
焦炉煤气制LNG项目技术发展与应用现状
2016-09-05 12:40王芳
山东化工 2016年24期
王 芳
(中海油山东化学工程有限责任公司,山东 济南 250101)
生产与应用
焦炉煤气制LNG项目技术发展与应用现状
王 芳
(中海油山东化学工程有限责任公司,山东 济南 250101)
焦炉煤气综合利用一直是焦炉企业关注的重点,从早期的用作工业/民用燃气、发电,到后来充作工业原料,人们进行了不断的尝试。继焦炉煤气制甲醇大热后,因甲醇产量过剩使得该方式的优势逐渐降低,合成LNG成为焦炉煤气高效回收利用的新方式。目前我国已实现焦炉煤气制LNG技术国产化,打破了国外技术的垄断,本文介绍了国内焦炉煤气制LNG技术现状,列举了近几年已/在建项目,并总结了现行项目中出现的问题。
焦炉煤气;甲烷化;CNG;LNG
工业的发展常与环境保护相悖,我国是焦炭生产大国,在焦化企业发展过程中,必定会带来环境问题,为推进生态文明建设,国家不断加大对焦化企业的治理监控力度:“十二五”期间,先后公布实施了30多项焦化产业相关的法律法规、标准,2014年修订的《焦化行业准入条件》,明确规定了炼焦企业的焦炉煤气利用率要大于98%;"“十三五”更是进一步严格环保要求,加大对焦化行业的监控。在此背景下,焦化企业压力日益增大。
焦炉煤气是炼焦工业的重要副产品,每生产1吨焦炭会产生430m3左右的焦炉煤气,其中一半用于回炉燃烧,另外一半则需要配备专门的回收利用装置[1]。我国焦化产量逐年增长,按2015年情况计算,全国焦化产量4.5亿吨左右,需要另行处理的焦炉煤气高达900多亿m3,这些气体总量巨大,成分复杂,其有毒成分易给环境带来危害,同时又是一种未得到有效利用的巨大资源,因此寻找焦炉煤气高效经济的处理方式,实现焦炉煤气的综合利用,是我国焦化企业提高效益、降低环境污染的有效途径。
1 焦炉煤气综合利用途径
焦炉煤气组成如表1所示[2],氢气含量高达54%~59%,其次是甲烷,回收利用价值高、用途广,常见的有:①焦炉煤气属于中热值燃气,热值为17~19MJ/m3,可用作燃气使用;②焦炉煤气含有50%以上的氢气,可直接分离提取制氢;③焦炉煤气经反应加工得到甲醇/尿素/天然气等。

表1 焦炉煤气组成
焦炉煤气粉尘、硫含量较高,燃烧效果不佳,作为燃气无法充分实现其价值,对其进行深加工更符合焦化企业利益,但这会更多的受下游市场的制约。
因甲醇产能过剩,焦炉煤气制甲醇的优势逐渐减弱,让焦化企业更多的目光转向投资回报率更高、风险更小的焦炉煤气制LNG项目[3]。
天然气的热值高,是一种高能清洁的燃气,同时也是一种重要的化工原料,近年来,国家大力推动天然气的发展,未来10~20年里,天然气市场有巨大的发展空间,而我国天然气资源相对短缺,焦炉煤气合成天然气开辟了焦炉煤气高效利用的新途径。
2 焦炉煤气制LNG工艺技术简介及优劣势分析
利用焦炉煤气制LNG主要有两种方式,一种是直接分离出焦炉煤气中的CH4和H2,分离出的CH4液化得到LNG,并得到副产品H2;另一种则是通过甲烷化反应合成天然气,液化得到LNG。因后者能充分利用焦炉煤气的有效成分,经济价值高,而得到广泛关注。
2.1 直接提取甲烷工艺技术
中科院理化研究所经多年研究开发出一种焦炉煤气制LNG联产制氢工艺技术,并获得国家专利,该技术工艺流程短,操作简单,投资较小,比较适合中小型焦化企业综合利用焦炉煤气,提高经济效益,该技术流程见图1[4]。
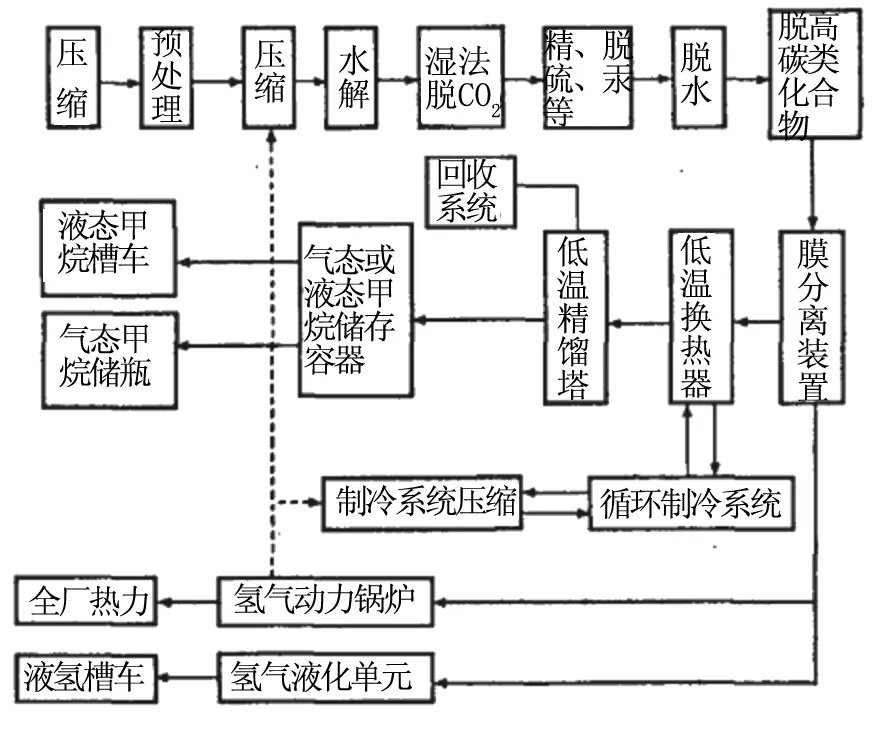
图1 焦炉煤气低温液化生产LNG联产氢气技术
2.2 焦炉煤气甲烷化制LNG
经国内外相关院所的多年研发,焦炉煤气甲烷化制LNG技术工业化条件成熟,其中关键点和难点在于甲烷化技术。
该技术基本原理:气源(合成气或焦炉煤气)中CO、CO2和H2在一定的温度、压力及催化剂的作用下进行化学反应生成CH4,该过程为强放热反应,甲烷化反应复杂,反应过程中可能发生的反应如表2所列[5]:

表2 化学甲烷化工程中可能发生的反应
催化剂和反应条件不同,CO和H2可以选择性地生成酚醛、甲醇、甲烷或者液态烃类等不同物质,属于典型的选择性催化反应[6]。
在该工艺流程中,因焦炉气中含有一定量的杂质,需要对其进行净化以满足工艺过程的要求,整个工艺流程可以分为压缩、预处理、脱硫、甲烷化、分离、干燥、液化等几个单元,工艺流程框图如图2[7]。

图2 焦炉煤气制天然气工艺流程
3 国内甲烷化技术介绍
目前,国外甲烷化技术应用较广的主要有:丹麦托普索公司的甲烷化技术、英国公司的甲烷化技术以及德国鲁奇公司的甲烷化技术等。
国内方面开展该技术研究工作的主要有西南化工设计院、上海华西化工科技有限公司、新地能源工程技术有限公司、武汉科林精细化工有限公司、大连化物所、大连凯特利催化剂工程有限公司等等。随着国内甲烷化技术不断研究开发,我国的焦炉煤气甲烷化制LNG技术已经日趋成熟,并已成功用于工业化生产。
3.1 西南化工研究设计院
西南化工研究设计院是国内率先开展焦炉气甲烷化制LNG技术研发的单位,研发高效甲烷化催化剂,优化甲烷化工艺,并形成了焦炉气深度净化-甲烷化-气体分离制SNG/CNG/LNG系列成套技术[8]。
3.2 上海华西化工科技有限公司
2015年1月20日,上海华西化工科技有限公司、安徽华东化工医药工程有限责任公司、上海汉兴能源科技有限公司等单位联合自主研发的“焦炉煤气等温甲烷化反应制天然气技术”通过国家工信部科技成果鉴定。采用一段等温床甲烷化技术,整个装置工艺流程短,工艺气一次通过反应器,没有循环气,该流程投资小、利润大,节能效果显著。
3.3 新地能源工程技术公司
该公司开发了焦炉气制LNG技术预还原催化剂及工艺,可针对不同用户需求设计出“焦炉气直接合成天然气工艺”和“焦炉气补碳合成天然气工艺”等工艺路线。该技术已申请国家发明专利12项,于2010年通过了河北省科技成果转化中心成果鉴定。
3.4 武汉科林精细化工有限公司
该公司是国内较早从事焦炉气甲烷化技术开发的企业,能够提供甲烷化工艺流程所需的全套催化剂。
4 国内焦炉煤气制LNG项目现状
2014年,国内焦炉煤气制天然气项目共有35个,总产能达到1737万方/天,其中绝大部分配置了液化装置[9]。
焦炉煤气制LNG项目一般依附焦化厂而建,因此华东及华北地区分布较多,显现出较强的地域特点,表3举例列出了近几年已建或在建项目。
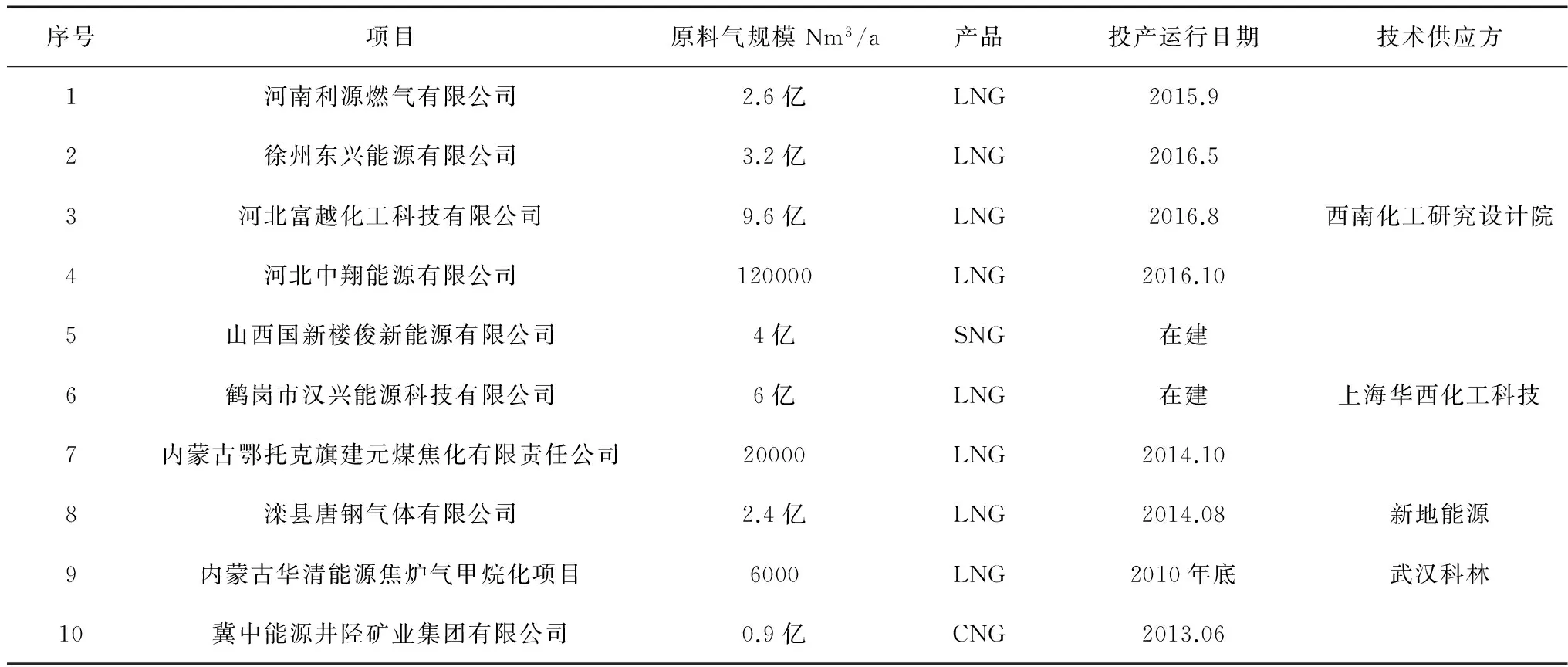
表3 近几年国内已/在建的焦炉煤气制天然气/LNG项目
注:所有燃气体积均以标准状态计。
值得注意的是,在焦炉煤气制LNG项目蓬勃发展的同时,也出现了一些问题[10]。
(1)国内焦化行业不景气,开工率很低,焦炉煤气产量随之减少,直接导致一些项目原料气的供应不足,部分项目需考虑补充气源。
(2)焦炉煤气成分复杂、杂质较多,净化不彻底就会直接影响后续甲烷化工艺。许多早期项目设计经验不足,运行不够稳定,造成部分项目停产。
(3)焦炉煤气地域性强,产出的LNG多采用槽车运输,而LNG受当地消费情况影响较大,长距离运输会增加成本,影响项目效益。
5 结语
综上所述,焦炉煤气制LNG项目技术已经较为成熟,具备良好的发展及应用前景,当务之急应加大研发力度,总结前期项目经验,进一步完善工艺流程,使其更适合中国国情,从而推动焦炉煤气制LNG项目进一步发展,实现经济利益和社会利益最大化。
[1] 余黎明,白 颐. 我国天然气工业发展的机会和条件探析[J]. 化学工业,2009,27(12):1-9,16.
[2] 姚维学,付再华,刘同飞,等.焦炉煤气的综合利用[J].河北化工,2009,32(12):34-36.
[3] 王清华. 焦炉煤气制甲醇与制天然气对比分析[J].中国石油和化工标准与质量,2013,12:18,26.
[4] 王树东,王 胜,李德伏. 一种焦炉煤气制甲烷工艺:CN,103131490A[P].[2013-06-05].
[5] Nikoo M K, Amin N A S. Thermodynamic analysis of carbon dioxide reforming of methane in view of solid carbon formation[J]. Fuel Processing Technology, 2011, 92(3):678-691.
[6] 赵 亮,陈允捷. 国外甲烷化技术发展现状[J].化工进展,2012 ( s1) : 177-178.
[7] 钱红辉,丰恒夫. 我国焦炉煤气甲烷化利用技术的进展[J].金属世家, 2012(4):78-80.
[8] 佚 名.西南院焦炉气甲烷化技术被评为石化行业清洁生产重点支撑技术[J]. 气体净化, 2016(4):43-43.
[9] 本刊通讯员. 中国2016年实现54亿m3焦炉气制LNG产能[J]. 化肥设计,2014(6):41.
[10]渠沛然. 焦炉煤气制LNG:还未叫好又叫座[N].中国能源报,2014-12-15(13).
(本文文献格式:王 芳 .焦炉煤气制LNG项目技术发展与应用现状[J].山东化工,2016,45(24):72-74.)
2016-12-09
王 芳(1991—) 女,本科,工程师。从事石油天然气工程设计工作。
TQ546
A
1008-021X(2016)24-0072-03
猜你喜欢
山东冶金(2022年3期)2022-07-19
四川化工(2022年1期)2022-03-12
四川化工(2022年1期)2022-03-12
建材发展导向(2021年14期)2021-08-23
昆钢科技(2021年6期)2021-03-09
昆钢科技(2020年6期)2020-03-29
创新作文(1-2年级)(2019年1期)2019-07-04
山东冶金(2019年1期)2019-03-30
山东冶金(2018年5期)2018-11-22
当代化工研究(2016年9期)2016-03-20
