《铝合金门窗型材粉末静电喷涂涂层技术条件(JG/T 496-2016)》标准解读
2016-09-03 05:54:14岑如军丁伟军
浙江建筑 2016年8期
李 杰,岑如军,董 泽,丁伟军,谢 含
(1.浙江省建筑科学设计研究院有限公司,浙江 杭州 310012;2.浙江省建设工程质量检验站有限公司,浙江 杭州 310012;3.浙江省建设科技推广中心,浙江 杭州 310006)
《铝合金门窗型材粉末静电喷涂涂层技术条件(JG/T 496-2016)》标准解读
李 杰1,岑如军1,董 泽1,丁伟军2,谢 含3
(1.浙江省建筑科学设计研究院有限公司,浙江 杭州 310012;2.浙江省建设工程质量检验站有限公司,浙江 杭州 310012;3.浙江省建设科技推广中心,浙江 杭州 310006)
介绍了现行建筑工业产品行业标准《铝合金门窗型材粉末静电喷涂涂层技术条件(JG/T 496—2016)》的适行性修订工作,主要对标准的修订背景和意义、修订的原则和依据以及修订的主要内容进行了分析和说明。
铝合金门窗型材;静电喷涂;热固性;粉末涂料
1 标准修订的背景和意义
原建筑工业产品行业标准《铝合金门窗型材粉末静电喷涂涂层技术条件(JG/T 3045.1—1998)》于1998年发布,实施至今已有近二十年的历史。在此期间,该标准对评价铝合金门窗型材表面粉末静电喷涂涂层的质量,规范铝合金门窗型材表面涂层产品生产、加工行业起到了一定的积极作用。
目前,特别是近十几年以来,铝合金门窗型材表面涂层处理的静电粉末喷涂技术飞速发展,铝合金门窗制造业蓬勃向上,整体行业趋势稳中有进。制订一系列新的技术指标和改变落后陈旧的检验方法对该标准的市场应用是十分有必要的[1-2]。
铝合金门窗是由铝合金门窗型材加工制成的,其表面涂层功能主要通过对型材表面静电涂装粉末涂料来实现。粉末涂料表面静电喷涂铝合金门窗作为一种重要的建筑工业产品,由于其较为低廉的生产成本以及方便高效的制备手段,拥有广大的市场需求,其应用前景十分广阔,在推动国民经济的各项基础建设中扮演着重要的角色,为国家建筑工业带来可观的经济效益[3-6]。因此,确定一套系统合理的产品标准来指导粉末静电涂装铝合金门窗型材的技术指标要求、性能检测方法、检验规则,对于规范整个铝合金门窗静电涂装行业的生产以及产品评定具有极其重要的价值。
然而,目前单独针对铝合金门窗型材的粉末静电喷涂涂层的约束性技术规范及标准只有《铝合金门窗型材粉末静电喷涂涂层技术条件》一例;而现有针对铝合金门窗的产品标准中,涉及表面粉末静电喷涂涂层的规定并不多见。此外,虽然现行的国家标准《铝合金建筑型材(GB 5237—2008)》已涵盖几乎所有对于各类表面涂装处理的铝合金型材的涂层规定,其中《铝合金建筑型材 第4部分 粉末喷涂型材(GB 5237.4—2008)》也特别对铝合金型材表面粉末涂层要求进行了详细描述,但其应用对象铝合金建筑型材范围之广,在型材生产行业,如铝合金门窗型材等单类型材产品的性能要求规范上存在一定的局限性。因此,为了配合《铝合金门窗(GB/T 8478—2008)》标准的规范使用,弥补该国标中关于铝合金门窗表面涂层规定的缺失,有必要编制一套专门针对铝合金门窗型材粉末静电喷涂涂层的技术规范的标准。
基于原版标准《铝合金门窗型材粉末静电喷涂涂层技术条件(JG/T 3045.1—1998)》发布已久,其中多数指标和检测手段已不能满足现有铝合金门窗型材静电喷涂粉末涂层该类产品进行规范性评定的需求,2013年12月,全国住房和城乡建设部以《住房和城乡建设部关于印发2014年归口工业产品行业标准制订修订计划的通知》(建标[2013]170号)文件,下达了对该标准进行修订的任务。
对现行旧版《铝合金门窗型材粉末静电喷涂涂层技术条件》进行修订,以适应粉末静电涂装技术的新发展,提高粉末静电喷涂铝合金门窗产品的评定要求,严格规范技术手段将促进该行业更加快速健康地发展,并对带动相关产业链的提升起到积极的作用。
2 主要技术指标
本标准的核心部分是铝合金门窗型材表面涂层的技术要求指标,主要包括:涂层的物理性能(表1);耐腐蚀性能指标(表2)。
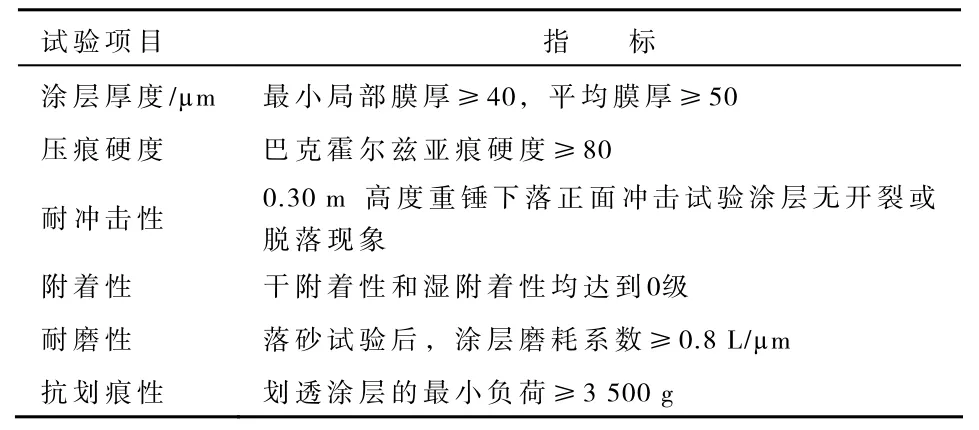
表1 涂层的物理性能
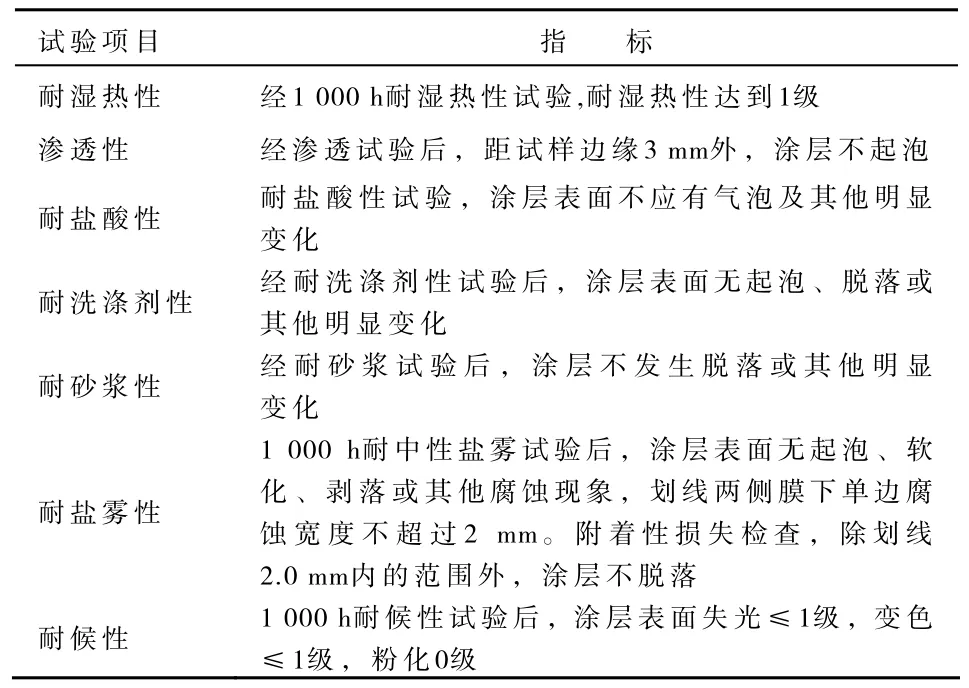
表2 耐腐蚀性能指标
3 主要修改说明
3.1 前言
在本标准的“前言”中,介绍了本次修订的主要内容:增加了“术语和定义”;删除原标准中对铝合金门窗型材基本要求以及型材表面预处理的描述;删除了对铝合金门窗型材表面预处理后24 h内进行粉末静电喷涂的规定的描述;删除了采用优良耐候性的热固性纯聚酯粉末或丙烯酸粉末涂料的规定的描述;增加了“一般要求”的规定;增加了“光泽”“湿附着性”“耐磨性”及“抗划痕性”等反映涂层物理性能的检测项目;增加了对涂层耐腐蚀性要求的“耐盐酸性”和“耐洗涤剂性”等的测试;调整了“耐盐雾性”和“耐候性”试验中的测试时间。“前言”中还提出了增加“取样和制样”的规定,并明确了“出厂检验”和“型式检验”中的组批和抽样规则及判定规则。
3.2 规范性引用文件
根据《标准化工作导则(GB/T 1.1—2009)》的规定[7],将原标准中“引用标准”改为“规范性引用文件”,对在本次修订中将再次引用的原标准进行最新版的确认,并检查最新版本是否还适用于本次修订后的标准(因原版《铝合金门窗型材粉末静电喷涂涂层技术条件(JG/T 3045.1—1998)》中的引用标准均为注日期的引用文件)。依据本标准的具体实施情况,在本次修订的“规范性引用文件”中明确了各引用标准是否为“注日期引用文件”,对直接引用标准中的部分内容,且该引用标准的修订可能直接影响本标准的使用的,在引用标准后加注日期。
需要指明,原标准中引用《普通硅酸盐水泥(GB 175—1992)》作为“耐砂浆性”中的试验水泥,然而《普通硅酸盐水泥(GB 175—1992)》中描述了几类水泥,原标准的耐砂浆性试验中未具体说明采用何种水泥,因此造成实际操作的不便。此外,《通用硅酸盐水泥(GB 175—2007)》中规定的几类水泥:硅酸盐水泥、普通硅酸盐水泥、矿渣硅酸盐水泥、火山灰质硅酸盐水泥、粉煤灰硅酸盐水泥以及复合硅酸盐水泥,各种水泥间组分和化学指标都不相同,因此各种水泥配合成的水泥砂浆的碱性条件并不完全一致,容易造成涂层“耐砂浆性”评定的误判。本次修订的“规范性引用文件”中用《混凝土外加剂(GB 8076—2008)》[8]取代了《普通硅酸盐水泥(GB 175—1992)》,明确了砂浆性试验检测中使用水泥为《混凝土外加剂(GB 8076—2008)》附录A 规定的基准水泥。
原版标准中引用的《水泥强度试验用标准砂(GB 178—1977)》作为用砂标准已经于近年废止,而目前国内通用的标准砂是由厦门生产的,且依照的标准为《水泥胶砂强度检验方法(ISO法)》(GB/T 17671—1999)》,因此“规范性引用文件”中增加《水泥胶砂强度检验方法(ISO法)(GB/T 17671)(不加注日期)》作为标准用砂标准。
3.3 术语和定义
原标准中未写入“术语和定义”,本次标准修订增加了该章节,其中具体对“粉末静电喷涂涂层”“装饰面”以及“局部膜厚”等定义作了详细的描述,便于标准使用者对后章节内容的理解,以达到标准整体应用准确的目的。
3.4 技术要求
铝合金门窗表面喷涂的粉末涂料在制备过程中会含有一定量的可溶性重金属,重金属元素在门窗日常使用时易影响所处环境,造成人体伤害,因此在标准修订中有必要对静电粉末喷涂铝合金门窗型材所采用的热固性粉末涂料作原料准入限制,因此在本章的前端加入针对热固性粉末涂料中可溶性重金属限量值的“一般要求”,指标的确定参考《热固性粉末涂料(HG/T 2006—2006)》,并经过实际试验验证。
在“颜色和色差”中,由于人们对颜色和色差性能要求越来越高,有必要增加对色差值大小的限制规定,参考《铝合金建筑型材 第4部分粉末喷涂型材(GB 5237.4—2008)》将型材与色板及同批型材之间的色差值ΔEab*规定不大于1.5。
现今的粉末喷涂铝合金型材生产较以往已有了质的飞跃,人们在不断要求门窗安全耐用的基础上,对表面装饰效果的需求也越来越高,因此本章中增加了“涂层光泽度”的要求,取三段光泽度范围,每个范围内光泽度的允许偏差值参考GB 5237.4—2008,而其中“3~30”光泽范围的允许偏差为±5,存在实测光泽值可为“-2”的歧义,因此在本标准中将“3~30”的光泽范围改为“5~30”。
由于“附着性”是判定涂层质量的一项重要指标,“湿附着性”要求较“干附着性”要求更为严格,增加该项技术指标,能够更有利于保证涂层与基材表面的依附能力,因此参考GB 5237.4—2008在标准修订中将“湿附着性”指标定为0级。
此外“耐磨性”“抗划痕性”作为判定涂层日常损伤的重要指标也被列入本标准的技术要求中,经过对抽取样品的实测,结果与GB 5237.4—2008作比较,最终将指标值分别定为“耐磨性≥0.8 L/µm”和“抗划痕性的最小承受负荷不小于3 500 g”。
铝合金门窗在日常使用时会受到不同程度的酸性腐蚀,因此有必要增加“耐酸性”要求;同时,门窗的表面容易粘污,需进行适当的清洗,“耐洗涤剂性”也应当作为表面涂层的一项重要技术要求。
考虑到行业中铝合金门窗型材表面涂层生产的技术水平日益提高,涂层质量也有了显著的进步,本次标准修订通过测试验证试验,根据得到的数据结果将涂层的“耐湿热性”“耐盐雾性”以及“耐候性”三项指标的检测时间从原来的480 h增加到1 000 h,提高了该三项性能指标的要求。
3.5 试验方法
原标准测试样品统一为制作120 mm×60 mm的试板。本次标准修订中规定除涂层外观、颜色、光泽、厚度在整根型材上检测外,其余项目沿型材长轴截取长度为150 mm,宽度不小于35 mm,涂层平整的试样进行检测。而当截取试样尺寸不符合测试标准要求时,可使用同材质基板,以相同涂装工艺制备的试板作为该产品的试验样板,试板制备按照《色漆和清漆标准试板(GB/T 9271—2008)》[9]进行。
原标准中对涂层厚度的测试按照《涂膜厚度测定法[GB/T 1764—1979(1989)]》进行,GB/ T1764 —1979(1989)中规定的测试方法主要为机械法和磁性法两种,传统机械测试较为困难,用磁性法则操作简便,本标准采用《漆膜厚度测定(GB/T 13452.2—2008)》,该项国标中详细介绍了磁性法的具体内容,包括了基材具有铁磁性和非铁磁性两类。
“硬度”性能在原标准中采用了《涂膜硬度铅笔测定法(GB/T 6739—1996)》进行测定,铅笔测定法受人为因素干扰较大,因此,目前涂层的硬度测试普遍采用《色漆和清漆 巴克霍尔兹压痕试验(GB/T 9275—2008)》。本次修订将涂层硬度改为压痕硬度,指标值依据试验实测结果,并参考GB 5237.4—2008后定为“≥80”。
“耐冲击性”试验在原标准中并未就涂层的正面或反面冲击作明确的规定,在本次修订中考虑到冲击试验验证过程中的可操作性,特别指出对涂层的正面进行冲击试验,且冲击试验中将落球高度定为固定值,因此明确了冲击过程的恒定能量,冲击后检查冲击区域,避免了《漆膜耐冲击测定法(GB/T 1732—1993)》中多次调节重球高度的繁琐程序。
3.6 抽样方法
本标准参考 GB/T 5237.4—2008,在出厂检验中对外观和颜色进行全数检验,要求上比原标准规定的抽样检测有提高;涂层的光泽、厚度、压痕硬度、附着性和耐冲击性则抽取每批次的10%,且每项抽检不得少于3根型材。型材检验中每个项目在出厂检验合格品中抽取3根型材进行检验。变更后的抽样方法可操作性强,便于质检部门对产品质量评定工作的开展。
3.7 判定规则
修订后的标准中,判定规则以《铝合金门窗(GB/T 8478—2007)》标准中有关内容为依据,用受检项目来判定批次的合格性,更加符合标准实施中产品质量评定的原则。
本标准的修订参考了国内外有关标准,以英国标准《施加并焙固于铝合金的挤压材、板材和预成型材(外部建筑用)上的粉末有机涂层和带有粉末有机涂层的铝合金挤压材、板材和预成型材(BS 6496—1984)》、澳洲标准《金属表面终饰层——建筑用铝及铝合金表面热固性粉末涂层(AS 3715 —2002)》、日本标准《合成树脂粉末涂覆制品的涂层(JIS K5981—2006)》以及国内标准GB 5237.4 —2008、GB/T 8013.3—2007为主要参照依据。目前,现行的国内外标准中,专门针对铝合金门窗型材涂层的标准鲜有所见。国标GB 5237.4—2008是对建筑铝合金型材一大类的涂层性能指标的规定,而铝合金门窗型材的表面涂层并没有单独专门性的技术标准要求。本标准在建筑铝合金型材大类通用的指标基础上,通过生产实地调研、试验分析验证、指标修正改进,筛选出适用于铝合金门窗型材表面涂层质量评定的技术指标。修订后的标准,科学性强、实用性高,技术要求齐全,试验方法完整,抽样,判定规则合理。
[1] 黄圻,张志华.铝合金门窗行业发展30年[J].中国建筑金属结构,2012(1)∶17-20.
[2] 黄圻,夏学敏.中国铝合金门窗建筑幕墙行业经济现状[C]//第23次全国涂料工业信息年会第七届氟树脂及氟涂料技术研讨会论文集.常州∶涂料技术与文摘,2006∶59-62.
[3] 杜丽娟.粉末静电喷涂工艺[J].城市建设,2010(21)∶146-147.
[4] 候猛.粉末静电喷涂工艺[J].工业涂装,2004(2)∶32-34.
[5] 肖艳.粉末静电喷涂工艺及其应用特点[J].汽车与配件,2014(23)∶73-76.
[6] 王树珊.静电粉末喷涂技术的研究与应用[J].材料保护,2002(11)∶ 56-57.
[7] 中国标准化研究院.GB/T 1.1—2009标准化工作导则 第 1部分:标准的结构和编写[S].北京.中国标准出版社,2009.
[8] 中国建筑材料科学研究总院.GB 8076—2008混凝土外加剂[S].北京∶中国标准出版社,2008.
[9] 中海油常州涂料化工研究院.GB/T 9271—2008 色漆和清漆标准试板[S].北京∶中国标准出版社,2008.
Reading on the Standard of《Specificaiton of Franklinism Powder Spraying Coating for Window and Doors of Profiled Aluminium Alloy(JG/T 496-2016)》
LI Jie1, CEN Rujun1, DONG Ze1, Ding Weijun2, XIE Han3
TU512.4
A
1008-3707(2016)08-0056-04
2016-06-08
李 杰(1982—),男,浙江东阳人,工程师,从事建筑保温材料研究工作。
猜你喜欢
节能与环保(2022年7期)2022-11-09 00:44:48
小哥白尼(趣味科学)(2022年2期)2022-05-25 13:20:58
上海建材(2021年5期)2021-02-12 03:19:12
装备制造技术(2020年2期)2020-12-14 03:09:16
中国品牌(2019年10期)2019-10-15 05:56:56
中国品牌(2019年10期)2019-10-15 05:56:54
中国建筑金属结构(2019年4期)2019-05-15 06:19:02
科学大众·小诺贝尔(2016年11期)2017-01-10 21:02:35
山东工业技术(2016年15期)2016-12-01 05:31:44
创新作文(小学版)(2016年16期)2016-11-11 05:47:47