
可靠性工程之方法因素分析与控制(下)*
2016-09-14 01:28张根保冯旭克
制造技术与机床 2016年6期
张根保 冯旭克
(重庆大学机械工程学院,重庆 400044)
可靠性工程之方法因素分析与控制(下)*
张根保 冯旭克
(重庆大学机械工程学院,重庆 400044)

张根保:重庆大学教授,机械制造专业博士生导师,机械设计制造研究所所长。
机床的工作方法存在于机床产品的设计、加工、采购、装配和试验等各个环节中,为了保证方法应用的科学合理性,进而保证机床的质量和可靠性,必须对工作方法加以控制。在《可靠性工程之方法因素分析与控制(上)》的基础上,较详细地阐述了机床方法因素控制的各个关键点,旨在更好地保证机床产品的质量和可靠性。
机床;方法;可靠性;质量控制
1 引言
工作方法是影响机床产品质量和可靠性的重要因素,这些因素主要包括以下几个方面:精度、精度稳定性、精度寿命、可靠性、安全性、经济性、外观质量等。随着科学技术的发展,工作方法在制定和应用中也在不断改进,对机床的质量和可靠性的影响也更加凸显。机床设计制造中的工作方法种类繁多,存在于机床设计制造的各个环节。因此,在可靠性工程中对工作方法因素的控制必须分析机床制造各个环节的质量控制关键点,从而保证方法的科学合理性,以保证机床产品的质量和可靠性。
2 机床工作方法控制关键点
在上一篇文章《可靠性工程之方法因素分析与控制(上)》中,我们讨论了工作方法的相关概念、分类以及工作方法对机床产品可靠性的影响,本节主要讨论工作方法控制的相关内容。
考虑到可靠性与产品寿命周期各个阶段都有密切的关系,因此,工作方法控制体系应该是以质量管理体系为基础,以机床制造过程中的设计、加工、采购、装配、试验和管理控制为手段,以提高产品可靠性为目标建立的控制体系。质量管理体系是在质量方面指挥和控制组织的管理体系[1],而工作方法控制则是在工作方法方面指挥和控制产品的质量和可靠性。建立工作方法控制关键点的目的是为了保证工作方法的系统性、完整性、科学性和合理性,以及方法执行的严肃性和严格性。为此,必须从整个机床制造过程的各个阶段入手,采取一系列的工作方法控制措施。
工作方法控制中,首先要保证所制定方法的系统性和完整性,要从整体出发分析产品寿命周期中涉及到可靠性的各种方法,确保不缺失必要的方法,应该包括设计方面、加工方面、采购方面、装配调试方面的各种可靠性方法、各种可靠性试验方法、可靠性管理方面的各种方法等,所以对工作方法进行控制实际上就是要对机床制造的设计、加工、装配、采购、试验以及管理的各种可靠性方法通过有效手段进行有效控制。其次要确保所制定方法的科学性和合理性,在制定方法时要进行各种必要的试验,根据试验结果确定方法中的各种技术参数。例如,要制定加工工艺参数,就必须进行工艺试验;要评价可靠性设计的结果,需要进行相关的分析、仿真和试验验证;要确定工时定额,需要现场测定各工步所需要的工作时间;要评价外购件的可靠性,需要开展相关实验,根据试验结果确定外购件评价参数等。
因此,对机床制造企业工作方法进行控制应设置相应的控制关键点,本文依照机床制造过程中的设计、加工、采购、装配、试验和管理各环节确定方法的控制关键点,如图1所示。
2.1 设计和开发控制
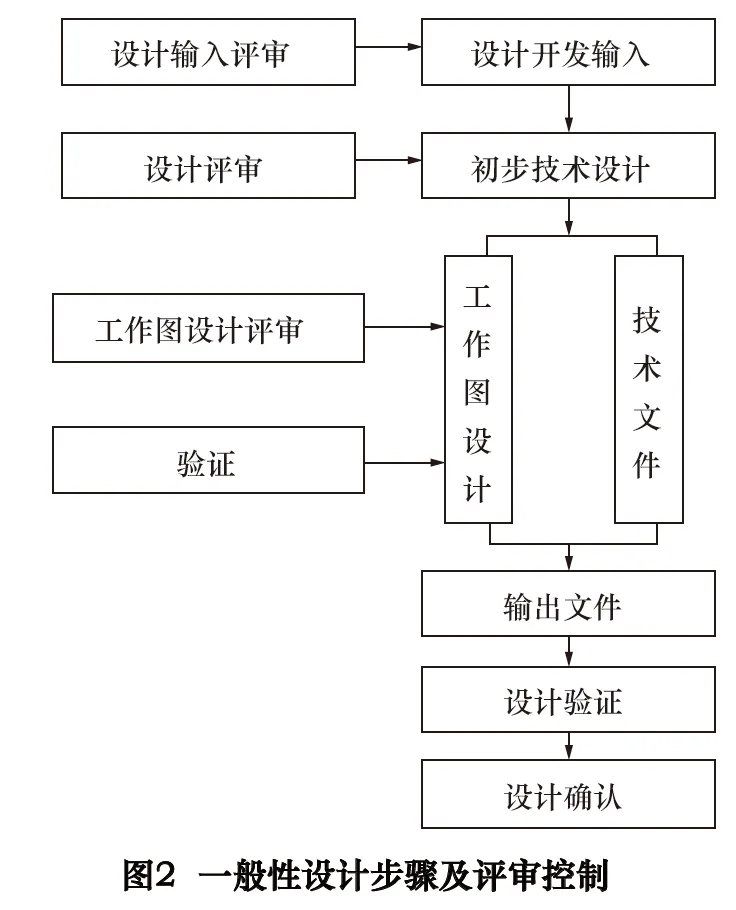
在机床产品的设计开发过程中,工作方法的应用是一项十分重要的工作。机床的设计方法是否得当,设计流程管理是否完整、科学和严格,将直接影响到机床的使用性能、可靠性及制造成本。而当前阶段机床的设计开发主要以类比法为主,按照各种技术方法进行设计,同时以设计流程管理辅助机床设计的顺利进行。通过各种设计方法而确定的机床设计方案一般有以下几个特点:加工精度高,可靠性高,环境适应性强,成本低,稳定性好,生产效率高,可维护性好,自动化智能化程度高等[2-3]。这就需要对整个设计工作进行有效控制。控制的关键就在于对每个阶段的设计成果进行评审和验证,也就是对设计开发阶段所产生的结果的一个优劣性评价,机床设计开发阶段的一般设计步骤如图2所示。

典型实例说明:某机床制造企业的工作图及设计输出评审[4-5]。
根据本企业的工作图及设计输出方法,选择合适的评审点,并采取会议评审的方式进行可靠性评审。会议评审由总师办组织,总工程师主持。参加评审的人员包括被评审设计方案的设计人员、质量管理人员、销售人员、采购人员、维修人员、用户代表等,参加评审的人员应该具备审查设计工作的经验及提出问题和建议的能力。
首先确定评审对象是全部图样及设计文件,进而细化评审对象的可靠性评审内容。该企业此阶段的评审内容有:技术设计可靠性评审意见及建议的处理情况;产品图样及设计文件的正确性、完整性,是否符合标准的规定;产品包装、储存、搬运、储存期限的正确性、合理与完善,是否符合可靠性标准规定;操作指示是否符合可靠性标准规定;产品的标准化程度;产品安全性、可靠性和环境的相容性;工序能力满足设计要求和程度;使用说明书的正确与完善(是否包括了必需的可靠性内容),是否符合标准规定。
通过此评审来验证技术文件及工作图设计在可靠性方面的优劣,比如工作图是否由于没有考虑可靠性而需要修改;针对顾客的可靠性要求,质量方针和目标是否正在实现,是否需要更新;对设计方案在可靠性方面的改进建议以及相关改进措施的探讨等。
由此可知,在机床的设计和开发阶段,主要通过在各个阶段的设置关键评审点来控制可靠性设计的顺利进行。设计评审是在产品设计和开发不同阶段对产品的设计方案、结构性能、工艺性、可靠性、技术经济指标等方面进行全面、系统的检查,评价设计和开发的结果满足可靠性要求的能力,发现设计阶段中存在的潜在故障并提出必要的改进措施,其控制点一般包括设计输入的可靠性评审、初步设计的可靠性评审、工作图及设计输出的可靠性评审、最终设计的可靠性评审和工艺方案的可靠性评审等,最后由企业的研究所或技术处确定各个环节的可靠性评审内容,报总工程师批准执行,最终以设计可靠性评审报告的形式确定机床设计每个阶段可靠性工作的正确性、合理性与完整性,可靠性评审报告的格式如表1所示。
2.2 生产过程控制
本文中,机床的生产过程指的是机床的加工和装配阶段。在《可靠性工程之方法因素分析与控制(上)》的方法分类中可看出,加工和装配阶段面向可靠性的技术类方法包括相应的工艺、工装夹具设计和专用量具设计;而管理类方法一般则是加工、装配等文件通用的管理方法。为确保生产过程可靠性方法应用的正确性、合理性和执行的严格性,保障机床的质量和可靠性,需要对过程进行以可靠性为目的的控制以检验方法应用的优劣。通常是通过工艺路线和工艺规程进行整体安排,并对每道过程进行可靠性检验,另外对关键工序过程还应该采取建立过程质量或可靠性控制点的方法进行控制[6]。质量或可靠性控制点的建点原则:产品质量特性(包括可靠性)重要度分级确定为关键项目或关键部位;工艺上有特殊要求,对下道工序加工或装配可靠性有重大影响的项目;内部质量或可靠性信息反馈中质量不稳定、问题多的项目或可靠性薄弱环节。
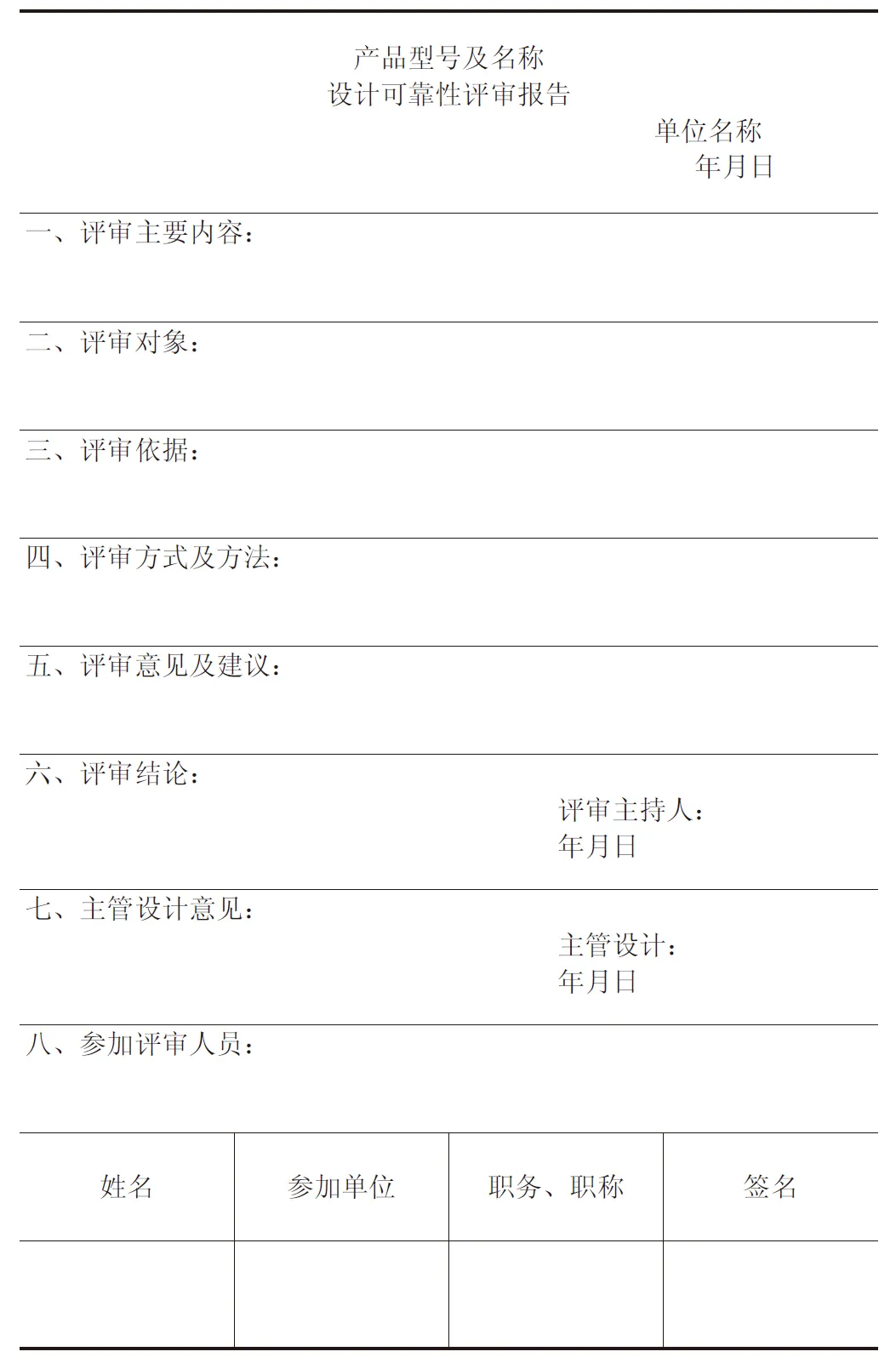
表1 机床设计可靠性评审执行格式
图3是某机床制造企业某型号机床床身的加工工艺过程流程图。对机床来说,机床导轨的加工质量将影响整个机床的加工精度(当然也包括可靠性),所以建立精磨导轨为质控点,控制要素为导轨面的平行度、平面度,导轨面之间在垂直平面内相互间的平行度为0.038/1000,具体操作是工作人员通过测量工具桥板和水平仪检验加工件是否合格,以此检验加工方法的合理性。

滚珠丝杠是数控机床的重要功能部件,其装配质量是直接影响机床运动精度、性能和可靠性的重要因素之一[7]。其主要的装配精度为床身导轨与丝杠旋转轴心的平行度,控制关键点为支撑滚珠丝杠的电机座和轴承座的位置,另外一项是滚珠丝杠螺母轴心线与电机座孔和轴承座孔轴心线的同轴度[8-10]。图4是某企业数控车床系列的滚珠丝杠部装工序检验点的设定。

从图4可以看出,由于对可靠性的影响很大,企业将丝杠的装配设定为重中之重的装配控制工序,每个工序都为装配质控点。通过设定质控要求,通过检验测量等手段来衡量其装配方法的正确合理性。比如滚珠丝杠的径向、轴向窜动质控要求:滚珠丝杠丝圈及螺钉须紧固到位;在装配滚珠丝杠的电机端测量径向跳动,要求径向跳动<0.01 mm;在电机端的中心孔上嵌入一个钢球测量轴向窜动,要求轴向窜动<0.05 mm。通过此要求的工序质量才可进入下一道工序,可保证丝杠的装配质量,降低机床丝杠部件的故障率,在一定程度上保证了机床的质量,提高了机床的可靠性。
2.3 采购控制
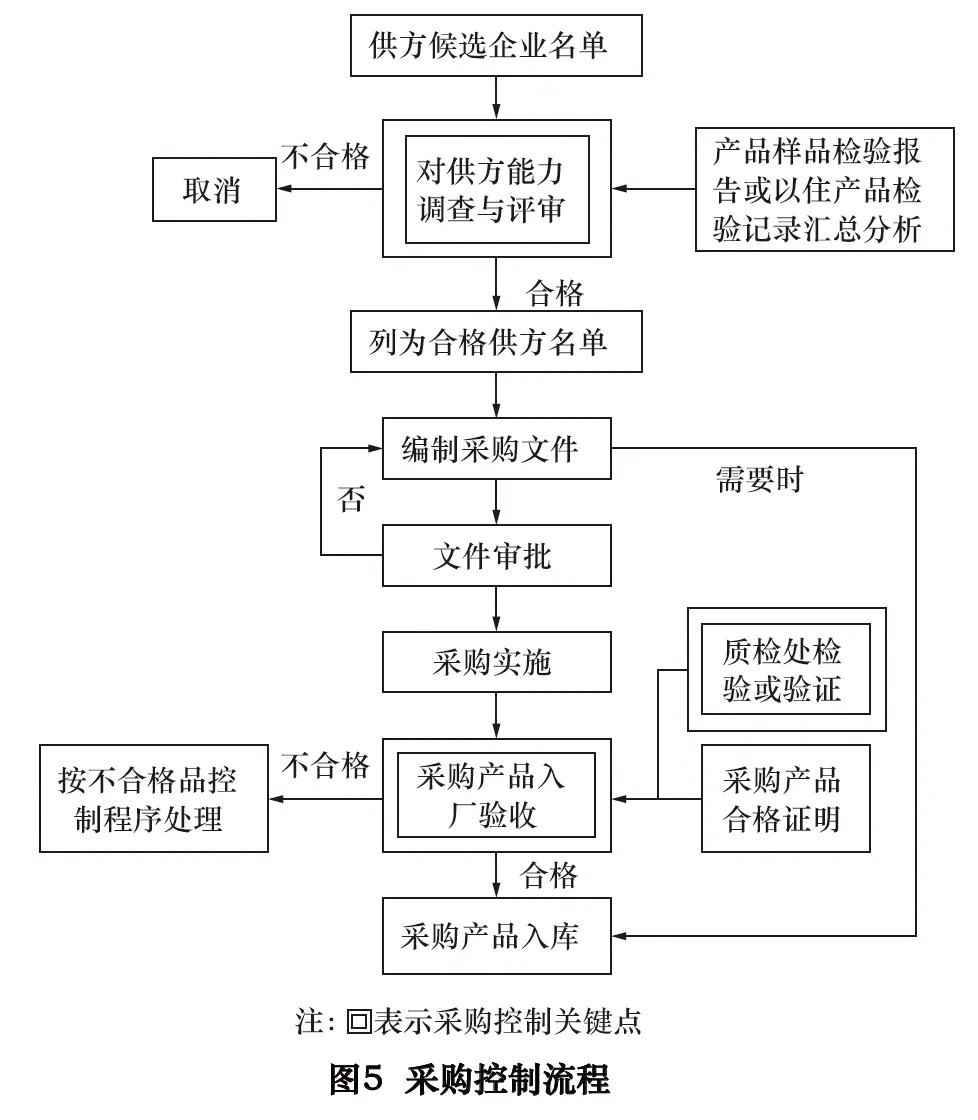
对机床制造企业来说,采购质量管理的控制环节主要有采购产品的分类(关键外购件、重要外购件和一般外购件)、供方的评定和选择、采购信息(采购合同、技术协议以及质量协议等)、采购产品的验证和采购产品的贮存、保管、发放(先进先出的原则)等。采购的可靠性控制策略是基于对外购件产品及市场分析的基础之上,从物料成本分析、物料价格分析、供应商分析质量保证能力等方面加强对采购的控制,其控制过程依照“事前规划、事中控制、事后分析”的原则进行,对采购过程的控制如图5所示。重点是要加强供应商的质量保障能力调查与评审和外购件入厂的可靠性验收工作,从而确保外购件的质量符合要求。
供应商的能力调查与评审本着“质优、就近、价格合理”的原则,选择生产管理好、质量高、可靠性好、信誉好的供应商[11],也可督促供应商提高其供货能力和相关配套服务能力。另外对于影响可靠性的关键外购件和重要外购件,还需加强对外购件的质量考核,促使其推动质量改进,提高产品可靠性,确保供方产品的质量符合使用要求。外购件进厂后,采购部门配合,由质检处进行检验或验证,依据外购件的质量和可靠性指标确定可靠性验收方法,实施可靠性验收试验并进行可靠性试验数据的分析,经检验合格后方能入库。确保了外购件满足质量和可靠性要求,保证外购件的质量和可靠性达到总体设计的要求。
2.4 试验控制
机床的试验控制实际就是针对每种试验项目的过程控制,以检验试验方法的优劣。通过试验可确定机床的各种质量和可靠性指标是否合理。按照机床制造阶段,机床的试验控制可分为进货试验控制、过程试验控制和最终试验控制。
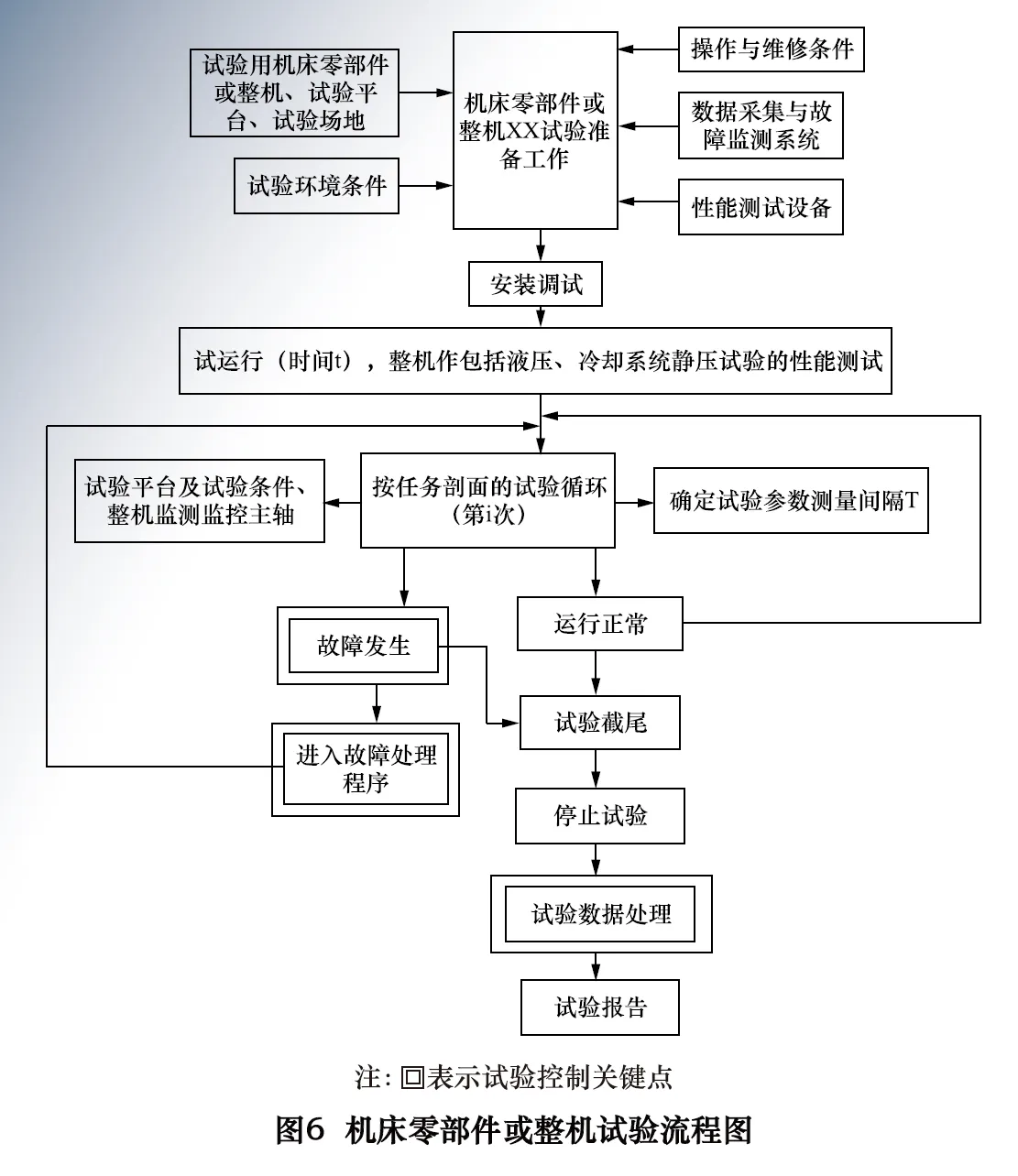
进货试验控制和上一节的采购控制中的外购件验收过程控制类似,采购部门按要求取样,试验员对取样进行监控和指导。然后根据企业的外购件试验标准,将样品送理化试验室进行具体的试验。最后,试验员根据理化试验报告、采购部门提供的质量证明及试验结果做出是否合格的结论。合格后,实验员在报验单上签名或盖章,做好试验记录,库房方可接收入库,经过试验不合格的产品应隔离和标识,待作处理。机床的过程试验和最终试验控制过程大致也类似于进货试验控制。图6是机床零部件或整机的可靠性试验控制流程图,可靠性试验控制的关键就是故障的处理和试验数据的处理。某卧式加工中心整机可靠性试验控制方案依照图6的流程进行,整机的可靠性试验要求即为机床的可靠性试验控制内容。通过试验获得机床的可靠性试验参数后,接下来即为数据分析控制、不合格品的控制以及纠正和预防措施控制[12-14]。对机床的可靠性试验数据进行收集、处理和分析后,合格品即投入使用。不合格品要通过识别、隔离标识、评审、处置和标识、重新试验以及记录对其进行有效控制。在对不合格品进行控制的过程是,离不开对故障的纠正和预防改正措施的控制,如该机床试验过程中的非切削试验中的托盘交换架故障,系统报警显示托盘不在交换位置,主要是由于托盘进行交换到位时,托盘摆动幅度较大,超出旋转到位感应开关的感应范围,系统感应不到信号,致使无法完成交换。改进措施:调整齿轮轴、齿条之间的间隙,控制在0.03~0.05 mm内,二装配车间负责。在保证托盘回转行程位置的前提下,重新调整液压阻尼器的位置,在刚性挡块定位的情况下液压阻尼器伸缩距离还有0.5~1.5 mm,二装配车间负责。在托盘有负荷的的条件下,调节接近开关的位置,使其能感应正常,二装配车间负责。通过对整机的可靠性试验,及时发现了加工中心设计、制造、装配中的可靠性薄弱环节,通过相关纠正措施,降低了机床的故障率,保证了机床的质量和可靠性。
2.5 管理规范控制
对管理规范的进行控制就是对可靠性管理规范的完整性、科学性和执行的严格性进行有效控制。

表2 部分管理标准汇编目录
完整的可靠性管理规范应该涵盖影响可靠性的制造的各个阶段,才能有效的保证产品可靠性。在《可靠性工程之方法因素分析与控制(上)》对工作方法的分类中不难看出,要想保证工作方法的完整性,其方法就需要涵盖机床制造影响可靠性的每一个环节。比如管理类方法包括了机床的设计、加工、装配、采购和试验各个阶段的可靠性工作内容和方法,也有适用于整个机床制造过程可靠性的管理总则。物资采购流程管理中包含了物资供应计划管理、物资订货采购管理、物资订货合同管理、物资可靠性验收及入库管理、物资质量的库存管理、物资发放管理、外购件可靠性检验规定、外协件可靠性管理规定等方法,这些方法涉及了机床物资采购阶段的各个过程,有效的保证了机床物资采购阶段可靠性管理方法的完整性,其他阶段亦是如此。如表2所示,是某企业的部分管理标准汇编目录,此管理标准汇编只是简单的把本企业的管理方法放到一起,没有进行汇总分类,查阅不方便,也体现不出管理方法的完整性。
机床产品的种类繁多,可靠性管理规范应该根据不同的生产实践制定,不能统一而论。对于一般机床制造企业来说,首先通过相关国家管理标准、行业标准以及类似产品的管理标准为参考,初步制定出本企业的可靠性相关管理规范,通过实践和企业管理标准更改规定来有效控制企业可靠性管理方法更加合理、科学。首先各职能部门发现现用的可靠性管理规范不适应当前和今后可靠性管理的有效性或存在缺陷时,应提出修改和更改意向:修改可靠性管理规范时,应提出草案报企业规划部,必要时征得公司主管领导同意,方可修改;部分内容更改由职能部门主管指定更改委托人,填写“管理文件更改通知单”,在企业规划部和质量部分审核并经公司主管领导批准后,由委托人到有关部门进行更改。更改单必须填写清楚更改的章、条、款,在对应条款填明更改后的内容。通过“制定—实践—更改—实践”的良性循环,即可有效保证可靠性管理规范的科学性。
对可靠性管理规范执行严格性的控制主要是通过制定每种管理规范的考核和奖惩制度的方式进行,可有助于建立企业正常生产秩序,确保产品质量和可靠性、安全生产、降低消耗、提高效益。对于机床制造企业来说,一般通过成立考核主管部门,成立考核检查组,主要由技术处、质量部及各车间有关人员组成,对各种可靠性管理规范进行定期或不定期检查,作为考核奖惩依据。比如某企业的文明生产管理细则中,明确规定了文明生产的检查细则和奖惩办法。公司文明生产领导小组每月定期或不定期对公司各部门进行正式检查,车间文明生产小组每周自检一次,生产处检查车间文明生产。公司文明生产领导小组对文明生产成绩特别突出的部门有权加分,车间加分0.5—2分,处室每月加分0.5—1分;对未达到合格标准的部门,经督促整改不力的有权扣分,扣分为1—2分;各部门对未达到文明生产标准的班组和个人,限期内未整改的,由部门扣除组长及个人当月工资5—20元等。例:车间现场文明生产考核结果,查外协办位于数控二车间的主轴暂放区卫生差,清理不彻底(数次要求整改,虽已整改但又反复),扣外协办0.5分;数控一车间查自制光机装配区虽设有垃圾临时放置箱,但工作过程中产生的杂物仍随地乱扔。已责令当场整改,对数控一车间提出批评。经过这些措施,保障了管理制度的严格执行,提高了产品的质量和可靠性。
3 结语
方法因素控制关键点是机床可靠性工程方法分析与控制的主要内容,本文解决的是如何合理运用各种技术和管理方法保证机床制造的质量和可靠性这一问题。工作方法存在于机床制造的全过程,在实际生产过程中必须在明确方法因素是如何影响机床质量和可靠性的基础上,从设计、加工、采购、装配、试验和管理等各个环节建立健全、统一的方法管理制度,搞好质量和可靠性控制工作,确保可靠性技术和管理方法的合理应用,严格的执行。随着技术的进步,工作方法管理也要做到与时俱进,优化机床制造的工作方法,从而保证机床的质量和可靠性全部满足设计要求。
[1]万军.制造质量控制方法与应用[M].北京:机械工业出版社, 2011.
[2] 曹亚光.三轴联动数控电火花成型加工机设计研究[D].扬州:扬州大学,2010.
[3] 谢红.五杆五环并联运动机床开发设计及关键技术研究[D].上海:同济大学, 2007.
[4] 宝鸡机床集团有限公司.Q/BJ.B.730.08-2010,设计和开发控制程序[S].宝鸡:宝鸡机床集团有限公司,2010.
[5] 宝鸡机床集团有限公司.Q/BJ.B.560.04-2010,管理标准评审程序[S].宝鸡:宝鸡机床集团有限公司,2010.
[6] 宝鸡机床集团有限公司.Q/BJ.B.751.10-2010,生产和服务提供控制程序[S].宝鸡:宝鸡机床集团有限公司,2010.
[7] 杨济森.高精度数控机床滚珠丝杠的装配与调整[J].组合机床与自动化加工技术,2011(5):102-104.
[8] 牛世清.数控机床滚珠丝杠装配工艺的改进[J].组合机床与自动化加工技术,1989(6):33-35.
[9] 李善术.数控机床及其应用[M].北京:机械工业出版社,1998.
[10] 黄祖尧.精密高速滚珠丝杠副的最新发展及其应用[J].航空制造技术,2004(4):36-40.
[11] 宝鸡机床集团有限公司.Q/BJ.B.740.09-2010,采购控制程序[S].宝鸡:宝鸡机床集团有限公司,2010.
[12] 宝鸡机床集团有限公司.Q/BJ.B.840.19-2010,数据分析控制程序[S].宝鸡:宝鸡机床集团有限公司,2010.
[13] 宝鸡机床集团有限公司.Q/BJ.B.830.18-2010,不合格品控制程序[S].宝鸡:宝鸡机床集团有限公司,2010.
[14] 宝鸡机床集团有限公司.Q/BJ.B.852.20-2010,纠正和预防措施控制控制程序[S].宝鸡:宝鸡机床集团有限公司,2010.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Method factors analysis and control of reliability engineering(Continuation)
ZHANG Genbao, FENG Xuke
(School of Mechanical Engineering, Chongqing University, Chongqing 400044, CHN)
The methods of the machine tools are distributed in all sections, such as design phase, processing phase, procurement phase, assembly phase and pilot phase. In order to ensure the rationality and scientific of the methods,and to ensure the quality and reliability of the machine tool,the methods must be controlled.In this paper,based on the method of analysis and control (the former),the key points of the method factors control of the machine tools are described in detail.The purpose is to play a guiding role in ensuring the quality and reliability of machine tool products.
machine tools;method;reliability;quality control
TH17
A
10.19287/j.cnki.1005-2402.2016.06.001
160601
“数控机床可靠性技术”专题(二十三)
*国家自然科学基金资助项目(51175527);国家“高档数控机床与基础制造装备”科技重大专项(2013ZX04005-012;2013ZX04012-012;2013ZX04012-031;2013ZX04012-061;2013ZX04012-041;2013ZX04011-013;2013ZX04012-051;2014ZX04001-031)
猜你喜欢
中国设备工程(2022年12期)2022-07-11
制造技术与机床(2019年2期)2019-03-06
电子制作(2018年23期)2018-12-26
音乐天地(音乐创作版)(2018年8期)2018-10-26
当代陕西(2018年6期)2018-05-22
当代陕西(2017年12期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
北京航空航天大学学报(2017年6期)2017-11-23
电子制作(2017年2期)2017-05-17
