铝电解电容器芯包引脚刺孔机控制系统设计
2016-09-08 07:53:30郑天池邵建新郭琳娜孙小刚邱自学
工程设计学报 2016年4期
郑天池, 邵建新, 郭琳娜, 孙小刚, 张 军, 邱自学
(南通大学 机械工程学院, 江苏 南通 226019)
铝电解电容器芯包引脚刺孔机控制系统设计
郑天池, 邵建新, 郭琳娜, 孙小刚, 张军, 邱自学
(南通大学 机械工程学院, 江苏 南通 226019)
针对目前铝电解电容器芯包引脚刺孔中存在的自动化程度低、劳动强度大等不足,设计了铝电解电容器芯包引脚刺孔机控制系统,并提供了电气硬件和软件系统设计方案.该系统以三菱FGA系列PLC为核心,结合步进电机、振动盘、气缸以及光纤传感器和位置传感器等元件的检测定位,实现华司自动上料、芯包移动、引脚刺孔、芯包翻转等工序的自动连续运行.现场调试运行表明:该系统运行可靠平稳,操作简单,劳动强度低,能够满足生产线高效率、高质量的自动化加工要求.
铝电解电容器; 刺孔机; PLC; 控制系统
铝电解电容器用途广、用量大,是电子工程中极为重要的基础元器件,具有单位体积电容量大、工作电场强度高、价格相对其他电容器低等优点,已广泛应用于汽车电子、通信设备、家用电器和航空航天等领域,是生产生活中不可缺少及不可替代的电子元器件[1-6].
铝电解电容器的制造工艺主要包括电极箔和电解纸的钉接卷绕、电解液浸渍、引脚刺孔、盖板铆接、铝壳灌胶、芯包入壳、铝壳封口、高温老化等工序[7-9].电容器芯包浸渍完成后,需要逐个进行引脚刺孔、裁切和华司装配.铝电解电容器芯包由电极箔、电解纸和钉接在电极箔上的引脚卷绕而构成,引脚分为阳极和阴极,引脚材料为铝.
目前电容器制造企业对铝电解电容器芯包引脚的刺孔大多采用人工操作单机刺孔方式,人工操作时受人为因素影响,不能保证引脚刺孔位置距电容器端面距离的一致性;由于对引脚缺乏有效的定位措施,刺孔时易出现刺偏现象,造成刺孔质量不稳定,生产效率和质量会因人而异.对于电容器芯包引脚刺孔机,要求其人机交互方便、协调,能对多规格电容器芯包进行参数设定、修改,以实现对不同规格的芯包自动刺孔.
1 芯包引脚刺孔机概述
铝电解电容器芯包引脚刺孔机主要由华司振动料盘、真空吸取华司组件、引线刺孔组件、芯包线性移动组件、芯包翻转组件等组成.芯包引脚刺孔机的控制部分以可编程控制器(programmable logical controller,PLC)为核心,引线刺孔组件与真空吸取华司组件采用由气缸、电磁阀等构成的气压驱动装置,芯包线性移动组件采用步进电机驱动装置.
刺孔机整体控制方案如图1所示.

图1 刺孔机控制方案Fig.1 Control scheme of puncture machine
2 控制系统硬件设计
2.1气压系统设计
2.1.1气压系统设计原理
气压系统原理图如图2所示.
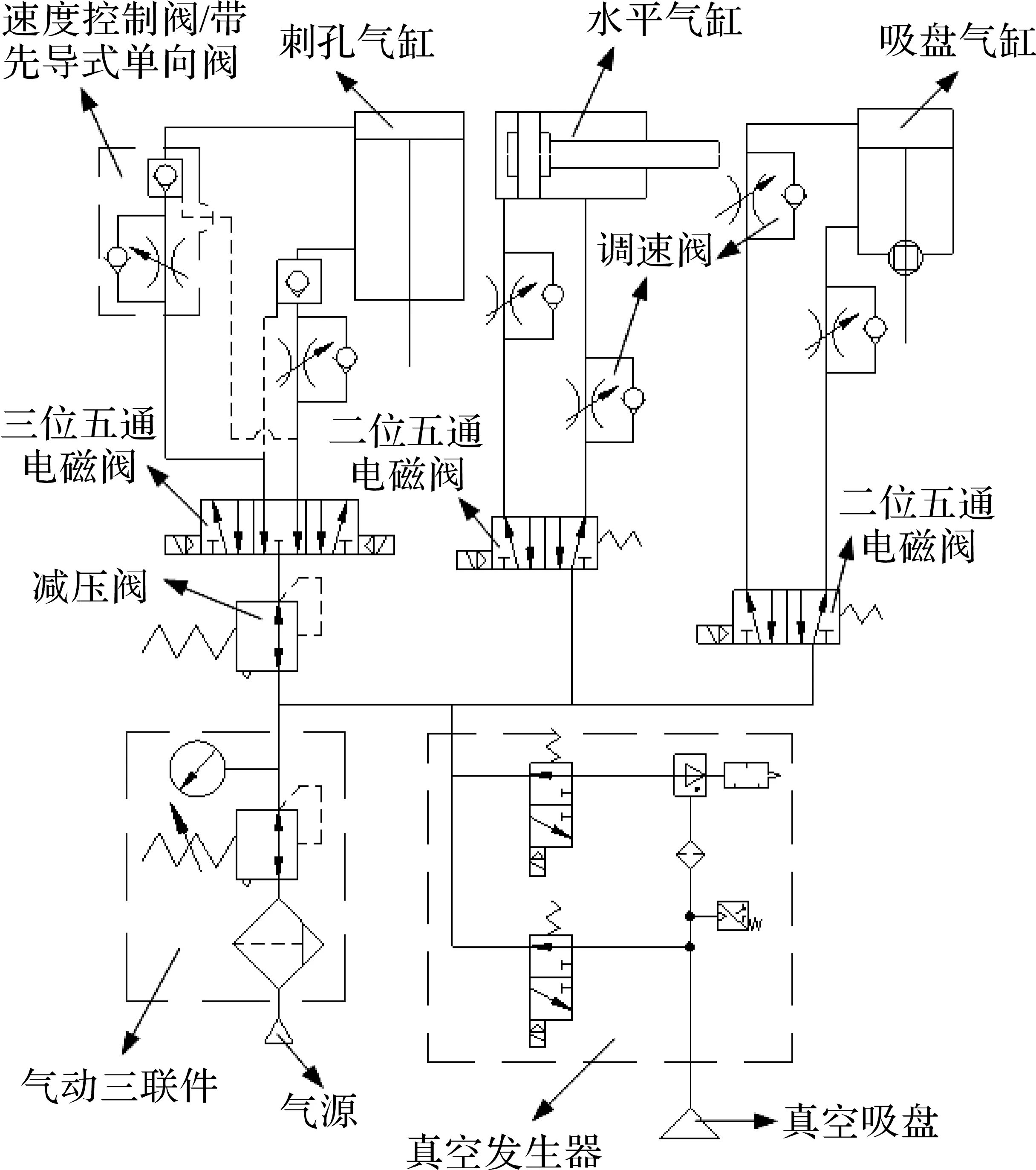
图2 气压系统原理图Fig.2 Principle diagram of pneumatic system
气源由空气压缩机提供,压缩空气经过气动三联件(空气过滤器、减压阀、油雾器)净化之后,达到所要求的空气质量.净化后的空气分4路:一路经减压阀减压后输送至电磁阀,并使空气压力稳定在0.5 MPa左右,通过PLC程序控制电磁阀的切换,从而控制刺孔气缸的上升与下降,达到对芯包引脚自动刺孔的目的;一路经真空发生器输送至真空吸盘,通过PLC程序控制真空发生器的吸合与释放,实现吸取华司与释放华司的功能;另外两路分别经电磁阀通向水平气缸和吸盘气缸,通过PLC程序控制电磁阀的切换,控制水平气缸的前后移动和吸盘气缸的上下移动.
根据实际工作需求,各气缸工作分别如图3位移-步骤图所示.
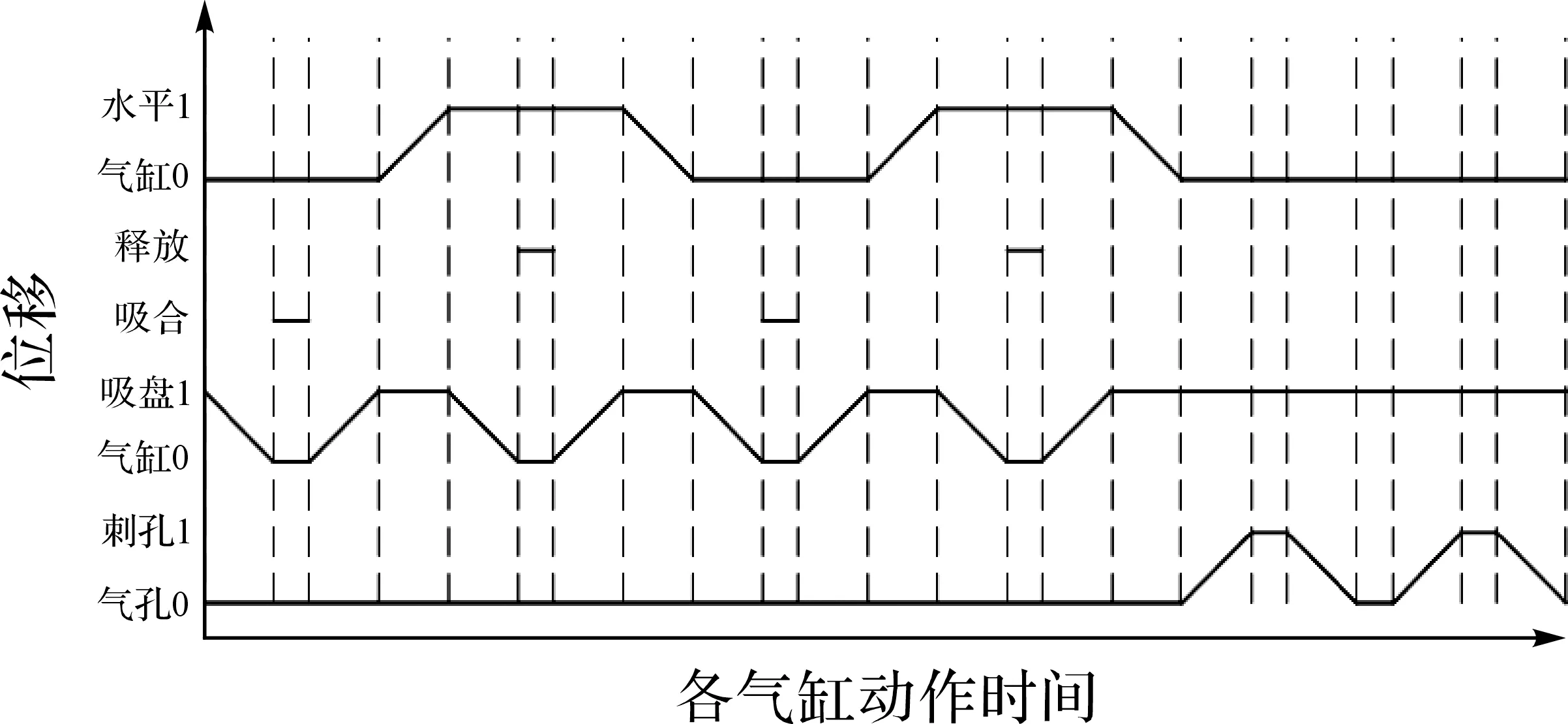
图3 气缸位移-步骤图Fig.3 Displacement-step diagram of cylinder
2.1.2气压系统元器件选择
依据刺孔机现场使用情况,要求刺孔气缸输出力为400 kg,刺孔气缸现场使用压力为0.5 MPa.气缸输出力计算公式为
(1)
式中:p1为气缸使用压力;A1为气缸活塞截面积;A2为气缸活塞杆截面积;F为气缸输出力.
由F=400 kg,p1=0.5 MPa,查SMC样本资料,选择缸径为100 mm,活塞杆直径为30 mm的气缸,经验算满足使用要求;根据刺孔工序气缸活塞杆伸出的位移,选取行程为25 mm的刺孔气缸.为了防止运行过程中出现断气或断电造成人员伤害、设备损坏等问题,选取三位五通中位泄气式电磁阀,在断气或断电情况下,使刺孔气缸保持当前位置,从而有效地保护了操作人员及设备的安全.所选的速度控制阀/带先导式单向阀,不仅能够调节气缸速度,还可以允许气缸暂时停止.气压系统主要元器件型号及性能参数如表1所示.
表1气压系统主要元器件型号及性能参数
Table 1Type and performance parameters for the main components of the pneumatic system

名称型号性能参数气动三联件AW40-04BDG-A最高压力:1MPa调压范围:0.05~0.7MPa减压阀AR40-04BG-A最高压力:1MPa调压范围:0.05~0.7MPa三位五通先导式电磁阀VQ7-8-FJG-D-3ZRA04压力范围:0~1MPa电源电压:DC24V速度控制阀/带先导式单向阀ASP630F-04-10S最高压力:1.0MPa最低压力:0.1MPa刺孔气缸MDB1B100-25-M9BL最高压力:1.0MPa活塞速度:50~1000mm/s真空发生器组件ZX1101-K15LZB-L最高真空压力:-84kPa电源电压:DC24V真空吸盘ZP2-11ANN吸盘内径⌀1.1mm二位五通电磁阀SY5120-5DZ-01压力范围:0.15~0.7MPa电源电压:DC24V调速阀AS1201F-M5-06A最高压力:1.0MPa最低压力:0.1MPa水平气缸CDJ2L16-30AZ-M9BL最高压力:0.7MPa活塞速度:50~750mm/s吸盘气缸MGJ6-10-F8NL最高压力:0.7MPa活塞速度:50~500mm/s
2.2电气系统设计
电气系统主要由PLC处理模块、输入模块、输出模块,传感检测系统,步进驱动系统和人机界面系统等组成.
2.2.1PLC选型及I/O口分配
PLC是以CPU为核心,综合计算机技术、自动控制技术和通信技术发展起来的一种通用工业自动控制装置,具有抗干扰能力强、运行可靠、对生产工艺改变适应性强等诸多优点,已广泛应用于冶金、化工、电力等领域[10-12].为了留有余量,且综合考虑性价比,所选PLC的型号为FX3GA-60MT-CM,该型号PLC采用了直流24 V输入电压,晶体管输出,3轴定位,36位输入,24位输出,同时自带2路高速通讯接口(RS422 & USB),方便上位机、PLC 及触摸屏之间的通讯及调试.
刺孔机控制系统输入点数为17,输出点数为12,共计29个点.其I/O口分配表如表2所示.

表2 PLC的I/O口分配表
2.2.2传感检测系统设计
传感检测系统主要由位置传感器、光纤传感器、磁性接近传感器及磁性开关组成.位置传感器安装在线性模组上,是步进电机启动、停止及换向的信号源.光纤传感器主要用于检测直振导轨取料孔及华司放置孔中是否有料,防止华司放置不到位造成产品不合格.磁性接近传感器安装在防护罩门上,用于检测防护罩门是否及时关闭,保障刺孔机工作环境处于正压状态.磁性开关安装在气缸上,用于检测气缸活塞杆是否到达上、下限位置.
2.2.3步进驱动系统设计
步进电机是一种将电脉冲信号转变成直线位移或角位移的执行元件,其位移速度与脉冲频率成正比,位移量与脉冲数成正比,具有精确定位、无累积误差、能够瞬间启动与急停等优点,广泛应用于各种开、闭环控制系统中[13-15].刺孔机控制系统中,步进电机用于V型块的移动,根据步进驱动器发出的脉冲数能够实现V型块在华司上料工位、刺孔工位及翻转工位的精确定位.在步进电机驱动系统设计中,采用PLC对步进电机进行控制,利用PLC的高速脉冲输出功能输出脉冲信号,通过专用的步进电机驱动器控制步进电机[16-17].PLC控制步进电机接线图如图4所示.
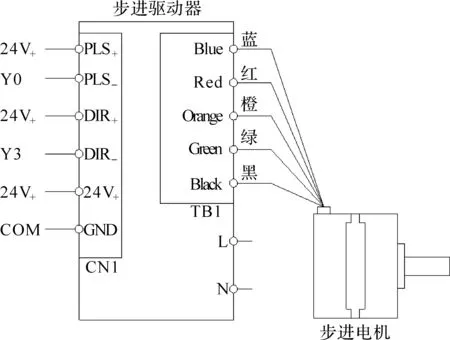
图4 步进电机接线图Fig.4 Wiring diagram of stepper motor
图4中,步进驱动器的脉冲数控制PLS-接PLC的输出点Y0,步进驱动器的脉冲方向控制DIR-接PLC的输出点Y3,步进驱动器输出部分通过专用电缆线直接与步进电机连接.
通过式(2)至式(8)的计算,进行步进电机的选型.
1)工作脉冲数A的计算.

(2)
式中:l为移动量;PB为滚珠丝杠导程;θs为步距角.
2)运行脉冲频率f2[Hz]的计算.
(3)
式中:f1为启动脉冲频率;t0为运行时间;t1为加减速时间.
3)运行速度NM[r/min]的计算.
(4)
4)负载转矩TL[N·m]的计算.
运行方向负载:
F=FA+m·g(sinθ+μcosθ),
(5)
式中:FA为外力;m为移动物的总质量;μ为滑动面的摩擦系数;θ为倾斜角度.
预负载:
(6)
负载转矩:
(7)
式中:μ0为预压螺母的内部摩擦系数,μ0=0.1~0.3;η为效率,η=0.85~0.95.
5)必要转矩TM[N·m]的计算.
TM=Sf·(TL+Tα),
(8)
式中:Tα为加速转矩;Sf为安全系数,取Sf=2.
根据以上公式,可计算出TM=1.65 N·m.根据东方马达综合目录,选取步进电机组合产品型号为RKS569AC,其保持转矩T=2.1 N·m,大于所需的必要转矩TM,满足使用要求.
2.2.4人机界面系统设计
人机界面系统主要包括触摸屏,三色灯(红、黄、绿)及自动控制系统的“启动”、“停止”、“急停”按钮.触摸屏通过RS422通信线缆直接与PLC连接.三色灯能够显示当前设备的运行状态,绿灯亮说明设备运行正常,黄灯亮起警示作用,红灯亮说明设备出现故障.根据实际现场使用情况,“启动”用绿色按钮,“停止”和“急停”用红色按钮.
3 控制系统软件设计
3.1PLC程序设计
铝电解电容器芯包引脚刺孔机设有点动控制和自动控制两种工作方式.点动控制用于设备调试与维修,且每次自动循环之前,需要通过点动操作使之达到自动运行初始状态.
自动控制用于设备正常工作,自动控制通过台板上的“运行”按钮实现,当按下“运行”按钮时,PLC控制程序自动完成1个周期的动作,当进入下个运行周期时,只需再按一次“运行”按钮.
PLC的程序设计采用GX-Works2,它是应用PC机对PLC进行编程的功能软件包,可实现程序的创建、写入、读出,软元件监控和调试以及PLC诊断等功能.PLC工作的自动控制程序流程如图5所示(以1号工位工作为例).
3.2触摸屏软件设计
触摸屏所有画面由三菱公司GT Designer2软件进行设计,它是应用PC机对触摸屏画面进行设计的功能软件包,可实现触摸屏画面创建、切换、数据列表显示、趋势图表和部件显示等功能,是GOT1000系列触摸屏画面设计的必备软件[18-19].
触摸屏主画面如图6所示.按下人机界面中的“启动”按钮,即可进入如图6所示的画面,该画面由“设备调试”、“1号工位运行”、“2号工位运行”和“设备概要”这4个键组成,手动按下相应的键,即可进入该画面.
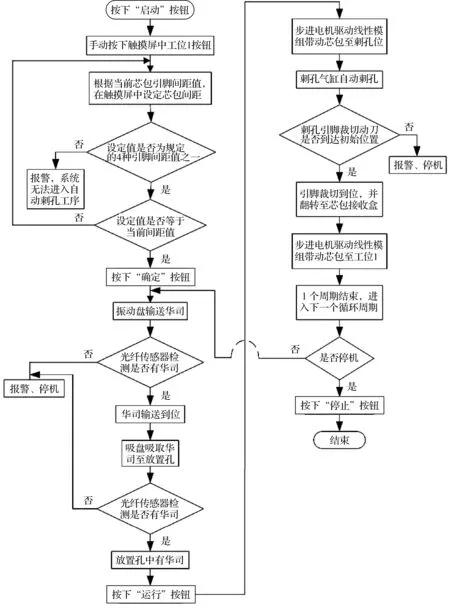
图5 PLC程序流程图(1号工位)Fig.5 Program flow chart of PLC (station 1)

图6 触摸屏主画面Fig.6 Main screen of touch screen
3.2.1设备调试画面设计
进入触摸屏主画面后,按下“设备调试”键即可进入该画面,如图7(a)所示.该画面主要是用于刺孔机自动生产线点动调试,由“步进电机调试”、“华司吸盘调试”、“华司有无检测”、“刺孔气缸调试”、“三色灯调试”、“防护罩门检测”等键组成,按下相应的键即可对该画面进行调试.为节省篇幅,只讲述步进电机调试画面的设计过程,其他画面可参照设计.步进电机调试画面如图7(b)所示,该画面用于点动控制步进电机的启停,包含位置动作调试栏和状态监测栏.
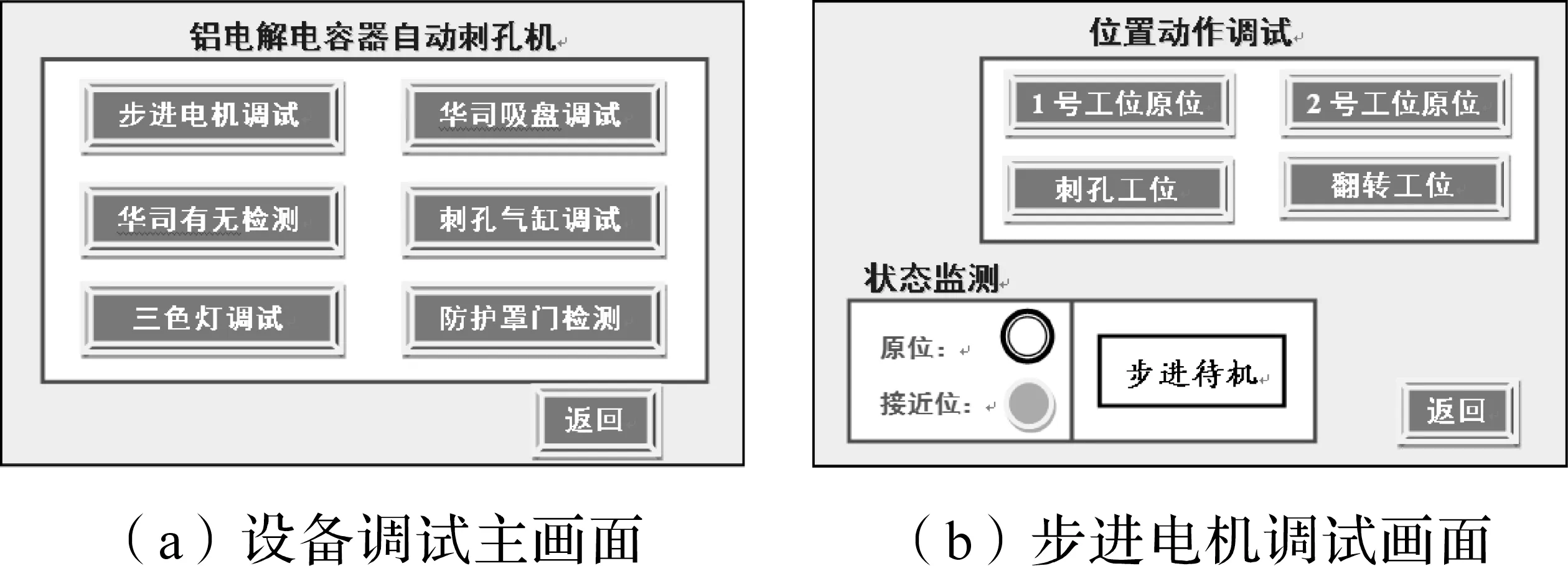
图7 设备调试画面Fig.7 Screen of equipment debugging
位置动作调试栏:以“1号工位原位”为例,当按下“1号工位原位”键,步进电机则运动到1号工位原位.
状态监测栏:状态监测栏实时显示步进电机位置和工作状态.在原位时,原位灯亮;在接近位时,接近位灯亮.状态监测栏右侧实时显示步进电机在“步进待机”或“步进运行”状态.
3.2.2工位运行画面设计
进入触摸屏主画面后,按下“1号工位运行”键即可进入1号工位运行画面,按下“2号工位运行”键即可进入2号工位运行画面.为节省篇幅,只讲述1号工位运行画面设计过程,2号工位画面可参照1号工位画面设计.1号工位运行主画面如图8(a)所示,进入该画面后步进电机自动接通电源,且自动运行到1号工位原位.1号工位运行画面主要分为3栏,分别是设备状态、引脚间距参数设置和运行状态监测.
设备状态栏:实时显示振动盘、导轨取料孔、华司放置孔中有无华司,若无华司则字体呈红色并闪烁;显示步进电机是否开启及是否正常,若为否则字体呈红色并闪烁;显示防护罩左、右侧门是否闭合,若为否则字体呈红色并闪烁.
引脚间距参数设置栏:包括引脚间距“设置值”与“当前值”两部分,其中“设置值”供用户根据当前所加工的电容器芯包实际引脚间距进行参数设置,“当前值”为目前系统默认的引脚间距值.当用户输入新的引脚间距设置值并按“确定”键后,“当前值”更新为“设置值”,如图8(b)所示,系统按新设置的引脚间距进行刺孔.刺孔机引脚间距只能设为4种规格:“22 mm”,“28 mm”,“32 mm”和“42 mm”,若引脚间距设置错误,设备将无法运行,并在人机界面上弹出提示“引脚间距设置错误!!!”,从而避免了因引脚间距设置错误造成产品不合格和设备损坏.
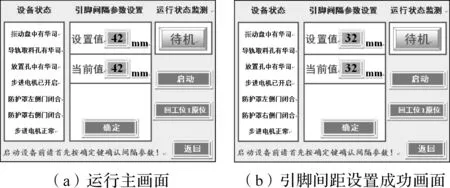
图8 1号工位运行画面Fig.8 Running screen of station 1
运行状态监测栏:实时显示整机的运行状态.在引脚间距设置正确后,按下“启动”键,即可进行1号工位的相关动作.如需返回到触摸屏主画面,只需按下“返回”键,此时步进电机电源自动断开,电机解锁.
4 结 论
1) 根据电容器芯包引脚刺孔工艺的要求,设计了铝电解电容器芯包引脚刺孔机的控制系统.该系统基于PLC控制,能够实现华司自动上料、芯包移动、引脚刺孔、芯包翻转等工序的自动连续运行.
2) 该系统已在电容器生产企业实际使用,系统运行周期为10 s,有效提高了刺孔机的生产效率;系统华司取放成功率高于99.98%,并有相应检测功能以避免因无华司产生不良品,刺孔良品率高于99.95%.控制系统能够无故障连续运行,保障了产品质量和运行效率,满足了自动化生产线高效率、高质量的加工要求,为企业创造了一定的经济和社会效益.
[1] 唐照建,何荣开.铝电解电容器含浸锅的设计研究[J].机电工程,2013,30(9):1086-1089.
TANG Zhao-jian,HE Rong-kai.Research and design of impregnation pot for aluminum electrolytic capacitors[J].Journal of Mechanical & Electrical Engineering,2013,30(9):1086-1089.
[2] PERISSE F,VENET P,ROJAT G,et al.Simple model of an electrolytic capacitor taking into account the temperature and aging time[J].Electrical Engineering,2006,88(2):89-95.
[3] 陈晓军,喜琍.铝电解电容器套管检测自动化生产线控制系统设计[J].制造业自动化,2010,32(4):78-80.
CHEN Xiao-jun,XI Li.The design of control system for automatic production line testing Al electrolytic capacitor casing[J].Manufacturing Automation,2010,32(4):78-80.
[4] 邱自学,毛建,姚兴田,等.电容器绝缘套管自动烫印裁切一体机设计[J].机械设计与制造,2006(9):83-85.
QIU Zi-xue,MAO Jian,YAO Xing-tian,et al.Development of automatic heat printing and cutting machine for insulating sleeve of capacitor[J].Machinery Design & Manufacture,2006(9):83-85.
[5] AMARAL A M R,CARDOSO A J M.Condition monitoring of electrolytic capacitors[J].International Journal of System Assurance Engineering and Management,2011,2(4):325-332.
[6] 梁亚芹.引线式400 V缩体铝电解电容器电解纸选用研究[J].电子元件与材料,2012,31(5):46-49.
LIANG Ya-qin.Electrolytic paper selection for small size 400 V radial aluminum electrolytic capacitor[J].Electronic Components and Materials,2012,31(5):46-49.
[7] FU M,MALLICK P.Fatigue of self-piercing riveted joints in aluminum alloy 6111[J].International Journal of Fatigue,2003,25(3):183-189.
[8] 冯哲圣,陈金菊.铝电解电容器技术现状及未来发展趋势[J].电子元件与材料,2001,20(5):30-31.
FENG Zhe-sheng,CHEN Jin-ju.Current technology status and future trends of aluminum electrolytic capacitor[J].Electronic Components and Materials,2001,20(5):30-31.
[9] LEE Y L,OU B L,YI H C.Effect of frequency and current density on A.C.etching of aluminum electrolytic capacitor foil[J].Journal of Materials Science Materials in Electronics,2007,18(6):627-634.
[10] 郁汉琪.电气控制与可编程序控制器应用技术[M].2版.南京:东南大学出版社,2009:143-144.
YU Han-qi.Electrical control and programmable logical controller application technology [M].2th ed.Nanjing:Southeast University Press,2009:143-144.
[11] 马巧红,李茜,王孟效,等.PLC在饮用水深度净化控制系统中的应用[J].工程设计学报,2007,14(6):486-489.
MA Qiao-hong,LI Qian,WANG Meng-xiao,et al.Application of PLC on control system of deep purification of drinking water[J].Chinese Journal of Engineering Design,2007,14(6):486-489.
[12] LAGUNA S G,LOPEZ G M.On the use of alpha-stable distributions in noise modeling for PLC[J].IEEE Transactions on Power Delivery,2015,30(4):1863-1870.
[13] 张高阳,金鑫,张之敬.步进驱动系统大振荡机理与轨迹优化控制[J].自动化学报,2015,41(1):84-93.
ZHANG Gao-yang,JIN Xin,ZHANG Zhi-jing.Large oscillation mechanism and optimization control of stepper systems [J].Acta Automatica Sinica,2015,41(1):84-93.
[14] 孙立军,张子磐,蔡兵新,等.水流量装置电动换向器研究[J].工程设计学报,2015,22(5):487-492.
SUN Li-jun,ZHANG Zi-pan,CAI Bing-xin,et al.Study on an electric flow diverter for water flow facility[J].Chinese Journal of Engineering Design,2015,22(5):487-492.
[15] BERNAT J,STEPIEN S,STRANZ A,et al.Infinite time horizon optimal current control of a stepper motor exploiting a finite element model[J].Bulletin of the Polish Academy of Sciences-technical Sciences,2014,62(4):835-841.
[16] 李国厚.步进电机驱动与控制系统的设计[J].煤矿机械,2008,29(2):114-116.
LI Guo-hou.Design of drive and control system for stepper motor[J].Coal Mine Machinery,2008,29(2):114-116.
[17] 刁红泉,胡伟雄,颜钢锋.基于单片机的改进型五相混合式步进电机驱动器设计[J].工程设计学报,2004,11(1):19-22.
DIAO Hong-quan,HU Wei-xiong,YAN Gang-feng.Design of five-phase hybrid stepping motor reformative driver based on MCU[J].Chinese Journal of Engineering Design,2004,11(1):19-22.
[18] 赵霞,丁小军,赵涛.基于PLC活性炭混捏成型控制系统改造[J].仪表技术与传感器,2013(8):50-53.
ZHAO Xia,DING Xiao-jun,ZHAO Tao.Reform of control system of activated carbon kneading and compacting based on PLC[J].Instrument Technique and Sensor,2013(8):50-53.
[19] 姚兴田,邱自学,毛建,等.电容器垫片自动印字机控制系统的研制[J].制造业自动化,2011,33(6):109-111.
YAO Xing-tian,QIU Zi-xue,MAO Jian,et al.Design of control system on automatic stamping equipment for capacitor gasket[J].Manufacturing Automation,2011,33(6):109-111.
Design of control system for core package pins puncture machine ofaluminum electrolytic capacitor
ZHENG Tian-chi, SHAO Jian-xin, GUO Lin-na, SUN Xiao-gang, ZHANG Jun, QIU Zi-xue
(School of Mechanical Engineering, Nantong University, Nantong 226019, China)
Aiming at the problems existing in the core package pins puncture of aluminum electrolytic capacitor such as low automation degree,great labor intensity and so on,the control system for core package pins puncture machine of aluminum electrolytic capacitor was designed,and the design scheme of the electrical hardware and software system were provided.The system took the Mitsubishi FGA series PLC as the core,combined with the stepper motor,vibrating plate,cylinder,detection and position of the fiber optic sensor and position sensor,to achieve automatic washer loading,core package moving,pins puncture,core package flipping and other processes with automatic continuous running.On-site test and operation show that the system runs reliably and stably,operated simply,and with low labor intensity,which can satisfy the requirement of the production line of high efficiency and quality automation processing.
aluminum electrolytic capacitor; puncture machine; PLC; control system

2016-02-19.
本刊网址·在线期刊:http://www.journals.zju.edu.cn/gcsjxb
江苏省产学研联合创新资金-前瞻性联合研究项目(BY2013042-01,BY2016053-14).
郑天池(1991—),男,江苏徐州人,硕士生,从事机电一体化装备及测控技术研究,E-mail:876048162@qq.com.
10.3785/j.issn. 1006-754X.2016.04.013
TP 273; TB 21
A
1006-754X(2016)04-0378-07
http://orcid.org//0000-0002-2338-0574
通信联系人:邱自学(1963—),男,博士,教授,博士生导师,江苏省有突出贡献中青年专家,从事机电一体化装备与测控技术、智能结构及其健康监测技术、无线射频识别及其应用等研究,E-mail:qiu.zx@ntu.edu.cn.
http://orcid.org//0000-0002-3892-8256
猜你喜欢
中国金属通报(2021年3期)2021-11-30 07:32:05
上海农业科技(2020年4期)2020-08-19 11:33:20
轮胎工业(2020年8期)2020-03-01 18:03:53
装备制造技术(2019年12期)2019-12-25 03:06:36
电子技术与软件工程(2019年4期)2019-12-01 05:58:05
电子制作(2018年12期)2018-08-01 00:47:52
知识就是力量(2018年7期)2018-07-11 06:39:56
设备管理与维修(2015年11期)2015-03-16 05:57:46
食药用菌(2014年3期)2014-03-06 01:24:56
河南科技(2014年23期)2014-02-27 14:19:00