
基于三坐标测量的技术分析
——世界技能竞赛零件制造误差产生的原因
2016-09-16 08:27广东省机械高级技工学校陈建立
电子世界 2016年12期
广东省机械高级技工学校 陈建立
基于三坐标测量的技术分析
——世界技能竞赛零件制造误差产生的原因
广东省机械高级技工学校陈建立
本文以在世界技能大赛零件中圆的尺寸为例,以一个质量监控人员的角度,分析三坐标测量的结果,与手工测量的结果产生差异的原因,并在测量的角度出发,制定出制造的解决方案。
世界技能大赛;三坐标测量;手工测量;世赛检测标准;误差分析
0 引言
在2015年之前,中国参加数届世界技能大赛,从未获得金牌,本文讲述在2015年世界技能大赛数控铣项目,中国专家、教练团队在夺金的路上,通过理解三坐标测量的原理后,攻克一个非常重要的技术难点,最终以史无前例的高分获得了中国历史以来的首枚金牌。
世界技能大赛(以下简称“世赛”)是由世界技能组织举办的国际技能界的顶尖赛事,现有63个国家和地区成员,竞赛项目共分为结构与建筑技术、创意艺术和时尚、信息与通信技术、制造与工程技术、社会与个人服务、运输与物流6个大类共计46个竞赛项目。每个项目,一个国家只可选派一名选手参加,每两年举办一届,是世界各国和地区技能展示交流的平台,被称为“技能界的奥林匹克”。
世赛数控项目和国内的全国数控比赛相比,在评判方式上,改变了以往主观性较强,注重结果的方式。比赛不再过度追求加工的难度,而是更加注重加工精度。世赛数控项目主要通过三坐标测量机等高精度检测仪器对工件进行客观检测,提高检测结果的公信度,保证了比赛的公正性。中国首次参赛是在2011年派代表团参加第41届世赛,经过第42、43两届参赛对世赛规则的摸索,以及在世界技能大赛的官方金牌赞助商海克斯康公司的技术支持,中航工业中国空空导弹研究院技术专家的帮助下,2015年,我校张志坤同学,代表中国参加第44届世界技能大赛数控铣工项目获得金牌,成为中国参加世界技能大赛以来的首枚金牌。
世赛数控铣项目,比赛的内容分三个模块,分别加工一个铝件两个钢件,选手从拿到图纸开始计时,在规定的时间内完成零件的加工制造。每个尺寸配有相应的分数,超差的尺寸则扣除相应的分数,工件完整性、表面粗糙度以及更换毛坯或其他违反安全文明规范也都配有一定的分数。
1 问题的提出
技能竞赛的名次是依据选手比赛的分数由高到低进行排序,决定选手名次高低的是工件完成的质量。一个工件满分为100分,经过了两届的比赛,第41届数控铣冠军尺寸得分率为95%,第42届数控铣冠军尺寸得分率为97%,专家、教练团队充分地认识到,如果这一届要想获得冠军,尺寸得分率必须为100%,而在训练中,总是会有尺寸超差。现就以2013年在德国莱比锡举行的第42届世赛数控铣工题目位置F11处直径尺寸()为例,零件工程图如图1所示。
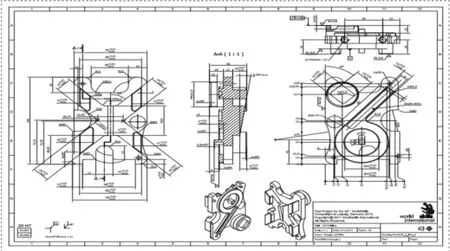
图1 零件工程图
分析图纸,工件有且只有一处基准,如图1所示B10处。故将此处基准A作为基准投影面,然后建立坐标系。在不改变加工设备、测量设备等可控制的条件下,在机床上检测结果如表1所示。
通过请专业的校准机构校验了量具与三坐标测量机,发现手工测量的尺寸,与三坐标测量机测量的尺寸,还是存在差异。因此必须找到产生差异的原因,否则将与金牌无缘。

表1 检测结果
测量一个圆的直径,作为一个测量人员来说,应该是非常简单的,但是要分析解决以上出现尺寸不稳定的问题,要求我们必须理解三坐标测量的原理。
2 问题的分析
2.1世赛三坐标检测标准
依据世赛三坐标检测标准,零件是一个整体,局部尺寸与坐标系、基准面有关,故在选择尺寸测量方法时均是选用二维的元素,如“线”。
2.2世界技能竞赛(数控铣项目)的规则与零件制造要点
2.2.1加工制造时间短
从拿到图纸,有三个小时的画图、编辑加工轨迹的时间,然后只有四个小时的时间加工制造,时间到了,无论有没有加工完整,都必须停止加工。
2.2.2单件生产
虽然在规则上允许更换毛坯,但是要扣除较多的分数,那相当于自己放弃金牌,所以必须首件就是成品。
2.2.3高精度尺寸多
一般零件上高精度尺寸一般是15%-20%,而我们竞赛的零件,高精度尺寸一般都是要达到60%-70%。
2.2.4装夹次数多
一般除了正面、反面需要装夹加工外,侧面还需要装夹加工,另外由于一些特定要素的加工,一个零件加工完成,至少要装夹5次以上。
2.2.5切削加工余量大
零件在加工之前的重量是1.3千克,加工完成后的重量是0.6千克,金属切除部分超过50%。
2.2.6加工制造所用装备世界顶级。
中国是制造大国,为了能够在此次技能竞赛中显示中国制造业的实力,不惜使用世界顶级量具、刀具等。
2.3误差产生的主要原因
2.3.1基准投影面的问题
在加工基准面A后,反面装夹加工圆柱时,会产生平行度误差,也即是基准的投影面发生倾斜的情况。如图2所示。

图2 基准投影面发生倾斜图

图3 基准面发生变形图
2.3.2变形的问题
由于切削力、夹紧力、内应力的原因,会导致基准面以及被测元素变形。如图3所示。
3 通过理解三坐标测量原理,解决圆的尺寸不稳定的方案
3.1减小平行度误差
由于加工的时间有限,直到赛前是不知道图纸形状的,所以不能制作专用的夹具来装夹工件,以前我们是采用精密虎钳配合平行等高垫块来装夹。现改进为使用软钳口来代替平行等高垫块。在分析图纸后,在软钳口上加工出相应的装夹高度及形状,减少使用平行等高垫块的误差。
3.2尽量减小工件变形
工件的变形主要由两部分因素产生。
(1)首先是夹紧力,可采用定位原件来限制工件的自由度,来减少夹紧力过大,另外在加工时,使用“四刀”完成一个尺寸,即是粗加工——首次半精加工——再次半精加工——精加工。在首次半精加工后,释放虎钳的夹紧力,重新使用稍小的力装夹,从而达到减小夹紧力引起的变形。
(2)其次是最关键且最容易让大家所忽视的内应力变形。当一个零件被加工成如图1所示的零件时,内部材料切除50%以上,产生内应力是必然的。在赛场的环境下,没有设备消除内应力,更不可能通过时效处理来消除内应力,所以我们只能采用“敲打法”,整个零件正反面粗加工后,拆下在准备好的木板上“敲打”,使工件连续抖动,从而达到减小内应力引起的变形。
4 总结
要分析三坐标测量的结果与手工测量为什么会存在差异,必须掌握三坐标测量计算的原理,在世赛检测标准下,大部分只能使用二维元素圆来评价,而二维元素基准投影面有关,另外,如果零件元素发生变形,基准平面又发生变形,那么,测量出来的结果肯定与我们手工测量的结果会差异比较大。
在找到产生差异的原因后,再使用软钳口代替平行等高垫块来减小平行度误差,以及使用定位原件来限制工件的自由度,来减少夹紧力和使用“敲打法”来减小内应力引起的变形。
5 结束语
看似是很简单的一个问题,但是却圆了中国参加世界技能大赛这么多年以来的金牌梦,并且是在制造业的项目中拔得头筹,勇夺中国首金。工业4.0的时代已悄然来临,中国制造2025的号角也已经吹响,世界技能竞赛中国也夺下金牌,依据中国人力资源和社会保障部汤涛部长的指示,要将职业技能竞赛打造成第二个奥林匹克,也要像体育竞赛一样普及全国,并要申报承办2021年世界技能竞赛,届时全球63个国家和地区的技能精英将齐聚中国大地,那将会是职业教育、职业竞技的另一个春天!
[1]2012几何量测量技术应用论文集[C].海克斯康测量技术(青岛)有限公司.
[2]PC-DMIS参考手册[S].海克斯康测量技术(青岛)有限公司.
[3]官方论坛在线研讨会[C].海克斯康测量技术(青岛)有限公司.
[4]世界技能竞赛评分标准[S].世界技能竞赛中国研究中心.
猜你喜欢
职业(2020年10期)2020-12-29
职业·下旬(2019年8期)2019-10-21
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2018年12期)2018-12-23
职业·下旬(2018年4期)2018-06-21
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
职业(2017年1期)2017-01-24
现代工业经济和信息化(2016年12期)2016-05-17
现代工业经济和信息化(2016年3期)2016-05-17
