工装使用的情况下也可使用该方法,将杆部直径镦粗,而不需要制造专门的工装,降低了企业的生产成本。
编辑杜敏
A Forging Method for Minor Axis Forgings
Zhang Chengxia, Zhang Jinjun, Liu Lei, Tian Zhiquan,Zhang Guangsen, Huang Dongfeng, Lu Qiao, Wu Xingbin
By manufacturing the minor axis forgings with obverse and reverse upsetting methods, the production issue for minor axis forgings with short length and large diameter flange has been resolved, so as to reduce the production cost.
minor axis forging; obverse and reverse upsetting method; forging method
2015—12—24
张成霞(1980—)女,工程师,从事锻造专业工作。
TG316.1+1
B
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
一重技术(2021年5期)2022-01-18
宝钢技术(2021年2期)2021-05-10
大型铸锻件(2021年3期)2021-04-30
山西冶金(2020年4期)2020-09-17
大型铸锻件(2020年5期)2020-09-15
世界有色金属(2019年7期)2019-06-11
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
中国新技术新产品(2017年22期)2017-10-30
