
论单板生产刨花板时,环式刨片机的调整研究
2016-09-03 06:13:50350016福人木业福州有限公司福建福州张必诚
中国机械 2016年7期
350016 福人木业(福州)有限公司 福建 福州|张必诚
论单板生产刨花板时,环式刨片机的调整研究
350016 福人木业(福州)有限公司 福建 福州|张必诚
在单板生产刨花板时,主要设备环式刨片机出现单位能耗高,刀环使用时间短,刨花形态无法满足生产需要的现象,本文通过分析原因,查找调整的方法,然后通过现场实验对比,从而得出通过调整刀环的刀门间隙,减小刀环刀片的切削后角,以及控制刀环刀片和转子刀片的间隙,可以达到减少能耗,延长刀环使用时间,生产出满足刨花板生产所需形态的刨花。关键词:单板;环式刨片机;调整;刨花形态
单板是我国胶合板生产制造的下脚料,传统的做法都是送到工厂作为废料进行焚烧,浪费了木质原料的二次利用。利用单板进行刨花板的生产,不仅可以变废为宝,加强原料的综合利用,而且对于缓解我国木材供需矛盾、促进木材工业的可持续发展将起到积极作用。本篇文章将在刨花板生产工艺的刨花制备方面着重讲述单板对设备的影响。
产生现象
a单位能耗高。标准的MAIER 环刨机MRZ1400和标准刀环MR60虽然在加工松杉类木材是具备较为稳定的切削质量和较为稳定的工作时间,但是在加工单板废料时,却产生了单板韧性纤维缠绕在刀环刀片上的情况,造成了切削出料不畅,直接导致了出料量减少,单位能耗提高。
b刀环使用时间短。由于切削出料不畅,造成环刨机出现堵转现象,导致提前更换刀环,造成了刀环的更换时间缩短,由原来的14个小时,缩短到现今的不到8个小时。
c刨花形态无法满足要求。由于出料的不畅,导致大量的单板原料长时间在环刨机内存留,而无法排除,导致了生产出来的刨花形态分布情况如下:80%以上的刨花均为表层刨花;而芯层刨花含量不足20%,无法满足生产工艺要求。

图1

图2
分析原因
a刨花通过不及时。主要由于单板的木质结构为速生的软质木料,软质木料的韧性纤维缠绕在刀环刀片上,减小了出料间隙,造成了单板在环刨机内的长时间存留,加速了刀片的磨损,同时刀片的加快磨损,又进一步延长了木质原料在环刨机内的切削时间,从而造成了刨花的单位能耗提高,刀环的使用时间缩短。
b刀环刀片切削阻碍。刀片的切削后角在切削过程中起到非常重要的作用,在能满足刀具强度和硬度的基础上,应该尽可能的减小刀片的切削后角。
调整方法
a加大刀环的刀门间隙
由于导致环刨机单位能耗高,刀环使用时 间缩短的最根本原因为刀口被软质木料的韧性纤维缠绕,造成出料口即刀门间隙a的减小(见图1),因而调整刀环的刀门间隙成为最为直接的手段。因而我们采取了减小耐磨板相关尺寸的方法来实现这个目的。由图1的a改造为图2的a。
b减小刀环刀片的切削后角
刀片的切削后角α在切削过程直接关系到切削的效果,因而我们在保证切削刀具强度和硬度的基础上,对切削后角采取刃磨1º~2º的做法,从而减小刀环刀片的切削后角(见图2)。
c控制刀环刀片和转子刀片的间隙
由于Maier 环刨机采用的是静止刀环和精确转子轴承系统相结合的形式,他通过使用静止的刀环技术,实现了转子的高速旋转。使得木质原料能够获得足够的外压紧力,紧贴在刀环耐磨板的表面,处于稳定的切削状态。因而保持刀环刀片和转子刀片的间隙(见图3),可以得到经过切削作用制的的刨花。我们采用了及时测量,实时调整的方法,控制刀环刀片和转子刀片的间隙在1.5~2.0mm之间,从而得到我们想要的刨花形态。
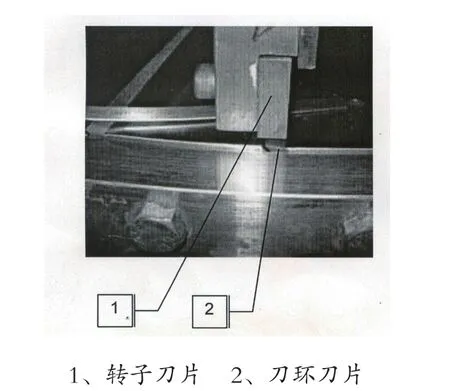
图3
现场试验对比
a材料
单板:现我们所使用的单板规格为长边30~50mm,短边5 ~50mm,厚度大于0.5mm;树皮含量小于等于15%;
b主要设备
使用的环式刨片机型号为:MAIER MRZ 1400,采用的刀环型号为MR60。
c试验方法
我们的试验是在福人木业(福州)有限公司刨花板生产线进行的,我们选用两台环刨机,一台为标准环刨机MAIER MRZ 1400及标准刀环MR60,另一台为改造过的环刨机和改造过的刀环,我们称它为软木刨花刀环。(改造过程包括加大刀环的刀门间隙,减小刀环刀片的切削后角,控制刀环刀片和转子刀片的间隙。)二者进料来源于同一个料仓,在真实的工作环境下进行。
结论与分析
a更低的能耗
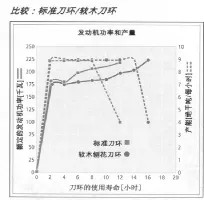
图4
相对于标准环刨机,改造后的环刨机在运行4个小时后(见图4),明显少耗能,运行初期很长时间设备单位能耗保持稳定,后期随着刀具的钝化,单位能耗缓慢增加。
b使用时间延长
相对于标准刀环,软木刀环使用寿命增加到了14个小时,比原刀环增加了6个小时(见图5),降低了更换刀环的次数,减少了人力损耗,提高了总生产能力。
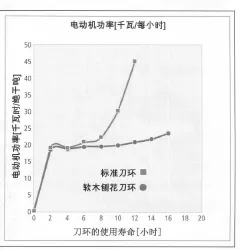
图5
c刨花形态满足生产需要
我们对两台生产出来的刨花进行筛分值检测,发现标准设备生产的表层刨花和芯层刨花的比例依然为8:2,无法满足生产工艺要求;而改造后的设备生产出来的表层刨花与芯层刨花的比例为4:6,满足生产工艺要求。
总之,通过实验对比,单板用来生产刨花板时,在刨花制备工序出现的单位能耗高,刀环使用时间短,刨花形态无法满足生产需要的现象,可以通过减小刀环刀门间隙,减小刀环刀片的切削后角和控制刀环刀片和转子刀片的间隙等方法,生产出符合要求的刨花。从而为单板生产刨花板时,环式刨片机的调整提供了一个方法和方向。
参考:
[1]宦铁兵.刨花板生产用环式刨片机的使用与维护.江苏镇江.2007:212-016
[2]B.Maier Zerkleinerungstechnik Gmbh . 用于各种木材刨花的环刨机和刀环.北京欧立华科技发展有限公司.2009
[3]王伟宏,陆文达.刨花板生产工艺与单板层积材使用.东北林业大学出版社.2003
[4]胡孙跃,向仕龙.废旧刨花板循环利用技术的研究.中南林业科技大学出版社.2007
猜你喜欢
体育风尚(2023年24期)2024-01-26 05:59:00
体育风尚(2023年17期)2023-10-17 13:18:36
今日农业(2021年13期)2021-11-26 11:50:54
今日农业(2021年14期)2021-11-25 23:57:29
意林(2020年10期)2020-06-01 07:26:37
人大建设(2019年6期)2019-10-08 08:55:56
冰雪运动(2019年3期)2019-08-23 08:10:32
证券市场红周刊(2018年5期)2018-05-14 14:45:46
国际木业(2016年4期)2017-01-15 13:54:25
冰雪运动(2016年5期)2016-04-16 05:55:10
